光学膜的制造方法及光学膜的制造装置与流程
1.本发明涉及光学膜的制造方法及光学膜的制造装置。
背景技术:
2.通常,一边输送膜,一边实施用于赋予期望的光学特性的至少一个处理而制造光学膜。例如,在光学膜为偏振膜的情况下,实施作为光学特性而赋予膜直线偏振特性的至少一个处理。在如上所述那样制造光学膜的情况下,在从膜制造光学膜的过程中膜的宽度变化。在输送着膜的情况下,上游侧的膜宽度与下游侧的膜的宽度之间的变化率已知为内缩率(参照专利文献1)。在光学膜的制造过程中,当膜的内缩率偏离预先设定的允许范围(管理宽度)时,有时膜断裂,或膜的厚度偏离期望的厚度。因此,为了恰当地制造光学膜,内缩率的管理是重要的。
3.在先技术文献
4.专利文献
5.专利文献1:日本特开平8
‑
226811号公报
技术实现要素:
6.发明要解决的技术问题
7.在专利文献1记载的技术中,为了算出内缩率,在上游侧测定点及下游侧测定点测定膜的宽度。然而,在专利文献1中,在上游侧测定点及下游侧测定点处,膜(专利文献1中的片材)的相同部位、即、在上游侧测定点测定的膜的部位通过下游侧测定点时由下游侧测定点测定膜的宽度。因此,在膜从上游侧测定点向下游侧测定点移动的期间,无法确认内缩率是否偏离了允许范围。
8.于是,本发明的目的在于提供能够效率良好地测定内缩率、品质稳定、且能够降低材料成本的光学膜的制造方法及光学膜的制造装置。
9.用于解决技术问题的技术方案
10.本发明的一个方面的光学膜的制造方法
11.是通过对长条的膜实施n个处理来制造光学膜的方法,其中,n是1以上的整数,在该光学膜的制造方法中,一边输送上述膜一边进行上述n个处理,在上述输送中,在多个部位分别连续地测定上述膜的宽度,并基于从上述多个部位选择出的两个部位中的上游部位的测定结果及下游部位的测定结果中的在相同时机得到的测定结果,来算出上述膜的宽度的变化率。
12.本发明的另一个方面的光学膜的制造装置具备:n个处理部,其中,n是1以上的整数,其用于对膜实施至少赋予光学特性的处理;输送机构,其输送上述膜;多个宽度测定器,其配置于上述输送机构上的多个部位,并在上述多个部位分别连续地测定由上述输送机构输送中的上述膜的宽度;以及算出部,其基于从上述多个宽度测定器选择出的两个宽度测定器中的上游侧宽度测定器的测定结果和下游侧宽度测定器的测定结果中的在相同时机
得到的测定结果,来算出上述膜的宽度的变化率。
13.在上述制造方法及上述制造装置中,在多个部位测定膜的宽度。由此,能够一边输送膜一边连续地测定膜的宽度。而且,基于在多个部位连续地测定出的膜的宽度中的在上游部位及下游部位在相同时机测定出的膜的宽度的测定结果,来算出膜的宽度的变化率。因此,能够效率良好地测定内缩率,品质稳定,而且能够降低光学膜的材料成本。
14.在上述制造方法中,也可以是,上述上游部位是实施上述n个处理中的一个处理之前的位置,上述下游部位是实施上述一个处理之后的位置。
15.在上述制造装置中,也可以是,上述上游侧宽度测定器配置于上述n个处理部中的一个处理部之前,上述下游侧宽度测定器配置于上述一个处理部之后。
16.膜的宽度在实施n个处理中的各个处理的情况下容易变化。因此,在上述结构中,在膜的宽度容易变化的部位能够算出膜的宽度的变化率。
17.在上述制造方法中,也可以是,上述n个处理包括第i
‑
1处理、第i处理及第i+1处理,其中,i是2以上的整数,上述上游部位是上述第i
‑
1处理的位置与上述第i处理的位置之间,且上述下游部位是上述第i处理的位置与上述第i+1处理的位置之间。
18.在上述制造装置中,也可以是,上述n个处理部包括第i
‑
1处理部、第i处理部及第i+1处理部,其中,i是2以上的整数,上述上游侧宽度测定器配置于上述第i
‑
1处理部与上述第i处理部之间,且上述下游侧宽度测定器配置于上述第i处理部与上述第i+1处理部之间。
19.膜的宽度在对膜实施处理的情况下容易变化。因此,通过上述结构,在膜的宽度容易变化的部位能够算出膜的宽度的变化率。而且,在上述结构中,在膜的宽度的变化率超过了允许范围的情况下,考虑其宽度的变化率起因于第i处理,或者第i处理之前的膜的状态发生着变化,因此通过将膜的宽度的变化率调整到允许范围内,能够防患不良情况于未然。
20.在上述制造方法中,上述n个处理也可以包括第i
‑
1处理及第i处理,其中,i是2以上的整数,上述上游部位处于上述第i
‑
1处理中的位置且上述下游部位是上述第i
‑
1处理的位置与上述第i处理的位置之间,上述上游部位及上述下游部位也可以分别是上述第i
‑
1处理的位置与上述第i处理的位置之间,或者也可以是,上述上游部位是上述第i
‑
1处理之前的位置且上述下游部位是上述第i
‑
1处理中的位置。
21.在上述制造装置中,上述n个处理部也可以包括第i
‑
1处理部及第i处理部,其中,i是2以上的整数,上述上游侧宽度测定器配置于上述第i
‑
1处理部的位置且上述下游侧宽度测定器配置于上述第i
‑
1处理部与上述第i处理部之间,上述上游侧宽度测定器及上述下游侧宽度测定器也可以分别配置于上述第i
‑
1处理部与上述第i处理部之间,或者也可以是,上述上游侧宽度测定器配置于上述第i
‑
1处理部之前且上述下游侧宽度测定器配置于上述第i
‑
1处理部的位置。
22.通过上述结构,能够算出对膜实施着处理时的宽度的变化率、或者对膜进行的一个处理结束而直到下一处理之间的膜的宽度的变化率。
23.在上述制造方法中,也可以是,在上述输送中由摄像部取得膜的至少端部的像,由此测定上述膜的上述宽度。
