自动输送扎花机的制作方法
本技术涉及一种棒棒糖包装的扎绳捆绑装置,更具体地说涉及一种自动输送扎花机。
背景技术:
1、棒棒糖的包装,通常采用扎绳捆绑来进行封装。目前的扎绳捆绑设的缺点在于,其结构复杂,步骤繁多,占用空间大,成本高,必须和专门的包装设备配合使用,因此不适合小企业。
2、为此,申请人对现有的棒棒糖包装的扎绳捆绑装置进行了改进,并申请了专利,公开号为cn208994039u,名称为:自动袋口金线扎口机。该种自动袋口金线扎口机,包括机箱、驱动机构、扎绳弯折机构、扎绳扭转机构,驱动机构分别与扎绳弯折机构、扎绳扭转机构连接,其特征在于:所述扎绳弯折机构包括定位座、弯折架、抬升杆、第一凸轮;扎绳扭转机构包括扭转件、扭转件驱动装置、升降架、第二凸轮和升降架驱动杆。 该技术由于设有扎绳弯折机构、扎绳扭转机构,因此两者配合,能够快速完成棒棒糖包装的扎绳捆绑,并且结构比较简单、体积小,成本低,尤其适合小企业使用。
3、但是,申请人发现,上述自动袋口金线扎口机需要一个操作人员完成待扎花包装的放置以及取出完成扎口的包装成品,这使得工作效率难以提高,而且由于招工越来越困难,小企业人手不足的现象越来越严重,上述自动袋口金线扎口机难以满足小企业的实际需求。
技术实现思路
1、本实用新型的目的,是提供一种自动输送扎花机,这种自动输送扎花机能够自动将待扎花包装送到扎绳捆绑工位,并且在完成扎绳的捆绑工作后将包装成品送走。采用的技术方案如下:
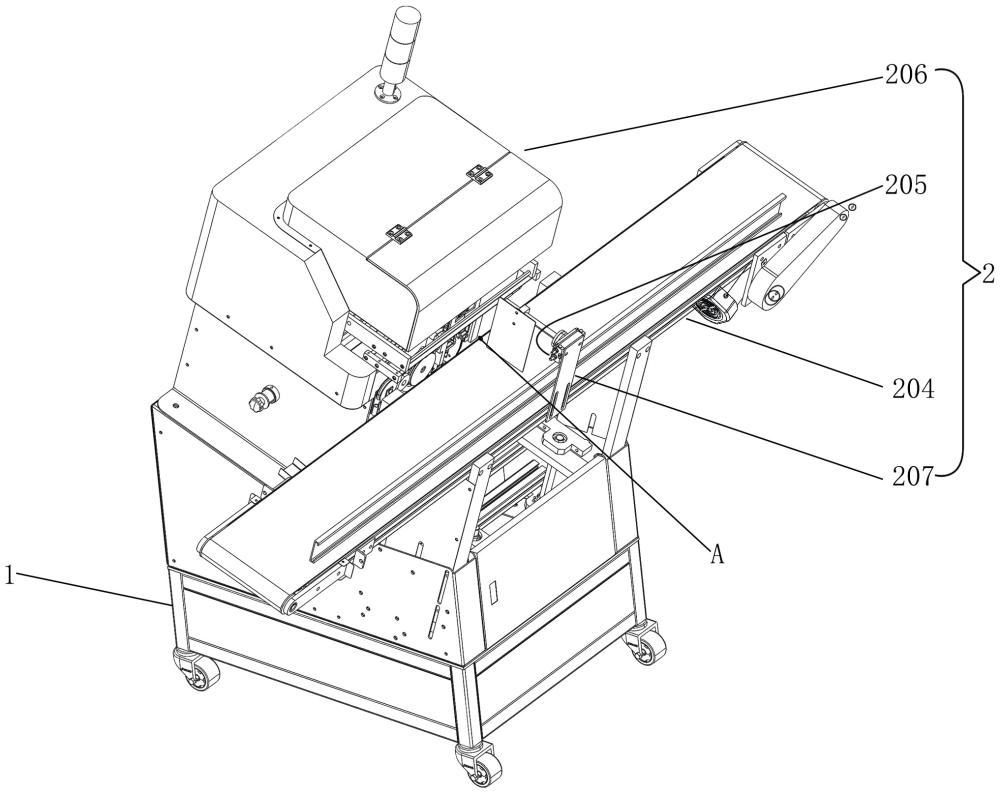
2、一种自动输送扎花机,包括机架以及安装在机架上的扎花装置,扎花装置包括扎绳弯折机构、扎绳扭转机构,机架上具有扎绳捆绑工位,其特征在于:所述扎花装置还包括控制装置、待扎花包装输送机构、待扎花包装检测装置,控制装置、待扎花包装输送机构、待扎花包装检测装置分别安装在机架上,待扎花包装检测装置输送待扎花包装检测信号给控制装置,控制装置分别控制扎绳弯折机构、扎绳扭转机构、待扎花包装输送机构工作。
3、较优的方案,所述待扎花包装输送机构包括安装架、第一伺服电机、皮带传动单元、输送带单元,输送带单元包括环形输送带、第一皮带轮、第二皮带轮,安装架安装在机架上,第一伺服电机安装在安装架上,第一皮带轮、第二皮带轮分别可转动地安装在安装架上,环形输送带套在第一皮带轮、第二皮带轮上,第一伺服电机通过皮带传动单元带动第一皮带轮转动,从而带动环形输送带运动,带动第二皮带轮转动。
4、更优的方案,所述皮带传动单元包括传动皮带和主动轮、被动轮,主动轮固定在第一伺服电机的输出轴上,被动轮与第一皮带轮同轴固定,传动皮带套在主动轮、被动轮上。第一伺服电机带动主动轮转动,主动轮通过传动皮带带动被动轮转动,第一皮带轮跟随被动轮转动,从而带动环形输送带运动,带动第二皮带轮转动。
