斜导柱开启式橡胶球销硫化模具的制作方法
[0001]
本实用新型涉及球销类汽车零部件橡胶制品的硫化成型模具领域,具体涉及斜导柱开启式橡胶球销硫化模具。
背景技术:
[0002]
汽车推力杆中的橡胶球销利用注射机及硫化模具通过橡胶硫化成型的方式制造,一般的球销产品的硫化成型主要步骤是将金属球销骨架放入硫化模具内,合模,硫化完成后,开模,取出产品,如 cn207841929u一种橡胶球销硫化模具的背景技术中介绍的。但本方案中所要生产的橡胶球销与上述专利中所要生产的产品存在结构上的不同,本方案中所要生产的橡胶球销,1.其金属球销骨架的中间球体两端要固定环形的挡板,该环形的挡板作为产品的嵌件是产品成品的一部分;2.橡胶球销的球体两端处有突出的檐形结构。
[0003]
传统的生产该橡胶球销的硫化模具多采用分体式模芯镶件结构,模芯镶件为半环形,两个模芯镶件形成环形镶件,该环形镶件与产品嵌件交替套在金属球销骨架的销柄上,然后一同放入模具中,待硫化结束,模芯镶件与产品一同取出,在模具外部将模芯镶件从产品上人工分离。
[0004]
这样的生产方式存在的问题是:1.在金属球销骨架及嵌件放入模具时,需要先将模芯镶件与嵌件装配好,再套在金属球销骨架上、放入模具,操作较为繁琐,影响效率;2.产品硫化后,需要依靠人力、利用手工工具通过砸、撬等方式将模芯镶件从产品上分离,费时费力,效率很低,工人的劳动强度高,同时,也容易损伤模芯镶件,使模具的精度降低,缩短模具的使用寿命;3.模芯镶件因人力分离而损伤后,会导致产品飞边的增加,后期要增加人工处理飞边,又进一步的降低了效率、加大了工人的劳动强度;4.模芯镶件随同产品取出后,在分离模芯镶件的时间里,模具是无法使用的,只能处于等待状态,降低了设备的利用率,同时,在等待的过程中,模具在散热,导致了模具的温度波动,进而影响了制品的稳定性。
技术实现要素:
[0005]
鉴于背景技术的不足,本实用新型是提供了双穿梭开启式橡胶球销硫化模具,解决的问题是现有技术中的硫化模具在生产橡胶球销时,存在放置骨架及嵌件繁琐、依靠人力分离模芯镶件费时费力、劳动强度高、易损伤模芯镶件、效率较低等问题。
[0006]
为解决以上技术问题,本实用新型提供了如下技术方案:
[0007]
斜导柱开启式橡胶球销硫化模具,包括第一流道板,第一流道板下方固定连接第二流道板,第二流道板下方沿横向间隔设置若干分隔组,分隔组包括上下对应的上分隔条和下分隔条,上分隔条固定连接第二流道板,下分隔条固定连接下方的底板,底板下方固定连接底座,相邻的两个分隔组之间设有一硫化模组;
[0008]
所述硫化模组包括中上模板、中下模板、两个侧上模板和两个侧下模板,两个所述侧上模板对称设置于中上模板的两侧,两个所述侧下模板对称设置于中下模板的两侧,中
上模板和中下模板对应设置,同侧的侧上模板和侧下模板对应设置;
[0009]
中上模板和中下模板的对应面沿纵向、上下对称的设有若干上模腔和若干下模腔,对应的上模腔和下模腔组成橡胶注射腔,侧上模板的底面和侧下模板的顶面沿纵向、上下对称的设有若干球销柄容纳槽,球销柄容纳槽内设置定位柱;
[0010]
侧上模板和侧下模板的内侧端面对称设有半环形沟槽,两对称的半环形沟槽共同组成挡环卡槽;
[0011]
斜导柱穿入并滑动连接上下对应的侧上模板和侧下模板,斜导柱的下端固定连接底板,各硫化模组内两侧的斜导柱由下向上岔开对称设置,侧上模板的边缘固定连接上提升板,侧下模板的边缘固定连接下提升板。
