一种基于投影三维重建的快速增材制造系统
1.本发明涉及增材制造领域,尤其涉及一种基于投影三维重建的快速增材制造系统。
背景技术:
2.传统的基于光学成型的增材制造技术主要分为立体光固化成型(sla)、投影光固化(psl)以及双光子聚合(2pp)。这些技术都是采用分层制造并逐层累加的原理。为了实现较高的分辨率必须减小层厚,增大分层数量,因此将导致模型的加工时间过长,从而难以实现对尺寸较大、几何复杂度较高的物体的快速制造;近年来出现的计算轴向光刻(cal)技术采用沿水平方向进行投影叠加进行三维重建的方法实现增材制造,但是由于光敏材料对感光波长存在一定的吸收,使得大体积曝光时由于光线无法穿透中心区域而无法满足充分曝光,因此这种方案只能实现对小尺寸物体的增材制造。
技术实现要素:
3.本发明目的在于针对现有技术的不足,提出一种基于投影三维重建的快速增材制造系统,实现对较大尺寸物体的快速制造;使用光敏树脂为原材料的光学成型是增材制造领域中一个重要的技术手段,这种制造方式首先导入计算机三维模型数据,对三维模型进行切片处理。以激光器或投影机作为光源照射光敏树脂,使液态的树脂按照所需的形状固化成型,如此依次加工每层切片并累加得到三维物体。
4.本发明的目的是通过以下技术方案来实现的:一种基于投影三维重建的大尺寸快速增材制造系统,由以下部分构成:
5.双光束投影系统,包括发射两种不同波长光的单色光源、两个与之对应的空间光调制器件以及一个投影镜头和合色器件;
6.旋转平台,用于转折光路,控制投影的位置和方向;
7.升降平台,可以沿竖直方向进行升降,用于大物体的分段制造;
8.树脂槽,盛装光敏树脂的容器,增材制造的主要成型区;
9.控制系统,用于对增材制造系统的加工流程进行控制;
10.正负光敏树脂,包含分别对两种波长的光进行响应的光敏成分,两种响应波长与双光束投影机的出射波长相对应,通过调节两种波长光的强度分别实现光敏树脂的固化激发和固化抑制。
11.进一步地,所述的双光束投影系统采用两块dmd或lcd作为图像显示的核心元件,使用两种不同波长的led或激光器作为光源。两束光经过两块空间光调制器的调制后由合色器件合并两幅图像,再经投影镜头出射,从而投影出一幅由两个大小相同,波长不等的两幅图像合并后的图像。
12.进一步地,所述的旋转平台内部装有光路转折系统,投射光束由入口射入,经过平台内部的光路转折后由出口射出;旋转平台由电机带动可绕一固定中轴线做圆周运动,出
射光束随着平台的转动完成对制造区域的扫描投影,光束通过360
°
的扫描在空间形成曝光区域。
13.进一步地,所述的光路转折系统包含反射镜或光栅元件或者二者的组合,使双光束投影系统的出射光线以一定的倾斜角投射到树脂槽内,光束的出射倾角根据实际制造的物体尺寸大小进行调节,可调节范围在10
°
~80
°
之间。
14.进一步地,所述的升降台由步进电机带动,通过步进电机的控制实现平台的上升和下降。升降台的表面为水平面,用于所述的正负光敏树脂的固化成型。
15.进一步地,所述的树脂槽为容器,其底面为透明玻璃窗,投影光线透过树脂槽底部投射到树脂内,树脂槽的四个垂直面不透光避免杂散光的干扰,制造成型区位于树脂槽内部。
16.进一步地,所述的制造成型区为所有位置的投影光束在树脂槽内部相交所形成区域的一个曝光区域,成型区的大小根据需要制造的模型的尺寸大小进行调整,成型区的最大层厚根据正负光敏树脂的光谱穿透深度计算得到。最大层厚限制了一次360
°
曝光可以制造的物体的纵向尺寸,对于不能一次完成的具有较大纵向尺寸的物体需要将其沿竖直方向进行划分,进行多次曝光制造并利用升降台进行叠加。
17.进一步地,所述的控制系统控制投影系统输出的图像随投影位置的改变同步刷新,保证在特定的投影位置出射对应的投影图像。由于光路转折系统的附加转像作用,经过转折后的出射画幅会绕中心匀速转动,因此通过控制系统使投影系统输入的图像绕画幅中心匀速旋转,转动速度与出射图像的转速相同,旋转方向与出射图像的旋转方向相反,从而保证由光束出口投射到树脂槽内的图像不会发生转动。
