一种405nmDLP打印不同层间颜色的工艺的制作方法
一种405nmdlp打印不同层间颜色的工艺
技术领域
[0001]
本发明涉及一种405nmdlp打印不同层间颜色的工艺,属于3d打印技术领域。
背景技术:
[0002]
3d打印又称增材制造,是以数字模型为基础,将材料逐层堆积制造出实体物品的新型制造技术。3d打印设备可以对产品进行个性化、定制化的特殊结构进行加工。
[0003]
3d打印光固化成型技术,打印精度更高,打印时间更短,因此3d打印光固化成型技术发展迅速。dlp(digital light processing,数字光处理)快速成型技术原理是利用切片软件将物体的三维模型切成薄片,将三维物体转化到二维层面上,然后利用数字光源照射使光敏树脂一层一层的固化,最后层层叠加得到实体材料。
[0004]
dlp面成型3d打印机使用的原材料是液态光敏树脂,液态光敏树脂在波长为405nm的光照下固化。液态光敏树脂的成分(包括预聚物、活性稀释剂、光引发剂、颜料、阻聚剂等)和打印工艺共同影响dlp打印产品的性能。
[0005]
目前dlp打印只能打印单一颜色的产品,而且产品的性能也是不能变化的,这就限制了dlp打印设备的应用和推广。当人们对产品要求底部颜色(或性能)和其它部位颜色(或性能)不一样时,特别是在医用牙科领域,要求产品底部与牙根接触的部分材质硬度低柔软一些,牙尖部硬度大一些,dlp打印机无法做到,不能满足人们对不同部位有不同颜色、性能等个性化要求的需要,限制了dlp打印机的应用。
技术实现要素:
[0006]
为解决现有技术存在的技术问题,本发明提供了一种操作简单,使用方便,能够根据需要打印不同的颜色,满足个性化需求的405nmdlp打印不同层间颜色的工艺。
[0007]
为实现上述目的,本发明所采用的技术方案为一种405nmdlp打印不同层间颜色的工艺,按照以下步骤进行操作,
[0008]
a、利用作图软件创建产品模型,并生成.stl数据模型文件;
[0009]
b、将.stl数据模型文件导入dolphin studio切片软件,根据设定的每层厚度,对数据模型进行切片处理,并生成.3dp的打印轨迹文件;
[0010]
c、将.3dp的打印轨迹文件导入dlp打印机,并向dlp打印机的树脂槽内添加光敏树脂,设置打印参数,开始打印;在打印过程中,通过颜料添加混合搅拌装置间歇性的定量添加不同颜料,并搅拌均匀,调整光敏树脂的颜色至设定颜色,然后继续打印;最后打印出不同层间颜色的产品;
[0011]
d、最后将不同层间颜色的产品用无水乙醇浸泡1分钟,清洗2次,然后再在日光下光照再固化1天,得到目标产品。
[0012]
优选的,所述步骤b中每层切片的厚度为25μm、50μm、75μm或100μm。
[0013]
优选的,所述步骤c中颜料添加混合搅拌装置主要由安装在dlp打印机打印腔体内壁上的多个颜料槽及安装在dlp打印机打印腔体顶部的搅拌机构构成,所述颜料槽内安装
有定量泵,所述定量泵的出口安装有出液管,所述出液管与树脂槽相连通,所述搅拌机构用于对添加颜料后的树脂进行搅拌,所述搅拌机构和定量泵分别与dlp打印机控制系统连接控制。
[0014]