24.在上述制造装置中,也可以是,上述多个宽度测定器中的至少一个宽度测定器具有对上述膜的至少端部进行拍摄的摄像部。
25.在该情况下,使用由摄像部取得的像,能够算出膜的宽度。
26.在上述制造方法中,也可以是,在上述输送中,基于入射到上述膜的光从上述膜反射的反射光及透过上述膜的透射光中的至少一方的亮度,来测定上述膜的上述宽度。
27.在上述制造装置中,也可以是,上述多个宽度测定器中的至少一个宽度测定器具有用于检测入射到上述膜的光从上述膜反射的反射光及透过上述膜的透射光中的至少一方的光检测部。
28.在上述制造装置中,也可以是,上述多个宽度测定器中的至少一个宽度测定器具有向上述膜照射光的光照射部。例如,在检测从膜透过的透射光时与周边环境之间的光的亮度差小的情况下,能够通过来自光照射部的光增大周边环境的亮度。其结果是,容易测定膜的宽度。
29.在上述制造方法中,也可以是,上述膜由输送辊输送,向上述输送辊上的上述膜照射上述光,并基于通过上述光的照射而产生的上述膜的反射光的亮度与上述输送辊的反射光的亮度之差,来检测上述膜的端部,由此测定上述膜的上述宽度。
30.在上述制造装置中,也可以是,上述输送机构具有输送辊,上述光照射部向上述输送辊上的上述膜照射光,上述多个宽度测定器中的至少一个宽度测定器基于通过从上述光照射部向上述输送辊上的上述膜照射的光而产生的上述膜的反射光的亮度与上述输送辊的反射光的亮度之差,来测定上述膜的宽度。
31.在该情况下,通过从膜反射的反射光和从输送辊反射的反射光之间的亮度差,容易确定膜的端部。其结果是,能够基于端部的位置更准确地算出膜的宽度。在从膜反射的反射光通过正反射而具有充分的亮度的情况下,测定不限定于输送辊上。
32.在上述制造方法中,上述透射光也可以是隔着偏振滤光片入射到上述膜的光从上述膜透过的透射光。或者,也可以是,在上述制造方法中基于使上述透射光通过偏振膜而得到的光的亮度,来测定上述膜的宽度。
33.上述制造装置的一实施方式也可以在上述光照射部与上述膜之间具有偏振滤光片。或者,也可以是,上述制造装置的一实施方式在上述光检测部与上述膜之间具有偏振滤光片。
34.例如,在膜具有直线偏振特性的情况下,将偏振滤光片配置为与膜呈正交尼科耳状态,由此容易测定膜的宽度。
35.在上述制造方法中,也可以是,上述n个处理包括溶胀处理、染色处理、交联处理、拉伸处理及干燥处理中的至少一个处理。
36.在上述制造装置中,也可以是,上述n个处理部包括至少一个溶胀处理部、染色处理部、交联处理部、拉伸处理部及干燥处理部中的任意的处理部。
37.上述光学膜的例子是偏振膜。
38.发明效果
39.根据本发明,能够提供能效率良好地测定内缩率、品质稳定、且能够降低材料成本的光学膜的制造方法及光学膜的制造装置。
附图说明
40.图1是用于说明一实施方式的光学膜的制造方法的示意图。
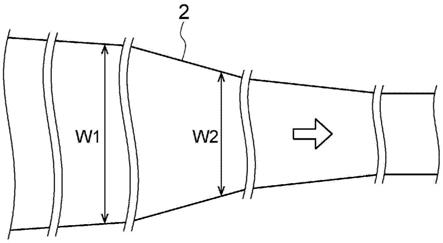
41.图2是用于说明光学膜的制造方法中的膜的宽度的变化的图。
42.图3是用于说明宽度测定器及算出部的图。
43.图4是用于说明宽度测定器具有的宽度检测器的一例的图。
44.图5是用于说明宽度测定器具有的宽度检测器的另一个例子的图。
具体实施方式
45.以下,参照附图来说明本发明的实施方式。在附图中,对同一或相当的部分标注同一附图标记,并省略重复的说明。附图的尺寸比率不一定与说明的尺寸比率一致。
46.图1是用于说明本发明的一实施方式的示意图。以下,举出作为光学膜而制造偏振膜的情况的例子进行说明。
47.在本实施方式中,一边输送长条的膜2,一边对输送中的膜2按顺序实施n个(n是1以上的整数)处理,由此制造偏振膜(光学膜)4。n个处理是对膜2作为光学特性而至少赋予直线偏振特性的处理。n的上限不特别限定,n通常是30以下的整数,也可以是25以下的整数,还可以是20以下的整数,还可以是10以下的整数。
48.当对膜2赋予直线偏振特性时,膜2作为偏振膜4发挥功能。在n个处理全部完成之前,实质上被赋予直线偏振特性,因此在使用了膜2的偏振膜4的制造方法中,在制造过程中膜2具有作为偏振膜4的功能。然而,为了便于说明,若无特殊说明,将n个处理全部结束之后的膜2称作偏振膜4,将n个处理完成之前的膜全部称作膜2。在制造偏振膜4的情况下,通常对膜2实施溶胀处理、染色处理、交联处理、拉伸处理及干燥处理。拉伸处理也可以在任一处理(例如交联处理)中对膜2实施,或者一边实施多个处理一边并行对膜2实施。
49.膜2是聚乙烯醇系树脂膜。膜2的长度方向的长度的例子是1000m以上且30000m以下,优选为1000m以上且20000m以下的范围。膜2的宽度方向(与长度方向正交的方向)的长度的例子是1300mm~5000mm。在实施n个处理之前的膜2的厚度的例子是10μm~100μm。膜2通过熔融挤出法、溶剂流延法等公知的方法而制造得到。膜2也可以是购入的膜、事先进行了拉伸、层叠等处理的膜。在图1中示出了作为坯料卷6而准备膜2并对从坯料卷6放出的膜2实施n个处理而得到偏振膜4的情况。也可以是,在通过上述方法(熔融挤出法、溶剂流延法等)制造膜2的情况下,例如,连续地输送通过上述方法(熔融挤出法、溶剂流延法等)而制造出的膜2,并在该输送中进行上述n个处理。
50.偏振膜4的制造装置10具备多个夹持辊11、多个引导辊12、溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134及干燥处理部135。
51.多个夹持辊11及多个引导辊12包含于膜2的输送机构,且是用于输送膜2的输送辊。通过将多个夹持辊11及多个引导辊12适当配置,构成膜2的输送路径。