18.进一步地,所述的正负光敏树脂包含光引发剂和光阻聚剂两种光敏成分,光引发剂对双光束投影系统的第一种波长的光敏感,对第二种波长的光不敏感,光阻聚剂对双光束投影系统的第二种波长的光敏感,对第一种波长的光不敏感,这两种敏感波长与双光束投影系统的两种波长分别对应相等。光引发剂在一种波长光的作用下激发光敏树脂发生光致聚合反应,光阻聚剂在另一波长光的作用下抑制所述的光致聚合反应。
19.进一步地,该系统中投影三维重建的投影图像计算方法,具体如下:对待制造的计算机三维模型进行离散化计算获得模型的三维空间强度分布,通过三维radon变换计算出空间中0~360
°
的各个投影位置的二维投影图像。为了避免直接投影重建可能造成的曝光量分布模糊现象,需要对所述的投影图像进行滤波处理,滤波后的图像会包含负像素值。因此,将每一幅图像拆分成只有正像素的正图像和只有负像素的负图像,分别由正负光敏树脂的引发波长和抑制波长的光投射出,从而在树脂内部获得精确的空间曝光量分布。
20.本发明的有益效果:本发明摒弃了传统增材制造的分层制造,逐层叠加的思想,使用360
°
曝光进行三维投影重建可以实现直接的立体加工制造,使得增材制造的加工时间由原来的数小时到几天缩短为1小时之内,极大地加快了增材制造的流程;同时通过分块制造叠加的思想,使得在不明显增加制造时间的同时实现对较大尺寸物体的制造。
附图说明
21.图1为基于平行光束投影重建的系统曝光模式示意图;
22.图2为一种基于平行光束投影重建的系统实现装置示意图;
23.图3为基于锥形光束投影重建的系统曝光模式示意图;
24.图4为一种基于锥形光束投影重建的系统实现装置示意图;
25.图5为一个或多个全息元件、光栅元件或棱镜转折元件构成的光路转折光学系统示意图;
26.图6为系统成型区示意图;
27.图7为投影系统的结构示意图。
具体实施方式
28.以下结合附图对本发明具体实施方式作进一步详细说明。
29.下面对本发明系统的详细结构和功能进行介绍。
30.使用平行光束投影重建的系统曝光模式参见图1。
31.在该方案中,投影位置在水平面内旋转,在旋转过程中投影光束始终沿着与系统中轴线成α角的方向,各个位置的投影光束在空间相交形成曝光区。
32.选择合适的位置使曝光区位于树脂槽2内部,调整升降台1的高度,使升降台1的下表面与光敏树脂3的液面相切,经过全方位曝光后在曝光区内部形成固化层,附着在升降台下方。
33.树脂槽2的下表面为透明玻璃窗4,可以透过投影光线。玻璃窗的厚度很小从而可以忽略投影光透过时的折射效应。
34.图2为一种使用平面反射镜实现平行光束投影重建的装置结构图。其中第二反射镜6与竖直方向成45
°
夹角,第一反射镜5与竖直方向的夹角为(45
°‑
α/2),第一反射镜5、第二反射镜6相对位置固定,并可绕系统中轴线做匀速圆周运动。
35.由于第二反射镜6的转动,导致经第一反射镜5出射的投影画幅以同样的角速度绕画幅中心匀速转动。对输入到投影机的图像进行调整使其以出射画幅旋转的反方向并以相同的角速度匀速转动,可以保持最终输出的图像效果保持正立。
36.透镜组7的焦点与投影镜头的光心位置重合,将投影主光线调整为平行光束。
37.整个系统由pc机8上的处理系统和控制系统进行控制。
38.对于使用锥形光束投影重建的系统,其曝光模式参见图3。
39.在该方案中,使用锥形投影光束替代第一种方案中的平行光束,锥形光束的光轴与竖直方向成固定的α角,光束的中心点在水平面内旋转。在实际装置中,该中心点对应投影镜头的光心且为虚拟位置点。
40.图4为一种使用平面反射镜实现锥形光束投影重建的装置结构图。该方案无需使用透镜,第三反射镜10和第四反射镜11的方位角相对于第一种方案有所不同,第三反射镜10与竖直方向平行,第四反射镜11与竖直方向成α/2夹角,装置的其余结构保持不变。该系统的输入图像仍然需要进行同上述方案相同的旋转。