优选的,所述搅拌机构主要由固定在dlp打印机打印腔体顶部的滑轨及安装在滑轨上的滑块构成,所述滑块的底部安装有l型固定架,所述l型固定架和滑块之间转动安装有驱动丝杆,所述驱动丝杆与升降电机相连接,所述l型固定架和滑块之间还固定有导向杆,所述驱动丝杆上安装有升降丝母,所述升降丝母的一侧通过导向套滑动安装在导向杆上,另一侧通过固定有固定板,所述固定板上竖直固定有连接杆,所述连接杆的底部固定有齿轮箱,所述齿轮箱的输出端水平安装有搅拌轴,所述搅拌轴上安装有多个搅拌杆,所述齿轮箱的输入端安装有搅拌电机。
[0015]
优选的,所述滑轨为t型滑轨,所述滑块为挂在t型滑轨的槽型结构,所述滑轨的底部安装有齿条,所述槽型结构的一侧安装有移动电机,所述移动电机的输出轴上安装有转动齿轮,所述转动齿轮与齿条相啮合,所述驱动丝杆延伸至槽型结构内,且端部安装有第一锥齿轮,所述槽型结构的另一侧安装升降电机,所述升降电机的输出轴上安装有第二锥齿轮,所述第一锥齿轮、第二锥齿轮相啮合。
[0016]
优选的,所述齿轮箱包括箱体及安装有在箱体两侧的密封板,所述箱体内安装有支撑座,所述搅拌轴安装在支撑座上,且端部安装有第三锥齿轮,所述箱体的顶部固定有搅拌电机,所述搅拌电机的输出轴延伸至箱体内,且端部安装有第四锥齿轮,所述第三锥齿轮、第四锥齿轮相啮合。
[0017]
与现有技术相比,本发明具有以下技术效果:本发明操作简单,使用方便,采用通过改变现有的3d打印工艺,在打印过程中加入不同的颜料,调整光引发剂的固化颜色,产品由单一色变成的多种颜色,提高的产品的美学价值,满足不同的使用需求;同时颜料调节过程中采用全自动控制,通过定量泵定量添加,通过能自由升降的搅拌机构进行搅拌,无需人工管理,操作更加便捷,颜料混合也更加均匀。
附图说明
[0018]
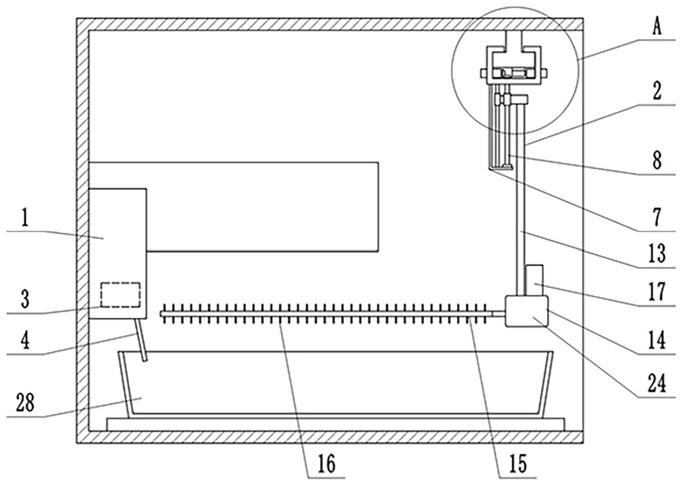
图1为本发明的结构示意图。
[0019]
图2为本发明中齿轮箱的结构示意图。
[0020]
图3为图1中a处的局部放大图。
具体实施方式
[0021]
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0022]
一种405nmdlp打印不同层间颜色的工艺,按照以下步骤进行操作,
[0023]
a、利用作图软件创建产品模型,并生成.stl数据模型文件;
[0024]
b、将.stl数据模型文件导入dolphin studio切片软件,根据设定的每层厚度,对数据模型进行切片处理,并生成.3dp的打印轨迹文件;
[0025]
c、将.3dp的打印轨迹文件导入dlp打印机,并向dlp打印机的树脂槽内添加光敏树
脂,设置打印参数,开始打印;在打印过程中,通过颜料添加混合搅拌装置间歇性的定量添加不同颜料,并搅拌均匀,调整光敏树脂的颜色至设定颜色,然后继续打印;最后打印出不同层间颜色的产品;
[0026]
d、最后将不同层间颜色的产品用无水乙醇浸泡1分钟,清洗2次,然后再在日光下光照再固化1天,得到目标产品。
[0027]
本发明中作图软件为ug、solidworks或proe等,通过作图软件生成.stl数据模型文件。然后再利用dolphin studio切片软件进行切片处理,每层切片的厚度为25μm、50μm、75μm或100μm,最好为50μm。然后将生成的.3dp的打印轨迹文件导入dlp打印机,在液槽中加入光敏树脂,导入.3dp格式打印文件,设置打印工艺参数为首层曝光时间46秒,基础曝光时间10.5秒,轮廓曝光时间1秒,首层提升距离6mm,首层呼吸时间1秒,首层沉淀时间1秒,打印层提升距离5mm,打印层呼吸时间1秒,打印层沉淀时间1秒,按照工艺要求开始打印。在打印过程中由dlp打印机控制系统自动控制颜料添加混合搅拌装置添加指定颜料,并混合搅拌均匀,然后在继续打印。颜料添加的次数可以根据产品的颜色进行任意调整。