52.夹持辊11具有通过夹着膜2且对其进行按压来向膜2赋予夹持辊11的旋转力的功能。夹持辊11也具有变更膜2的输送方向的功能。在膜2的输送方向上,例如通过对相邻的两个夹持辊11赋予周向速度差,从而对在上述相邻的两个夹持辊11间输送的膜2实施拉伸处理(例如单轴拉伸处理)。图1例示出制造装置10具有6个夹持辊11的情况。在将6个夹持辊11区别说明的情况下,如图1所示,将6个夹持辊11称作夹持辊111~116。
53.引导辊12具有支承膜2、并且变更膜2的输送方向的功能。图1例示出制造装置10具有12个引导辊12的情况。在将12个引导辊12区别说明的情况下,如图1所示,将12个引导辊12称作引导辊121~12
12
。
54.溶胀处理部131是对膜2进行溶胀处理的部分。溶胀处理部131具有贮存有用于溶胀处理的处理液的处理槽。通过向溶胀处理部131具有的处理液浸渍膜2,从而对膜2进行溶胀处理。在本实施方式中,通过夹持辊111及引导辊121~123形成有向处理液浸渍膜2的膜的输送路径。在该结构中,夹持辊111及引导辊123配置于对膜2实施基于溶胀处理部131的溶胀处理之前及之后(换言之,溶胀处理部131之前及之后)。
55.上述溶胀处理在膜2的表面的异物除去、膜2中的增塑剂除去、后续工序中的易染色性的赋予、膜2的增塑等目的下进行。溶胀处理的条件可以在能够达成这些目的的范围、且不会产生膜2的极端的溶解、失透等不良情况的范围内决定。在溶胀处理部131中,通过将膜2浸渍于例如温度10~50℃、优选为20~50℃的处理液,来进行溶胀处理。溶胀处理的时间是5~300秒程度,优选是20~240秒程度。溶胀处理部131中的处理液的例子是水。因此,溶胀处理也能够兼作膜2的水洗处理。
56.染色处理部132是对膜2进行染色处理的部分。染色处理部132具有贮存有用于染色处理的处理液的处理槽。通过向染色处理部132具有的处理液浸渍膜,从而对膜2进行染色处理。在本实施方式中,通过夹持辊112及引导辊124~126形成有向处理液浸渍膜2的膜的输送路径。在该结构中,夹持辊112及引导辊126配置于对膜2实施基于染色处理部132的染色处理之前及之后(换言之,染色处理部132之前及之后)。
57.本实施方式中的染色处理部132具有的处理液是二色性色素的水溶液,在染色处理中,用二色性色素将膜2染色。通常的二色性色素的染色处理在使膜2吸附二色性色素等目的下进行。在能够达成这样的目的的范围、且不会产生膜2的极端的溶解、失透等不良情况的范围内,根据期望的光学特性来决定处理条件。使用于染色的二色性色素的例子是碘及二色性染料。
58.在使用碘作为二色性色素的情况下,通过在例如10~50℃、优选为15~40℃的温度下,将膜2在相对于100重量份水而包含0.003~0.2重量份碘及0.1~10重量份碘化钾的水溶液中浸渍10~600秒钟、优选为30~300秒钟,来进行染色处理。也可以代替碘化钾而使用其他碘化物,例如碘化锌等。也可以将其他碘化物与碘化钾并用。而且,也可以使碘化物以外的化合物、例如硼酸、氯化锌、氯化钴等共存。若是相对于100重量份水而包含有0.003重量份以上碘的处理液,则能够视作染色用的处理液。
59.在使用水溶性二色性染料作为二色性色素的情况下,通过在例如20~80℃、优选为30~60℃的温度下,将膜2在相对于100重量份水而包含0.001~0.1重量份二色性染料的水溶液中浸渍10~600秒钟、优选为20~300秒钟,来进行染色处理。使用的二色性染料的水溶液也可以含有染色助剂等,也可以含有如硫酸钠之类的无机盐、表面活性剂等。二色性染料可以仅使用一种,也能够根据所期望的色调而并用两种以上的二色性染料。
60.交联处理部133是对膜2进行交联处理的部分。交联处理部133具有贮存有用于交联处理的处理液的处理槽。通过向交联处理部133具有的处理液浸渍膜,来对膜2进行交联处理。在本实施方式中,通过夹持辊113及引导辊127~129形成有向处理液浸渍膜2的膜的输送路径。在该结构中,夹持辊113及引导辊129配置于对膜2实施基于交联处理部133的交联处理之前及之后(换言之,交联处理部133之前及之后)。
61.交联处理是在基于交联的耐水化、色调调整(防止膜2带上青色等)等目的下进行的处理。
62.在交联处理部133中使用的处理液例如是相对于100重量份水而含有例如约1~10重量份硼酸的水溶液。在染色处理中使用的二色性色素为碘的情况下,优选在交联处理部133中使用的处理液除了含有硼酸之外还含有碘化物,其量相对于100重量份水而为例如1~30重量份。作为碘化物,可举出碘化钾、碘化锌等。也可以使碘化物以外的化合物例如氯化锌、氯化钴、氯化锆、硫代硫酸钠、亚硫酸钾、硫酸钠等共存。
63.在交联处理部133的交联处理中,根据其目的,能够适当变更硼酸及碘化物的浓度、以及处理液的温度。
64.例如,在交联处理的目的是基于交联的耐水化而对聚乙烯醇系树脂膜依次实施溶胀处理、染色处理及交联处理的情况下,处理液的交联剂含有液例如是浓度以重量比的方式为硼酸/碘化物/水=3~10/1~20/100的水溶液。也可以根据需要,代替硼酸而使用乙二醛或戊二醛等其他交联剂,也可以并用硼酸和其他交联剂。浸渍膜2时的处理液的温度通常为50℃~70℃程度,优选为53℃~65℃,膜2的浸渍时间通常为10~600秒程度,优选为20~300秒,更优选为20~200秒。在溶胀处理前对预先拉伸后的膜2依次实施染色处理及交联处理的情况下,处理液的温度通常为50~85℃程度,优选为55~80℃。