5、较优的方案,所述待扎花包装检测装置设置在扎绳捆绑工位上方。
6、较优的方案,所述待扎花包装检测装置为光电检测装置,当光电检测装置检测到扎绳捆绑工位上有待扎花包装,就输送待扎花包装检测信号给控制装置。
7、较优的方案,所述扎花机还包括待扎花包装辅助定位机构,待扎花包装辅助定位机构包括可转动悬挂杆、支撑架、辅助定位片,支撑架安装在待扎花包装输送机构上,可转动悬挂杆一端可转动地安装在支撑架上,辅助定位片顶端固定在可转动悬挂杆上,并且辅助定位片底端贴近待扎花包装输送机构的顶面,检测片位于扎绳捆绑工位上方。
8、更优的方案,所述扎花装置与水平面之间具有5-50度的夹角。设置这个夹角的目的,是让待扎花包装的输送、定位更准确。
9、更优的方案,所述待扎花包装辅助定位机构还包括底部定位板,底部定位板安装在支撑架上,底部定位板底边贴近待扎花包装输送机构的环形输送带。这样底部定位板能够与辅助定位片配合,实现待扎花包装的精确定位并保证待扎花包装处于正确的方位,尤其是对于棒棒糖这种细长形状的待扎花包装。
10、本实用新型对照现有技术的有益效果是,由于设有待扎花包装输送机构,因此能够自动输送待扎花包装,由于设有待扎花包装检测装置、控制装置,因此能够实现待扎花包装的准确输送定位、扎花;由于设有待扎花包装辅助定位机构,因此能够实现待扎花包装的精确定位并保证待扎花包装处于正确的方位,尤其是对于棒棒糖这种细长形状的待扎花包装;上述改进使得扎花机能够自动将待扎花包装送到扎绳捆绑工位,并且在完成扎绳的捆绑工作后将包装成品送走,工作效率高,能够节省人工,很好地解决中小企业的人手不足的问题。
技术特征:
1.一种自动输送扎花机,包括机架以及安装在机架上的扎花装置,扎花装置包括扎绳弯折机构、扎绳扭转机构,机架上具有扎绳捆绑工位,其特征在于:所述扎花装置还包括控制装置、待扎花包装输送机构、待扎花包装检测装置,控制装置、待扎花包装输送机构、待扎花包装检测装置分别安装在机架上,待扎花包装检测装置输送待扎花包装检测信号给控制装置,控制装置分别控制扎绳弯折机构、扎绳扭转机构、待扎花包装输送机构工作。
2.如权利要求1所述的自动输送扎花机,其特征在于:所述待扎花包装输送机构包括安装架、第一伺服电机、皮带传动单元、输送带单元,输送带单元包括环形输送带、第一皮带轮、第二皮带轮,安装架安装在机架上,第一伺服电机安装在安装架上,第一皮带轮、第二皮带轮分别可转动地安装在安装架上,环形输送带套在第一皮带轮、第二皮带轮上,第一伺服电机通过皮带传动单元带动第一皮带轮转动,从而带动环形输送带运动,带动第二皮带轮转动。
