一种新型防弹结构及制造工艺的制作方法
1.本发明涉及防弹防护制品技术领域,尤其是一种新型防弹结构及制造工艺。
背景技术:
2.传统的人体防护装备为硬质材料或半硬质材料组成,会限制人体的活动,舒适感比较差,而且无法进行全身防护。为了解决这个问题将剪切增稠液与高性能纤维织物复合制备出软体防护材料。复合材料的制备主要是通过剪切增稠液浸渍高性能织物。首先用乙醇将高浓度的剪切增稠液进行稀释,以保证对织物的均匀浸渍,稀释的溶液采用压轧的方式来浸渍织物,然后将织物放入烘箱,进行加热,使乙醇挥发,从而制备出剪切增稠液复合材料。防护机理主要为增加纱线的摩擦力;剪切增稠液吸能和耗能特性;更好的耦合作用,将力传递至更大的区域。
3.目前已有的一种复合材料及其制备方法,由面层、中层、底层组成,面层为轻质金属甲片或陶瓷基复合材料甲片,所述中层为柔性的高性能纤维织物层,所述织物包括芳纶或超高分子量聚乙烯纤维布,所述底层为剪切增稠液浸渍的高性能纤维织物。剪切增稠液虽然增加了纱线的摩擦力,但是并没有发挥出剪切增稠液的吸能和耗能的特性。
技术实现要素:
4.本申请人针对上述现有生产技术中的缺点,提供一种结构合理的新型防弹结构及制造工艺,从而充分发挥了剪切增稠液的吸能和耗能特性,达到轻便、易加工的目的。
5.本发明所采用的技术方案如下:
6.一种新型防弹结构,包括底座和上盖板,所述底座包括蜂窝腔体、填充于蜂窝腔体中的剪切增稠液;所述蜂窝腔体上铺设纤维布,纤维布上放置加固板,所述上盖板与加固板粘接固定。
7.一种制备新型防弹结构的制造工艺,包括如下步骤:
8.一、制备底座:通过3d打印机打印蜂窝腔体;向蜂窝腔体内填充剪切增稠液,在填充完增稠液后的蜂窝腔体上铺设纤维布,在纤维布上放置加固板;
9.二、制备上盖板:通过3d打印机打印上盖板;
10.三、粘接:将上盖板胶粘至加固板上,得到成品。
11.所述蜂窝腔体为尼龙短碳纤维蜂窝腔体。
12.单个蜂窝腔体端面为六边形或四边形。
13.所述增稠液为二氧化硅/聚乙二醇,或聚苯乙烯
‑
丙烯酸乙酯/乙二醇。
14.剪切增稠液的制备方法如下:纳米二氧化硅颗粒直径为500
‑
600nm,聚乙二醇peg分子量为200,400,向peg200和peg400中加入二氧化硅,其中peg200和peg400质量分数1:2;以400
‑
600rad/min速率进行机械搅拌,同时进行50
‑
70℃超声水浴,在室温真空箱中静置6
‑
8h去除气泡,制得剪切增稠液。
15.所述纤维布为聚乙烯纤维布或kevlar纤维布。
16.所述加固板为钛合金板、q460钢板或陶瓷板。
17.本发明的有益效果如下:
18.本发明充分利用了剪切增稠液的吸能和耗能特性,在低速子弹冲击下,有明显的防弹作用。
19.本发明中,在填充有剪切增稠液的蜂窝腔体上方铺设纤维布,使纤维布浸渍剪切增稠液,增强了纱线之间的摩擦力,使防弹性能有所增强。纤维布上层铺设的加固板进一步增强复合材料的防弹性能。