65.在交联处理的目的为色调调整而例如使用了碘作为二色性色素的情况下,能够使用浓度以重量比的方式为硼酸/碘化物/水=1~5/3~30/100的交联剂含有液作为处理液。浸渍膜2时的处理液的温度通常是10~45℃程度,膜2的浸渍时间通常是1~300秒程度,优选是2~100秒。
66.清洗处理部134是对交联处理后的膜2进行清洗处理的部分。清洗处理部134具有贮存有用于清洗处理的处理液的处理槽。通过向清洗处理部134具有的处理液浸渍膜2,来对膜2进行清洗处理。在本实施方式中,通过夹持辊114及引导辊12
10
~12
12
形成有向处理液浸渍膜2的膜的输送路径。在该结构中,夹持辊114及引导辊12
12
配置于对膜2实施基于清洗处理部134的清洗处理之前及之后(换言之,清洗处理部134之前及后)。作为清洗处理中的处理液,可举出水、包含碘化钾的水溶液、包含硼酸的水溶液。处理液的温度通常是2℃~40℃程度,处理时间通常是2秒~120秒程度。
67.清洗处理部134中的清洗处理也可以通过将处理液以喷淋的方式喷雾的方法、或者并用浸渍和喷雾的方法等来进行膜2的清洗。
68.干燥处理部135是对膜2进行干燥处理的部分。在本实施方式中,干燥处理部135是干燥装置。在干燥处理部135中,搬入由清洗处理部134清洗处理后的膜2,在膜2通过干燥处理部135内的期间,使膜2干燥。在本实施方式中,由夹持辊115、116形成有向处理液浸渍膜2的膜的输送路径。也可以在干燥处理部135内为了支承及输送膜2而适当配置引导辊12。基于干燥处理部135的干燥在保持为约40℃~100℃的温度的干燥处理部135中进行约30秒~约600秒。在图1中,示意性地示出了干燥处理部135。干燥处理部135能够干燥附着于膜2的水分即可,不特别限定,在偏振膜的制造中,可以是通常使用的公知的技术。
69.在制造装置10中,利用多个夹持辊11中的至少两个夹持辊11(上游侧的夹持辊11与下游侧的夹持辊11)的周向速度差来实施将膜2单轴拉伸处理的拉伸处理。在该情况下,对上述单轴拉伸处理做出贡献的两个夹持辊11作为拉伸处理部发挥功能。
70.例如,也可以利用在交联处理部133之前配置的夹持辊113与在交联处理部133之后配置的夹持辊114之间的周向速度差来进行单轴拉伸处理的拉伸处理。在该情况下,与交联
处理并行地进行拉伸处理,因此交联处理部133也作为拉伸处理部发挥功能。拉伸处理在用于抑制褶皱的产生方面也有效。
71.也可以是,利用在一个处理部(例如上述的交联处理部133)的前后配置的两个夹持辊11主要进行拉伸处理,另一方面,利用其他夹持辊11进一步缓缓地实施拉伸处理。
72.制造装置10也可以另行具有用于进行拉伸处理的拉伸处理部。在该情况下,拉伸处理部例如配置于交联处理部133的后段(例如,交联处理部133与清洗处理部134之间)。
73.制造装置10也可以具有多个溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134及干燥处理部135中的至少一个处理部。例如,制造装置10也可以具有多个交联处理部133。制造装置10具备拉伸处理部的情况也同样,制造装置10例如也可以具备多个拉伸处理部。
74.在使用上述制造装置10制造偏振膜4的情况下,首先,从坯料卷6放出膜2,沿着由多个夹持辊11及多个引导辊12形成的输送路径将膜2在其长度方向上输送。输送速度的例子也可以是1m/分钟~60m/分钟,也可以是1.5m/分钟~50m/分钟。在膜2的输送路径上,从坯料卷6侧起,设置有溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134及干燥处理部135。而且,如前述那样,至少两个夹持辊11也具有作为拉伸处理部的功能。因此,对被输送着的膜2实施溶胀处理、染色处理、交联处理、清洗处理及干燥处理,并且实施拉伸处理。由此,对膜2赋予直线偏振特性(光学特性),得到偏振膜4。
75.经过干燥处理部135得到的偏振膜4例如用于包含偏振膜4的偏振板的制造。例如,上述偏振板通过对偏振膜4的单面或两面实施贴合保护膜的贴合工序等而制造得到。经过干燥处理部135而得到的偏振膜4也可以为了制造上述偏振板而连续地输送,也可以一次性卷取为辊状。
76.如图2所示,在一边输送膜2一边实施n个处理而制造偏振膜4的过程中,膜2的宽度方向的长度变化。将膜2的输送中的任意两个部位中的位于上游侧的部位(以下称作“上游部位”)的膜2的宽度称作w1,将位于比上游部位靠下游侧的部位(以下称作“下游部位”)的膜2的宽度称作w2,并将上述上游部位与下游部位之间的膜2的宽度的变化率称作内缩率(%),此时,在本实施方式中,由以下的式子定义内缩率。
77.内缩率=((w1
‑
w2)/w1)
×
100
78.在本发明的一实施方式中,还具有监视上述内缩率的监视工序。在监视工序中,如图1所示,在输送中的膜2中的多个测定点20(多个部位)处连续地测定膜2的宽度。在图1中,用箭头示出了膜2的宽度的多个测定点20。在对多个测定点20区别说明的情况下,将多个测定点20称作测定点201~20
12
。
79.测定点20可以是测定卷绕于夹持辊11或引导辊12的膜2的宽度的点,或者也可以是测定未卷绕于夹持辊11或引导辊12的膜2的宽度的点。图1所示的测定点20是一例,例如,测定点201也可以是测定从夹持辊111送出的膜2的宽度的位置,测定点204也可以是测定卷绕于引导辊126的膜2(引导辊126上的膜2)的宽度的位置。