3.如权利要求2所述的自动输送扎花机,其特征在于:所述皮带传动单元包括传动皮带和主动轮、被动轮,主动轮固定在第一伺服电机的输出轴上,被动轮与第一皮带轮同轴固定,传动皮带套在主动轮、被动轮上。
4.如权利要求1所述的自动输送扎花机,其特征在于:所述待扎花包装检测装置设置在扎绳捆绑工位上方。
5.如权利要求4所述的自动输送扎花机,其特征在于:所述待扎花包装检测装置为光电检测装置,当光电检测装置检测到扎绳捆绑工位上有待扎花包装,就输送待扎花包装检测信号给控制装置。
6.如权利要求1所述的自动输送扎花机,其特征在于:所述扎花机还包括待扎花包装辅助定位机构,待扎花包装辅助定位机构包括可转动悬挂杆、支撑架、辅助定位片,支撑架安装在待扎花包装输送机构上,可转动悬挂杆一端可转动地安装在支撑架上,辅助定位片顶端固定在可转动悬挂杆上,并且辅助定位片底端贴近待扎花包装输送机构的顶面,检测片位于扎绳捆绑工位上方。
7.如权利要求6所述的自动输送扎花机,其特征在于:所述扎花装置与水平面之间具有5-50度的夹角。
8.如权利要求7所述的自动输送扎花机,其特征在于:所述待扎花包装辅助定位机构还包括底部定位板,底部定位板安装在支撑架上,底部定位板底边贴近待扎花包装输送机构的环形输送带。
9.如权利要求1所述的自动输送扎花机,其特征在于:所述扎绳弯折机构包括弯折架和弯折架升降装置,弯折架升降装置安装在机架上,弯折架安装在弯折架升降装置上,并且弯折架位于扎绳捆绑工位正下方,弯折架升降装置带动弯折架升降。
10.如权利要求1所述的自动输送扎花机,其特征在于:所述扎绳扭转机构包括扭转件、扭转件驱动装置,扭转件驱动装置安装在机架上,扭转件安装在扭转件驱动装置上,扭转件驱动装置带动扭转件转动。
技术总结
一种自动输送扎花机,包括机架以及安装在机架上的扎花装置,扎花装置包括扎绳弯折机构、扎绳扭转机构,机架上具有扎绳捆绑工位,其特征在于:所述扎花装置还包括控制装置、待扎花包装输送机构、待扎花包装检测装置,控制装置、待扎花包装输送机构、待扎花包装检测装置分别安装在机架上,待扎花包装检测装置输送待扎花包装检测信号给控制装置,控制装置分别控制扎绳弯折机构、扎绳扭转机构、待扎花包装输送机构工作。本技术由于对结构进行了改进,使得扎花机能够自动将待扎花包装送到扎绳捆绑工位,并且在完成扎绳的捆绑工作后将包装成品送走,工作效率高,能够节省人工,很好地解决中小企业的人手不足的问题。
技术研发人员:刘兆郁
受保护的技术使用者:汕头市铁木真包装机械有限公司
技术研发日:20240110
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!