[0012]
通过以上技术方案,在产品硫化结束后,利用注射机抬起第一流道板、第二流道板、上分隔条及中上模板,将模具的其它部分整体平移至注射机外,再依次通过推动下提升板、上提升板来提升侧下模板、侧上模板,由于斜导柱的导向和约束作用,侧下模板和侧上模板在上升的同时向两侧平移,使得侧上模板、侧下模板均与产品分离,作为产品嵌件的挡环也从挡环卡槽内脱离,再抬起侧上模板,即可取出产品;此时,模具呈完全打开状态,可将下一批待硫化的金属球销骨架套好挡环后直接放入模腔内,销柄套在定位柱上,拨动挡环使挡环嵌入挡环卡槽内,然后降下侧上模板,使侧上模板和侧下模板合拢,再一起沿着斜导柱下降,同时两侧的侧上模板、侧下模板左右合拢,平移推入注射机内、降下第一流道板和第二流道板,随之中上模板降下,完成合模,开始下一批的硫化。
[0013]
优选的,竖直的导向柱滑动连接位于侧边的上分隔条和对应的下分隔条,导向柱的上端固定连接第二流道板或第一流道板。
[0014]
优选的,所述侧上模板和/或侧下模板的内侧端面设有若干磁吸点,若干磁吸点围绕挡环卡槽分布,磁吸点利用其对挡环的磁力作用,对嵌入挡环卡槽内的挡环进行固定,提高挡环的摆放位置精度,也保证挡环在整个动作及硫化过程中的位置固定,保证成品的质量。
[0015]
优选的,所述磁吸点包括开设于侧上模板或侧下模板的内侧端面上的孔,孔内固定设置磁力棒,由此设置磁吸点。
[0016]
优选的,还包括用于提升侧上模板或侧下模板的提升机构,所述提升机构通过作用上提升板提升侧上模板、通过作用下提升板提升侧下模板。
[0017]
本实用新型与现有技术相比至少具有如下有益效果:
[0018]
1)模芯镶件与侧上模板或侧下模板整体式设计,不再需要单独去装配模芯镶件和产品嵌件,由此带来明显的优点有:节省了因装配模芯镶件和产品嵌件的时间,产品硫化结束取出后,不需要等待分离镶件,可立即进行下次硫化,提高了生产效率,也提高了设备的利用率,且由于减少了等待时间,模具的温度波动小,制品的稳定性更好;
[0019]
2)模芯镶件与侧上模板或侧下模板整体式设计,在模具内即进行了产品与侧上模板和侧下模板的分离,不再需要在模具外分离,也不需要依靠人工及手工工具分离,避免了模具的损伤,也减轻了劳动强度,节省了分离消耗的时间,提高了效率;
[0020]
3)避免了损伤模具导致的飞边以及后续处理飞边消耗的时间、人工,提高了效率,降低了成本;
[0021]
4)注射机仅抬起流道板,产品的脱模和嵌件的摆放是移出到注射机外进行的,利
用两台模具,可实现两台模具轮换操作,缩短了生产循环时间,提高了生产效率。
附图说明
[0022]
本实用新型有如下附图:
[0023]
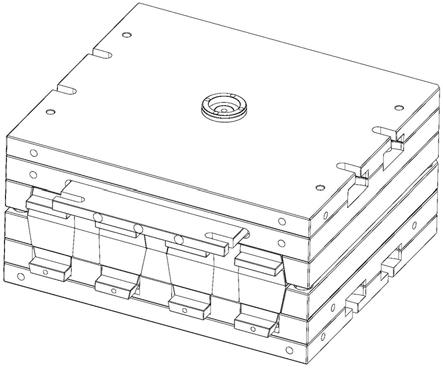
图1为本实用新型的轴侧视图;
[0024]
图2为本实用新型的正视图;
[0025]
图3为本实用新型的俯视图;
[0026]
图4为图3中a-a的剖视图;
[0027]
图5为图3中b-b的剖视图;
[0028]
图6为图3中c-c的剖视图;
[0029]
图7为本实用新型所述橡胶注射腔的示意图;
[0030]
图8为图7中d的放大示意图。
具体实施方式
[0031]
现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
[0032]