80.优选的是,对膜2实施染色处理之前的测定点201~203是测定卷绕于夹持辊11或引导辊12的膜2的宽度的点。另一方面,在测定点204以后,夹持辊11或引导辊12与膜2之间的关系通常不限定。
81.测定点20例如能够配置于对膜2实施n个处理中的一个处理的前后。例如,测定点
201在图1中是测定卷绕于夹持辊111的状态或刚从夹持辊111送出之后的膜2的宽度的点、且是实施溶胀处理之前的测定点。测定点202是测定引导辊123上或刚从引导辊123送出之后的膜2的宽度的点。
82.因而,测定点201、202是对膜2实施溶胀处理的前后的膜2的宽度的测定点。这样,进行一个处理的前后(向某处理部的处理液浸渍膜的前后)的测定点也是进行该处理的处理部的前后的测定点。
83.这样的测定点20的另一例是测定点203、204,测定点205、207、测定点208、20
10
及测定点20
11
、20
12
。测定点203、204、测定点205、207及测定点208、20
10
是实施溶胀处理、染色处理、交联处理及清洗处理的前后的膜2的宽度的测定点。测定点20
11
、20
12
是实施干燥处理的前后的膜2的宽度的测定点。
84.测定点20也可以是在对膜2实施着一个处理的工序的期间测定膜2的宽度的点。这样的测定点20的例子是测定点206、209。测定点206是在引导辊127与引导辊128之间输送着膜2的途中的测定点。同样地,测定点209是在引导辊12
10
与引导辊12
11
之间输送着膜2的途中的测定点。在测定点206、209中,测定处理液中的膜2的宽度。
85.在监视工序中,基于从多个测定点20预先选择出的两个部位(上游部位及下游部位)各自的连续测定膜2的宽度的测定结果中的在上述两个部位处在相同时机(即同时)测定出的测定结果,来算出内缩率。上述“相同时机(即同时)”在不脱离本发明的主旨的范围内也可以产生若干偏离。上述上游部位处的测定时与上述下游部位的测定时之间的时间差不特别限定,可以是1分钟以内程度,也可以是30秒以内,还可以是20秒以内,还可以是10秒以内。监视工序优选自动化(automation化)实施。
86.在上述上游部位及下游部位的例子中,上游部位是n个处理中的一个处理(以下称作“规定处理”)之前,下游部位是上述规定处理之后。例如,在将上述规定处理设为染色处理的情况下,上游部位是染色处理之前,下游部位是染色处理之后。所谓“规定处理之前”及“规定处理之后”,也包括在上游部位、下游部位及上述“规定处理”之间实施其他处理的情况。
87.也可以是,在将n个处理内的任意的相邻的两个处理称作第i
‑
1处理及第i处理(i是2以上的整数)、将对应的处理部称作第i
‑
1处理部及第i处理部的情况下,上述上游部位及下游部位是以下的配置例1~3中的任一方。
88.[配置例1]
[0089]
上游部位处于第i
‑
1处理中的位置(第i
‑
1处理部的位置)且下游部位为第i
‑
1处理(第i
‑
1处理部)的位置与第i处理(第i处理部)的位置之间。例如,在第i
‑
1处理为交联处理的情况下,在图1所示的多个测定点20中,上游部位及下游部位的例子是测定点206及测定点207。
[0090]
[配置例2]
[0091]
上游部位及下游部位分别为第i
‑
1处理(第i
‑
1处理部)的位置与第i处理(第i处理部)的位置之间。例如,在第i
‑
1处理为交联处理的情况下,在图1所示的多个测定点20中,上游部位及下游部位的例子是测定点207及测定点208。
[0092]
[配置例3]
[0093]
上游部位为第i
‑
1处理(第i
‑
1处理部)之前的位置且下游部位为第i
‑
1处理中的位
置(第i
‑
1处理部的位置)。例如,在第i
‑
1处理为交联处理的情况下,在图1所示的多个测定点20中,上游部位及下游部位的例子是测定点205及测定点206。
[0094]
在将i设为2以上的整数,将第i处理的下一处理称作第i+1处理,并将对应的处理部称作第i+1处理部的情况下,上游部位及下游部位的例子也可以是以下的配置例4。
[0095]
[配置例4]
[0096]
上游部位为第i
‑
1处理(第i
‑
1处理部)的位置与第i处理(第i处理部)的位置之间、且下游部位为第i处理(第i处理部)的位置与第i+1处理(第i+1处理部)的位置之间。例如,在第i
‑
1处理为交联处理的情况下,在图1所示的多个测定点20中,上游部位及下游部位的例子是测定点207及测定点20
10
。
[0097]
也可以是,作为上游部位及下游部位的组,例如上游部位为测定点201、下游部位为测定点208这样,采用未相邻的两个测定点20的组。
[0098]
在制造装置10具有多个溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134、干燥处理部135中的至少一个处理部的情况下,上游部位及下游部位可以是分别进行相同目的的处理的部位,也可以是进行不同目的的处理的部位。例如,在制造装置10具有两个以上的溶胀处理部131并将两个溶胀处理部131称作溶胀处理部131‑
a、131‑
b的情况下,也可以是,上游部位为溶胀处理部131‑
a的位置(或之前或者之后),下游部位为溶胀处理部131‑
b的位置(或之前或者之后),也可以是,上游部位为溶胀处理部131‑
a或溶胀处理部131‑
b的位置(或之前或者之后),下游部位为染色处理部132的位置(或之前或者之后)。具有多个拉伸处理部的情况也同样。
[0099]
