长时防热复合材料及制备方法和应用与流程
1.本发明涉及复合材料技术领域,具体涉及一种长时防热复合材料及制备方法和应用。
背景技术:
2.本发明对于背景技术的描述属于与本发明相关的相关技术,仅仅是用于说明和便于理解本发明的
技术实现要素:
,不应理解为申请人明确认为或推定申请人认为是本发明在首次提出申请的申请日的现有技术。
3.在航空航天中的应用,航天飞行器在飞行时要以很高的速度通过大气层,在此过程中会产生巨大的热能,其飞行器表面热防护材料的作用就是尽量减少进入飞行器内部的热能,使飞行器内部部件在合理的温度范围内正常工作。作为一种好的隔热材料的另一必要条件是材料中应该没有空气的流动,因为空气流动会导致热以对流的形式散失。纤维有很大的特殊的表面积,其表面摩擦力可以相当大地阻碍空气流动。影响材料隔热性能的因素是纺织品内部的组织结构,内部的组织结构影响材料隔热性能的因素是纺织品内部的组织结构。
4.三维中空织物可以采用玻璃纤维、碳纤维、芳纶纤维等多种高性能连续纤维进行织造,夹芯结构的基础是构成表层的经、纬纱和连接两个表层并形成芯部z向纤维,中空织物的织造高度范围为2-50mm,空间形态可以根据复合材料的使用要求任意设计为“8”、“口”,“v”字形等。它具有良好的抗冲击性,广泛运用于轨道交通、船艇、航空、航天、风能、建筑、双层储罐等。
发明内容
5.本发明实施例的目的是提供一种长时防热复合材料及制备方法和应用。本发明方法制备的长时防热材料的结构可控,能够根据不同的使用环境设计不同厚度的隔热层和不同种类的耐烧蚀复合材料防热层。
6.本发明实施例的目的是通过如下技术方案实现的:
7.一种长时防热复合材料的制备方法,包括如下步骤:
8.制备中空隔热层,在所述的中空隔热层表面铺放耐烧蚀预浸料,真空封装固化得到所述的长时防热复合材料。
9.进一步的,所述的中空隔热层由在三维中空织物上注入高温树脂得到。
10.进一步的,所述的三维中空织物为耐高温纤维通过特殊编织方式组成的空心织物。
11.进一步的,所述的耐高温纤维为玻璃纤维、碳纤维、石英纤维。
12.进一步的,三维中空织物高度2-50mm,面层厚度0.2-10mm,芯层厚度2-50mm,重量500-2000g/
㎡
13.进一步的,所述的高温树脂为酚醛树脂、苯并噁嗪树脂、聚酰亚胺树脂。
14.第二方面,一种长时防热复合材料,长时防热复合材料由上述的制备方法制备而得。
15.第三方面,一种长时防热复合材料的应用,将上述的长时防热复合材料应用到航天飞行器表面热防护中。
16.本发明实施例具有如下有益效果:
17.与现有防热材料相比,该方法制备的长时防热材料的结构可控,能够根据不同的使用环境设计不同厚度的隔热层和不同种类的耐烧蚀复合材料防热层;
18.采用的中空织物纤维体积含量低,其中存在较多的空隙,可以更有效的隔绝热量;
19.中空隔热层和表面烧蚀层可以采用同种树脂,有效提升两者之间的节目匹配性能。
具体实施方式
20.下面结合实施例对本技术进行进一步的介绍。
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。不同实施例之间可以替换或者合并组合,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些实施例获得其他的实施方式。
22.本发明描述了一种新型的长时防热复合材料,该材料利用三维中空织物作为隔热层,耐烧蚀复合材料作为表面层。该材料能够在高温环境下长时间隔绝热量向内部传递,导热系数可以达到目前气凝胶材料的水平。该材料主要利用中空织物中的空心结构进行热量隔绝,利用表面的耐烧蚀复合材料抗冲刷抗氧化作用,提升材料的防热性能。
23.一种长时防热复合材料的制备方法,包括如下步骤:
24.制备中空隔热层,在所述的中空隔热层表面铺放耐烧蚀预浸料,真空封装固化得到所述的长时防热复合材料。
25.在本发明的一些实施例中,所述的中空隔热层由在三维中空织物上注入高温树脂得到。
26.在本发明的一些实施例中,所述的三维中空织物为耐高温纤维通过特殊编织方式组成的空心织物。
27.在本发明的一些实施例中,所述的耐高温纤维为玻璃纤维、碳纤维、石英纤维。
28.在本发明的一些实施例中,三维中空织物高度2-50mm,面层厚度0.2-10mm,芯层厚度2-50mm,重量500-2000g/
㎡
29.在本发明的一些实施例中,所述的高温树脂为酚醛树脂、苯并噁嗪树脂、聚酰亚胺树脂。
30.一种长时防热复合材料,长时防热复合材料由上述的制备方法制备而得。
31.一种长时防热复合材料的应用,将上述的长时防热复合材料应用到航天飞行器表面热防护中。
32.与现有防热材料相比,该方法制备的长时防热材料的结构可控,能够根据不同的使用环境设计不同厚度的隔热层和不同种类的耐烧蚀复合材料防热层;
33.采用的中空织物纤维体积含量低,其中存在较多的空隙,可以更有效的隔绝热量;
34.中空隔热层和表面烧蚀层可以采用同种树脂,有效提升两者之间的节目匹配性能。
35.所述的三维中空织物为玻璃纤维、碳纤维、石英纤维等耐高温纤维通过特殊编织方式组成的空心织物。中空织物是一种新型结构织物,由上下面层和将其连成一体的芯层整体机织而成的新型织物。中空织物高度2-50mm,面层厚度0.2-10mm,芯层厚度2-50mm,重量500-2000g/
㎡
。
36.将中空织物加入到合适的模具中,注入酚醛树脂、苯并噁嗪树脂、聚酰亚胺树脂等高温树脂,在合适的温度下固化,形成具有一定压缩强度的中空隔热层。
37.将中空隔热层的表面打磨粗糙后,在其表面铺放耐烧蚀预浸料,该预浸料含耐高温树脂和耐高温纤维组成。耐高温树脂包含酚醛树脂、苯并噁嗪树脂、聚酰亚胺树脂等高温树脂;耐高温纤维包含石英纤维、玻璃纤维、碳纤维或者这些纤维编织成的织物。
38.将耐烧蚀预浸料铺放到一定层数后,进行真空袋封装固化,固化温度根据耐高温树脂的特性进行选择。
39.实施例1:
40.将石英纤维织成30mm,上下面层厚度为3mm,堆积密度为800g/m2的中空织物,将中空织物浸渍耐高温酚醛树脂后,在160℃下固化4小时形成中空隔热层。固化后将隔热层表面打磨,在表面铺放石英纤维-酚醛树脂预浸料,铺放到20层后,用真空袋封装利用热压罐在160℃下固化4小时,形成长时防热材料。
41.实施例2:
42.将石英纤维织成20mm,上下面层厚度为3mm,堆积密度为1200g/m2的中空织物,将中空织物浸渍耐高温酚醛树脂后,在160℃下固化4小时形成中空隔热层。固化后将隔热层表面打磨,在表面铺放石英纤维-酚醛树脂预浸料,铺放到20层后,用真空袋封装利用热压罐在160℃下固化4小时,形成长时防热材料。
43.实施例3:
44.将石英纤维织成30mm,上下面层厚度为3mm,堆积密度为800g/m2的中空织物,将中空织物浸渍耐高温苯并噁嗪后,在180℃下固化4小时形成中空隔热层。固化后将隔热层表面打磨,在表面铺放石英纤维-苯并噁嗪预浸料,铺放到20层后,用真空袋封装利用热压罐在180℃下固化4小时,形成长时防热材料。
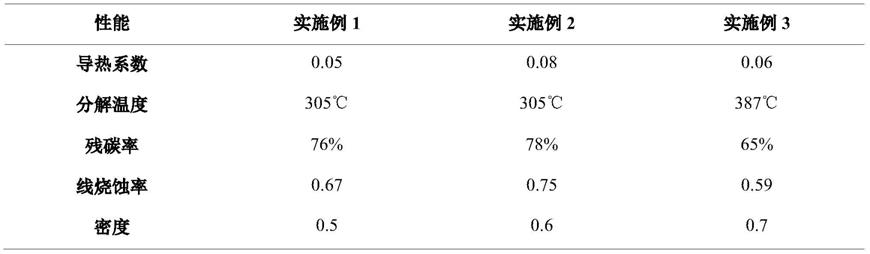
45.性能参数如表1所示:
46.表1
[0047][0048]
应当说明的是,上述实施例均可根据需要自由组合。以上介绍仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和
变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1