如图1-8所示,斜导柱开启式橡胶球销硫化模具,包括第一流道板1,第一流道板1下方固定连接第二流道板2,第二流道板2下方沿横向间隔设置若干分隔组,分隔组包括上下对应的上分隔条31和下分隔条32,上分隔条31固定连接第二流道板2,下分隔条32固定连接下方的底板4,底板4下方固定连接底座5,相邻的两个分隔组之间设有一硫化模组;
[0033]
硫化模组包括中上模板61、中下模板62、两个侧上模板63和两个侧下模板64,两个侧上模板63对称设置于中上模板61的两侧,两个侧下模板64对称设置于中下模板62的两侧,中上模板61和中下模板62对应设置,同侧的侧上模板63和侧下模板64对应设置;
[0034]
中上模板61和中下模板62的对应面沿纵向、上下对称的设有若干上模腔65和若干下模腔66,对应的上模腔65和下模腔66组成橡胶注射腔,侧上模板63的底面和侧下模板64的顶面沿纵向、上下对称的设有若干球销柄容纳槽67,球销柄容纳槽67内设置定位柱68;
[0035]
侧上模板63和侧下模板64的内侧端面对称设有半环形沟槽69,两对称的半环形沟槽69共同组成挡环卡槽;
[0036]
斜导柱7穿入并滑动连接上下对应的侧上模板63和侧下模板64,斜导柱7的下端固定连接底板4,各硫化模组内两侧的斜导柱7由下向上岔开对称设置,侧上模板63的边缘固定连接上提升板81,侧下模板64的边缘固定连接下提升板82。
[0037]
通过以上技术方案,在产品硫化结束后,利用注射机抬起第一流道板1、第二流道板2、上分隔条31及中上模板61,将模具的其它部分整体平移至注射机外,再利用外力依次通过推动下提升板82、上提升板81来提升侧下模板64、侧上模板63,由于斜导柱7的导向和约束作用,侧下模板64和侧上模板63在上升的同时向两侧平移,使得侧上模板63、侧下模板64均与产品分离,作为产品嵌件的挡环 10也从挡环卡槽内脱离,再抬起侧上模板63,即可取出产品;此时,模具呈完全打开状态,可将下一批待硫化的金属球销骨架20套好挡环10后直接放入模腔内,销柄套在定位柱68上,拨动挡环10使挡环10嵌入挡环卡槽内,然后降下侧上模板63,使侧上模板63和侧下模板64合拢,再一起沿着斜导柱7下降,同时两侧的侧上模
板63、侧下模板64左右合拢,平移推入注射机内、降下第一流道板1和第二流道板2,随之中上模板61降下,完成合模,开始下一批的硫化。
[0038]
如图8所示,从左向右依次展示了:空模腔结构、装有金属球销骨架的模腔结构和硫化成型后的橡胶球销结构。
[0039]
另外,竖直的导向柱9滑动连接位于侧边的上分隔条31和对应的下分隔条32,导向柱9的上端固定连接第二流道板2或第一流道板1。
[0040]
另外,侧上模板63和侧下模板64的内侧端面设有若干磁吸点 11,若干磁吸点11围绕挡环卡槽分布,磁吸点11利用其对挡环10 的磁力作用,对嵌入挡环卡槽内的挡环10进行固定,提高挡环10的摆放位置精度,也保证挡环10在整个动作及硫化过程中的位置固定,保证成品的质量。
[0041]
磁吸点11包括开设于侧上模板63或侧下模板64的内侧端面上的孔,孔内固定设置磁力棒13,由此设置磁吸点11。
[0042]
另外,还包括用于提升侧上模板63或侧下模板64的提升机构,提升机构通过作用上提升板81提升侧上模板63、通过作用下提升板 82提升侧下模板64。
[0043]
上述依据本实用新型为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1