内缩率也可以通过从多个测定点20中选择出的上游部位与下游部位的多个组而算出。例如,也可以基于测定点201处的测定结果和测定点202处的测定结果来算出内缩率,并且基于测定点205处的测定结果和测定点207处的测定结果来算出内缩率。在上游部位与下游部位的多个组中,上游部位或下游部位也可以是共用的组。例如,也可以基于测定点201的测定结果和测定点202的测定结果来算出内缩率,并且基于测定点201的测定结果和测定点204的测定结果来算出内缩率。同样地,也可以基于测定点205的测定结果和测定点207的测定结果来算出内缩率,并且基于测定点206的测定结果和测定点207的测定结果来算出内缩率。
[0100]
为了算出上述内缩率,光学膜的制造装置10如图3所示那样具有多个宽度测定器30、以及算出部40。
[0101]
各宽度测定器30是连续地测定膜2的宽度的装置。多个宽度测定器30与多个测定点20一对一地配置。即,在一个测定点20配置一个宽度测定器30。在图3中,示意性地示出多个宽度测定器30中的为了算出内缩率而选择出的两个宽度测定器30(即,配置于上游部位的上游侧宽度测定器30
up
和配置于下游部位的下游侧宽度测定器30
down
)、以及算出部40。
[0102]
宽度测定器30具有两个端部检测器31。两个端部检测器31的一方是检测膜2的宽度方向上的一方的端部2a的检测器,另一方是检测膜的宽度方向上的另一方的端部2b(与上述端部2a相反一侧的端部)的检测器。宽度测定器30构成为根据测定点20中的膜2的状态来检测膜2的端部2a、2b。因此,也可以是,宽度测定器30的结构按每个测定点20而不同。但是,一个宽度测定器30所具有的两个端部检测器31(在一个测定点20配置的两个端部检测器31)的结构相同。
[0103]
图4是用于说明作为端部检测器31的一例的端部检测器31a的简要结构的示意图。端部检测器31a是在测定输送辊r上的膜2的宽度时适用的检测器。输送辊r是图1所示的夹持辊11或引导辊12。
[0104]
为了分别检测端部2a及端部2b而对膜2配置两个端部检测器31a。如前述那样,端部检测器31a的结构相同,因此说明端部检测器31a检测端部2a的情况。
[0105]
端部检测器31a具有光照射部32和光检测部33。在图4中,例示了膜2配置于输送辊r上的情况。
[0106]
光照射部32朝向膜2照射光。光照射部32构成为向膜2的端部2a和比端部2a靠外侧照射光。因此,如图4所示,在输送辊r上配置有膜2的情况下,来自光照射部32的光也照射输送辊r中的未与膜2重叠的部分。光照射部32能够是在膜2的宽度方向上延伸设置的线状的光源。光照射部32例如能够是led。
[0107]
光照射部32也可以配置于壳体34内。壳体34为了向膜2照射从光照射部32输出的光而具有窗部34a。窗部34a由透过从光照射部32输出的光的材料构成即可。例如,窗部34a的材料的例子包括聚碳酸酯树脂、丙烯酸树脂、氯乙烯树脂、聚丙烯树脂、聚对苯二甲酸乙二醇酯树脂及玻璃。
[0108]
光检测部33检测从光照射部32照射到膜2的光由膜2反射后的光(反射光)的亮度。光检测部33能够是拍摄膜2的至少端部2a的相机(例如ccd相机)这样的摄像部。如图4所示,在输送辊r上配置有膜2的情况下,光检测部33也检测从光照射部32照射到膜2的光中的由例如输送辊r反射后的光的亮度。
[0109]
光检测部33也可以配置于壳体35内。壳体35为了由光检测部33检测上述反射光而具有窗部35a。窗部35a由透过上述反射光的材料构成即可。窗部35a的材料的例子与窗部34a的情况相同。
[0110]
对膜2实施染色处理之前的测定点201、202、203通常是测定输送辊r上的膜2的宽度的点。因而,端部检测器31a适合适用于测定点201、202、203。
[0111]
图5是用于说明作为端部检测器(宽度测定器)31的另一例的端部检测器31b的简要结构的示意图。端部检测器31b是在膜2上产生了直线偏振特性的情况(形成有吸收轴的情况)下适用的检测器。通常,端部检测器31b能够相对于实施了染色处理部132中的染色处理的膜2适用。
[0112]
为了分别检测端部2a及端部2b而相对于膜2配置两个端部检测器31b。然而,如前述那样,端部检测器31b的结构相同,因此说明端部检测器31b检测端部2a的情况。
[0113]
端部检测器31b具有光检测部36和偏振滤光片37。
[0114]
光检测部36检测膜2的周边环境中的光向膜2入射并透过膜2后的光(以下称作“来自膜2的光”)的亮度。光检测部36能够是拍摄膜2的至少端部2a的相机(例如ccd相机)这样的摄像部。
[0115]
上述“膜2的周边环境的光”包括来自在制造偏振膜4的工厂设置的照明器具的照明光、上述照明光在构成制造装置10的要素(例如,夹持辊11及引导辊12这样的输送辊r、图1所示的各处理部所具有的处理槽的侧壁及底壁中的至少一方、上述工厂的地板等)处反射后的光等。在图5中,由空心箭头示意性地示出膜2的周边环境的光。
[0116]
偏振滤光片37是具有直线偏振特性的滤光片。偏振滤光片37在光检测部36与膜2
之间配置成膜2的吸收轴与偏振滤光片37的吸收轴成为正交尼科耳状态。上述正交尼科耳状态不限于膜2的吸收轴与偏振滤光片37的吸收轴所成的角度为90
°
的情况,意在例如相对于90
°
而包含
±5°
、
±
10
°
或15
°
程度的误差。
[0117]
光检测部36及偏振滤光片37也可以与光检测部33的情况同样而配置于具有窗部35a的壳体35内。窗部35a是来自膜2的光能够透过的材料即可。
[0118]