41.除此之外,也可以使用如图5所示的光路方案。图5所示的系统使用了由全息光学元件、光栅光学元件或者两种元件与其他几何光学系统的组合构成的光路转折装置12,这种装置将起到与平面反射镜相同的光路转折作用。
42.上述三种示例方案均采用投影光束自下而上的曝光方案。实际曝光方案不限于以上三种,也可以采用诸如自上而下投影等形式。上述三种系统示例并不用于限制本发明。
43.图6为成型区示意图。在所有位置投影光束相交的曝光区内部选取一个圆柱形的成型区13,适当选取成型区的半径和高度保证该层需要固化的模型部分全部位于成型区内,同时保证成型区的尺寸小于光敏树脂的穿透深度。
44.当投影画幅高度为l,投影画幅的宽高比为16:9时,使用平行光束投影重建的成型区的高度和半径的关系满足
45.对于使用锥形光束的系统,设光束中心的旋转半径为d,在距离光束中心垂直高度为h的任意水平面上成型区的半径由下式确定r=min{hcot(α
‑
θ)
‑
d,d
‑
hcot(α+θ),0.89hcscαtanθ}。
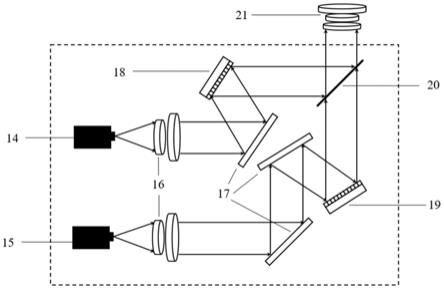
46.图7为双光束投影系统的内部结构示意图。
47.投影系统的内部为两个不同波长对应的光路。第一led光源或激光器14和第二led光源或激光器15,其中心波长分别为λ1和λ2;16为准直和扩束系统,17为反射镜,起光路转折作用;18和19为两束光对应的dmd,dmd的成像光线经过合色镜20进行合色后进入投影镜头21。
48.下面针对本发明原理和结构对增材制造三维模型的详细流程进行介绍。
49.处理系统接收一个计算机三维模型作为输入,针对两种不同的方案计算三维模型沿各个角度的投影图像。例如,可以选取相邻两个投影位置的间隔角为0.6
°
,则处理系统将会计算生成600幅投影图像,每幅图像对应一个相应的投影位置。
50.投影图的计算使用三维重建算法和迭代优化算法,通过计算机模拟三维空间的曝光量分布对投影图像进行优化,确保模型所在的区域的光敏树脂聚合率高于固化阈值,背景区域的聚合率低于固化阈值。
51.处理系统计算得到的投影图像为同时包含正像素和负像素的灰度图像,正负像素对光敏树脂的作用效果由正负光敏树脂和双光束投影系统实现。对于每一幅图像,将所有的正像素保持不变,负像素置零得到第一幅图像,由波长为λ1的投影光路实现;将正像素置零,负像素取相反数得到第二幅图像,由波长为λ2的投影光束实现。
52.第一幅图像将引发光敏树脂的聚合率增加,第二幅图像将降低光敏树脂的聚合率,通过种对聚合率的作用机制实现光敏树脂聚合率的稳定空间分布。
53.处理系统根据模型的尺寸大小对制造流程进行规划,对于小尺寸物体一次性成型;对于较大尺寸的物体则合理选择成型区的半径和高度,对模型沿竖直方向进行切分以进行分层叠加制造。
54.控制系统接收特定光敏树脂材料的聚合率固化阈值,针对该阈值和投影光的强度对曝光速度和圈数进行计算,以保证以一定的速度进行相应圈数的曝光后,可以使成型区内模型所在的区域聚合率超过阈值,背景区域聚合率低于阈值。
55.控制系统在装置启动前完成对投影图像的旋转操作。例如,当投影间隔角为0.6
°
时,各个位置的投影图像依次旋转0
°
、0.6
°
、1.2
°
、2.4
°…
359.4
°
。
56.启动制造装置后,旋转平台开始旋转,同时投影图像相应地进行同步刷新,旋转平台上及光路转折系统将各个位置的图像转折到其对应的投影位置进行光束输出。
57.对于需要进行分层制造的模型,在一层制造完毕后,系统控制升降台提升层厚对应的高度,然后暂停工作,等待补充光敏树脂后继续进行下一层的制造,直至完成对整个模
型的制造。上述实施例用来解释说明本发明,而不是对本发明进行限制,在本发明的精神和权利要求的保护范围内,对本发明作出的任何修改和改变,都落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1