[0028]
如图1至图3所示,颜料添加混合搅拌装置主要由安装在dlp打印机打印腔体内壁上的多个颜料槽1及安装在dlp打印机打印腔体顶部的搅拌机构2构成,颜料槽1内安装有定量泵3,定量泵3的出口安装有出液管4,出液管4与树脂槽28相连通,搅拌机构2用于对添加颜料后的树脂进行搅拌,搅拌机构2和定量泵3分别与dlp打印机控制系统连接控制。搅拌机构2主要由固定在dlp打印机打印腔体顶部的滑轨5及安装在滑轨上的滑块6构成,滑块6的底部安装有l型固定架7,l型固定架7和滑块6之间转动安装有驱动丝杆8,驱动丝杆8与升降电机9相连接,l型固定架7和滑块6之间还固定有导向杆10,驱动丝杆8上安装有升降丝母11,升降丝母11的一侧通过导向套29滑动安装在导向杆10上,另一侧通过固定有固定板12,固定板12上竖直固定有连接杆13,连接杆13的底部固定有齿轮箱14,齿轮箱14的输出端水平安装有搅拌轴15,搅拌轴15上安装有多个搅拌杆16,齿轮箱14的输入端安装有搅拌电机17。
[0029]
本发明中在需要添加颜料时,dlp打印机控制系统自动将打印工作台升起,并控制定量泵相树脂槽内添加指定颜色,同时,在添加过程中,升降电机9控制驱动丝杆转动,使连接杆13带动搅拌轴15沿导向杆10向下移动,直至搅拌轴15浸入树脂槽的树脂内,然后搅拌电机转动,开始搅拌。搅拌过程中滑块沿滑轨往复移动,直至搅拌均匀后自动复位,然后,dlp打印机控制系统控制打印工作台下降继续打印,如此往复直至打印指定颜色的产品。
[0030]
其中,滑轨5为t型滑轨,滑块6为挂在t型滑轨的槽型结构,滑轨5的底部安装有齿条18,槽型结构的一侧安装有移动电机19,移动电机19的输出轴上安装有转动齿轮20,转动齿轮20与齿条18相啮合,驱动丝杆8延伸至槽型结构内,且端部安装有第一锥齿轮21,槽型结构的另一侧安装升降电机9,升降电机9的输出轴上安装有第二锥齿轮22,第一锥齿轮21、第二锥齿轮22相啮合。滑轨和滑槽采用这样的布置结构,能够使结构更加紧凑,也便于移动电机19和升降电机9的布置,占用空间更小。
[0031]
如图2所示,齿轮箱14包括箱体23及安装有在箱体两侧的密封板24,箱体23内安装有支撑座25,搅拌轴15安装在支撑座25上,且端部安装有第三锥齿轮26,箱体23的顶部固定有搅拌电机17,搅拌电机17的输出轴延伸至箱体23内,且端部安装有第四锥齿轮27,第三锥齿轮26、第四锥齿轮27相啮合。搅拌轴与连接杆13垂直设置,使搅拌轴能够完全浸入树脂
内,便于搅拌,同时齿轮箱能够对搅拌轴进行安装固定,保证结构可靠、稳固;利用第三锥齿轮26、第四锥齿轮27进行传动,占用空间小,便于布置。
[0032]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包在本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1