在仅使用了膜2的周边环境的光时由光检测部36检测的来自周边环境的光与透过膜2的光的亮度之差小的情况下,端部检测器31b也可以具有辅助照明部(光照射部)。辅助照明部的结构能够与光照射部32的情况同样。辅助照明部也可以构成为比光照射部32小型,或者输出比从光照射部32输出的光的功率小的功率的光。辅助照明部也可以与光照射部32的情况同样而配置于具有窗部34a的壳体34内。辅助照明部配置为将光检测部33的检测区域(或者摄像区域)及其周边的至少一方照明、且来自辅助照明部的光作为周边环境的光向膜2入射。
[0119]
端部检测器31b也可以在测定输送辊r上的膜2的宽度的情况下使用。端部检测器31b例如能够使用于在测定点205、208、20
10
进行的测定。该情况的输送辊r为了使亮度差清楚化而优选白色系的辊。
[0120]
端部检测器31b也可以使用于测定输送辊r与输送辊r之间的膜2的宽度的情况。端部检测器31b例如能够使用于测定点204、206、207、209、20
11
、20
12
处的膜2的宽度的测定。在该情况下,为了使亮度差清楚化,也可以在光检测部33的检测区域的背景(或者摄像区域的背景)设置白色系的板状的构件等。在两个输送辊r之间的膜2的宽度的测定中使用辅助照明部的情况下,辅助照明部可以配置于相对于膜2而与端部检测器31b相同侧,也可以配置于相对于膜2而与端部检测器31b相反一侧。
[0121]
在测定点206、209处的膜2的宽度的测定的情况下,端部检测器31b测定处理液中的膜2的宽度。在该情况下,例如,端部检测器31b如图5所示,也可以具有壳体35,该壳体35具有窗部35a,并以窗部35a的局部位于处理液中的方式配置壳体35。在窗部35a的局部配置于处理液中的情况下,窗部35a的外表面也可以实施有亲水性处理、凹凸加工及倾斜加工中的至少一方。由此,在例如窗部35a的外表面不易滞留气泡,因此容易准确地检测膜2的端部2a。在处理液中的膜2的宽度的测定中使用辅助照明部的情况下,例如,辅助照明部也可以将进行针对膜2的处理的处理槽的底壁照明。在该情况下,从辅助照明部照射、由上述处理槽的底壁反射并透过膜2后的透射光的亮度隔着偏振滤光片37而由光检测部36检测。
[0122]
端部检测器31b具有的偏振滤光片37例如也可以配置于向膜2入射光的入射侧。例如,在端部检测器31b具有辅助照明部(光照射部)的情况下,也可以是,偏振滤光片37不配置于光检测部33而配置于辅助照明部与膜2之间。在该情况下,偏振滤光片37也与膜2以正交尼科耳状态配置。
[0123]
图3~图5所示的算出部40以有线或无线的方式与多个宽度测定器30(在上游部位及下游部位配置的宽度测定器30)连接,并基于从多个宽度测定器30取得的测定结果来算出上述内缩率。
[0124]
具体而言,算出部40基于多个宽度测定器30的测定结果来判定各宽度测定器30的配置部位的膜2的端部2a及端部2b。端部2a及端部2b能够通过作为宽度测定器30的测定结果的亮度数据中的变化来判定。
[0125]
例如,如图4所示,在由包括端部检测器31a的宽度测定器30来测定在输送辊r上配置有膜2的膜2的宽度的情况下,光检测部33检测来自膜2的反射光和来自输送辊r的反射光的亮度。来自膜2的反射光的亮度与来自输送辊r的反射光的亮度产生差,因此,算出部40将产生有该差的部位判定为膜2的端部2a、2b即可。
[0126]
例如,如图5所示,在由包括端部检测器31b的宽度测定器30测定膜2的宽度的情况下,偏振滤光片37与膜2为正交尼科耳状态,因此来自膜2的光实质上被隔断,另一方面,检测来自膜2以外的光。因此,在通过由光检测部36检测出的亮度数据而形成的像中,在膜2和除了膜2以外的部位产生亮度差(膜2侧昏暗而膜2以外处明亮),因此算出部40将产生有该差的部位判定为膜2的端部2a、2b即可。
[0127]
当确定出膜2的端部2a、2b时,算出部40例如根据端部检测器31a(或端部检测器31b)的配置位置与检测出的亮度数据中的端部2a、2b的位置之间的关系来算出膜2的宽度。在能够根据由端部检测器31a(或端部检测器31b)得到的亮度数据而确定例如输送辊r的端部的情况下,根据亮度数据中的输送辊r的端部与膜2的端部2a、2b的位置之间的关系及实际的输送辊r的端部的位置来算出膜2的宽度。
[0128]
接着,算出部40使用基于从多个测定点20中预先选择出的分别配置于上游部位及下游部位的两个宽度测定器30(上游侧宽度测定器30u
p
及下游侧宽度测定器30
down
)的测定结果而算出的膜2的宽度,来算出内缩率。上游部位及下游部位的例子如前述那样。
[0129]
在上述偏振膜4的制造方法及偏振膜4的制造装置10中,由在多个测定点20(多个部位)分别配置的宽度测定器30来测定膜2的宽度。由此,能够一边输送膜2,一边连续地测定膜2的宽度。而且,基于由多个测定点20连续地测定出的膜2的宽度中的在上游部位及下游部位在相同时机测定出的膜2的宽度的测定结果,来算出内缩率。因此,在膜2的输送中能够实时地得到膜2的内缩率。即,能够效率良好地测定内缩率。换言之,能够实时地监视内缩率。
[0130]
内缩率表示膜2的宽度的变化率。因而,在例如进行了宽度测定的部位中,当超过了预先通过实验或模拟等得到的内缩率的允许范围(内缩率的管理宽度)时,有时在例如后续工序中膜2断裂,或膜2的厚度偏离期望的厚度(设计上的厚度),或制造出作为期望的光学特性、条纹、不均等外观差的不合格品的膜。
[0131]