20.本发明中,采用3d打印的尼龙短碳纤维材料作为底座,通过蜂窝结构自身形状优势,提供吸震效果,蜂窝结构与增稠液、纤维布的组合,相较于常规的增稠液复合织物层,蜂窝腔体中能够容纳更多增稠液,增稠液的自身特性与蜂窝结构自身特性同时起到减震作用,加固板起到刚性防护作用,同时减小了低速子弹的冲击力和痛感。
21.本发明采用钛合金板、高性能钢板、陶瓷板,避免传统采用铝板,由于铝板受到子弹冲击发生塑性变形,形成锋利的刃口,会切割kevlar纤维布,导致防弹结构的失效,降低kevlar和剪切增稠液的协同作用,从而降低防弹结构的防弹效果。
22.本发明充分利用剪切增稠液的吸能和耗能机理,当子弹与钛合金板、高性能钢板、陶瓷板发生冲击时,发生塑性变形时产生的碎片,浸渍了剪切增稠液的kevlar纤维布首先产生防弹效果,相对于传统的防弹结构,本发明还充分利用剪切增稠液的抗冲击效果,受到冲击时,剪切增稠液会由液体状态转变成固体状态,有效抵抗子弹冲击时所产生的碎片,产生较好的防弹效果。
附图说明
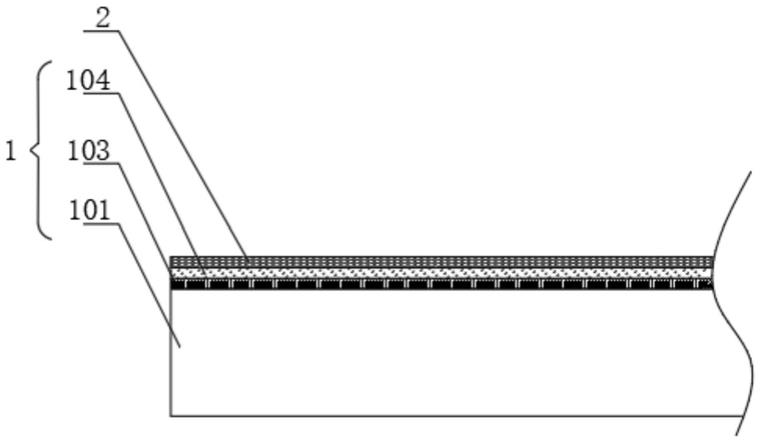
23.图1为本发明中防弹结构的侧视图。
24.图2为本发明中填充有剪切增稠液的蜂窝腔体结构示意图。
25.图3为本发明中的工艺流程图。
26.图4为不同分散介质的剪切增稠液的稳态流变曲线,证明所制备的剪切增稠液具有较好的剪切增稠性能。
27.其中:1、底座;2、上盖板;
28.101、蜂窝腔体;102、剪切增稠液;103、纤维布;104、加固板。
具体实施方式
29.下面结合附图,说明本发明的具体实施方式。
30.如图1
‑
图3所示,本实施例的新型防弹结构,包括底座1和上盖板2,底座1包括蜂窝腔体101、填充于蜂窝腔体101中的剪切增稠液102;蜂窝腔体101上铺设纤维布103,纤维布103上放置加固板104,上盖板2与加固板104粘接固定。
31.本实施例的制备权利要求1的防弹结构的制造工艺,包括如下步骤:
32.一、制备底座1:通过3d打印机打印蜂窝腔体101;向蜂窝腔体101内填充剪切增稠液102,在填充完增稠液后的蜂窝腔体101上铺设纤维布103,在纤维布103上放置加固板104;
33.二、制备上盖板2:通过3d打印机打印上盖板2;
34.三、粘接:将上盖板2胶粘至加固板104上,得到成品。
35.蜂窝腔体101为尼龙短碳纤维蜂窝腔体101。
36.单个蜂窝腔体101端面为六边形或四边形。
37.增稠液为二氧化硅/聚乙二醇,或聚苯乙烯
‑
丙烯酸乙酯/乙二醇。剪切增稠液102的制备方法如下:纳米二氧化硅颗粒直径为500
‑
600nm,聚乙二醇peg分子量为200,400,向peg200和peg400中加入二氧化硅,其中peg200和peg400质量分数1:2;以400
‑
600rad/min速率进行机械搅拌,同时进行50
‑
70℃超声水浴,在室温真空箱中静置6
‑
8h去除气泡,制得剪切增稠液。
38.纤维布103为聚乙烯纤维布103或kevlar纤维布103。
39.加固板104为钛合金板、q460钢板或陶瓷板。
40.本实施例中具体的选材和制备方法如下:
41.本实施例中,公开了一种六边形蜂窝腔体底座的防弹结构制备方法:
42.先通过3d打印机打印尼龙短碳纤维六边形蜂窝腔体和上盖板,然后向蜂窝腔体内填充二氧化硅/聚乙二醇剪切增稠液;在填充完剪切增稠液的蜂窝腔体上铺设kevlar纤维布,在kevlar纤维布上放置钛合金板,最后将3d打印的上盖板通过胶粘方式粘接到底座上,形成防弹结构成品。
43.本实施例中还公开了一种四边形蜂窝腔体底座的防弹结构制备方法:
44.先通过3d打印机打印尼龙短碳纤维四边形蜂窝腔体和上盖板,然后向蜂窝腔体内填充聚苯乙烯
‑
丙烯酸乙酯/乙二醇剪切增稠液;在填充完剪切增稠液的蜂窝腔体上铺设kevlar纤维布,在kevlar纤维布上放置钛合金板,最后将3d打印的上盖板通过胶粘方式粘接到底座上,形成防弹结构成品。
45.本实施例中还公开了另一种六边形蜂窝腔体底座的防弹结构制备方法:
46.先通过3d打印机打印尼龙短碳纤维六边形蜂窝腔体和上盖板,然后向蜂窝腔体内填充聚苯乙烯
‑
丙烯酸乙酯/乙二醇剪切增稠液;在填充完剪切增稠液的蜂窝腔体上铺设高分子聚乙烯纤维布,在高分子聚乙烯纤维布上放置钛合金板,最后将3d打印的上盖板通过胶粘方式粘接到底座上,形成防弹结构成品。
47.本实施例中还公开了另一种四边形蜂窝腔体底座的防弹结构制备方法:
48.先通过3d打印机打印尼龙短碳纤维四边形蜂窝腔体和上盖板,然后向蜂窝腔体内填充聚苯乙烯
‑
丙烯酸乙酯/乙二醇剪切增稠液;在填充完剪切增稠液的蜂窝腔体上铺设高分子聚乙烯纤维布;在高分子聚乙烯纤维布上放置高性能钢板,本实施例中高性能钢板采用q460钢板;最后将3d打印的上盖板通过胶粘方式粘接到底座上,形成防弹结构成品。
49.本发明首先通过纳米二氧化硅和聚乙二醇制备剪切增稠液,纳米二氧化硅颗粒直径为500
‑
600nm,本实施例中选用550mm颗粒直径;s聚乙二醇(peg)分子量为200,400,向peg200和peg400(peg200和peg400质量分数1:2)中缓慢加入二氧化硅,以500rad/min速率进行机械搅拌,同时进行60℃超声水浴,最后在室温真空箱中静置6h去除气泡,从而制得剪切增稠液。当二氧化硅的体积分数超过53.8%时,溶剂为peg400剪切增稠液会出现团聚现象,当二氧化硅的体积分数超过53%时,溶剂为peg200的剪切增稠液会出现团聚现象。图4为不同分散介质的剪切增稠液的稳态流变曲线,读图可知所制备的剪切增稠液具有较好的剪切增稠性能。在冲击条件下,剪切增稠液会由于冲击而引发增稠,出现明显的类固体行
为,并表现出非线性力学响应。
50.通过3d打印机打印蜂窝腔体然后填充剪切增稠液,铺设kevlar纤维布,在kevlar纤维布上放置钛合金板,最后用3d打印的上盖胶粘,制备成一种新型的防弹结构,能够随意调整蜂窝腔体的高度,蜂窝的结构,剪切增稠液的体积分数,kevlar纤维布的层数,钛合金板的厚度,以此达到不同的防弹性能。
51.以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1