因此,在能够实时地监视内缩率的上述偏振膜(光学膜)4的制造方法及偏振膜4的制造装置10中,在内缩率超过允许范围的情况下,例如能够中断偏振膜4的制造。在中断了制造的情况下,进行偏振膜4的制造条件的调整(例如处理液的调整、拉伸处理条件的调整等)以使内缩率处于允许范围即可。另外,例如也能够一边进行调整以使内缩率处于允许范围一边继续制造。由此,能够防止前述的在后续工序中的膜2的断裂,或抑制成为上述不合格品的偏振膜4的制造。因此,能够在稳定的工序中制造偏振膜4。而且,能够均匀地制造品质稳定的偏振膜4。而且,另外,能够降低偏振膜4的材料成本。而且,能够高效地制造合格品的偏振膜(光学膜)4,因此偏振膜4的制造成品率提高。
[0132]
膜2的宽度由于对膜2实施n个处理中的至少一个处理,从而容易变化。因此,在如前述那样上游部位为n个处理中的规定处理之前、且下游部位为规定处理之后的情况下,容易监视带来偏振膜4的制造中的不良情况(例如,在后续工序中的膜2的断裂、膜2从期望的厚度偏离等)的内缩率。
[0133]
基于同样的理由,在前述的配置例1~4的情况下,也容易监视带来偏振膜4的制造中的不良情况的内缩率。例如,能够确定在配置状态中某处理之前或者之后的状态的变化、起因于该处理的状态的变化、或者在该处理的途中的状态的变化正影响着内缩率。因此,在内缩率超出允许范围的情况下,容易进行制造条件的调整。
[0134]
其结果是,能够进一步降低偏振膜4的材料成本,并且能够进一步提高偏振膜4的制造成品率。另外,能够在更稳定的工序中均匀地制造品质更加稳定的偏振膜4。
[0135]
在测定点201处测定膜2的宽度的情况(实施n个处理之前)下,在膜2上未产生例如直线偏振特性。因此,膜2通常是不具有吸收轴的透明膜。在该情况下,使用具有图4所示的端部检测器31a的宽度测定器30来检测输送辊r上的膜2的端部2a、2b,由此能够可靠地检测膜2的端部2a、2b。其结果是,能够更加准确地测定膜2的宽度。在此,将测定点201的情况例示而进行了说明,但测定点202、203也同样地能够使用具有图4所示的端部检测器31a的宽度测定器30来可靠地检测膜2的端部2a、2b。
[0136]
当对膜2实施染色处理及拉伸处理时,对膜2赋予直线偏振特性。在输送膜2的情况下,沿着膜2的输送方向对膜2赋予张力。因此,在一边输送膜2一边在溶胀处理、染色处理、交联处理及干燥处理的任一个中缓缓地实施拉伸处理的情况下,对染色处理后的膜2缓缓地赋予直线偏振特性。而且,如图1所示,干燥处理通常在n个处理的最后实施。因此,在实施染色处理及拉伸处理之后测定膜2的宽度的情况下,使用具有图5所示的端部检测器31b的宽度测定器30,由此能够可靠地检测膜2的宽度。其结果是,能够更准确地测定膜2的宽度。
[0137]
如图4及图5所示,在宽度测定器30具有壳体34、35的形态下,能够防止光照射部32及光检测部33、36的由碘引起的腐蚀。在偏振膜4的制造中使用包含碘的处理液,因此在制造环境中存在碘,例如使光检测部33、36等腐蚀。与此相对,通过如图4及图5所示将光照射部32及光检测部33、36配置于壳体34、35内,能够防止上述由碘引起的腐蚀。优选的是,壳体34、35内事先供给空气等而正压化。
[0138]
连同以上说明的实施方式一起说明了各种变形例。然而,本发明并不限定于上述实施方式及各种变形例而由技术方案示出,意在与技术方案同等的含义、以及包含范围内的全部变更。
[0139]
例示了制造偏振膜作为光学膜的情况。然而,本发明能够适用于在从膜制造光学膜的过程中需要内缩率的监视的光学膜的制造方法及制造装置。光学膜的其他例子包括保护膜、相位差膜、表面处理膜、防反射膜及扩散膜。
[0140]
具有图5所示的端部检测器31b的宽度测定器在n个处理包括染色处理及拉伸处理的情况下,能够适合地适用于上游部位为测定实施了染色处理及拉伸处理的膜的宽度的部位的情况。这是由于在该情况下,在上游部位处测定膜的宽度时,存在膜产生有直线偏振特性的倾向。在一边输送膜一边实施n个处理的情况下,如前述那样,对膜缓缓地实施拉伸处理。因而,具有端部检测器31b的宽度测定器也能够适合地适用于上游部位为测定实施了染色处理的膜的宽度的部位的情况。
[0141]
膜2的宽度的测定方法不特别限定于所例示出的方法。例如,也可以通过激光式位移计、led式位移计等测定机器来测定宽度。也可以通过相机等拍摄膜2整体,并通过所得到的图像算出宽度。如图3所示那样,在取得膜2的端部2a、2b的位置的方法中,在膜2的端部2a、2b分别配置测定端部2a、2b的位置的装置即可,因此在设置空间、机器管理(保养检查
等)的观点上优选。
[0142]
拉伸处理部中的拉伸处理不限于湿式的拉伸方法,也可以采用干式的拉伸方法。在上述的实施方式中,为了制造偏振膜而例示出的处理的顺序也可以在不脱离本发明的主旨的范围内适当变更或组合。各处理部具有的处理槽的数量可以是一个,也可以是多个。n个处理不限定于例示出的处理的数量。
[0143]
膜的宽度的变化率(内缩率)的定义表示出上游部位及下游部位之间的膜的宽度的变化率即可,不限定于所例示的定义。
[0144]
上述实施方式及各种变形例也可以在不脱离本发明的主旨的范围内适当组合。
[0145]
附图标记说明:
[0146]2…
膜;4
…
偏振膜(光学膜);10
…
制造装置;11
…
夹持辊(输送机构);12
…
引导辊(输送机构);20
…
测定点(多个部位);30
…
宽度测定器;30
up
…
上游侧宽度测定器;30
down
…
下游侧宽度测定器;32
…
光照射部;33
…
光检测部(摄像部);36
…
光检测部(摄像部)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1