一种微型拉挤装置的制作方法
[0001]
本实用新型涉及复合材料加工处理的技术领域,尤其涉及一种微型拉挤装置。
背景技术:
[0002]
目前,实验室需要用到碳纤维纱线经拉挤成型后的产品来测试产品性能,由于所需产品截面具有尺寸小、种类多、小批量的特点,如果采用目前车间现有的拉挤设备来生产,则需要在本就生产任务繁重的情况下安排生产线来生产,而且考虑到产品尺寸、种类及批量等要求,所以用目前车间现有的拉挤设备来生产就十分不合适。
[0003]
鉴于上述问题,本设计人基于从事此类产品工程应用多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期设计微型拉挤装置,结构简单,可以生产多尺寸的产品,来满足多样的生产需求,提高了实用性。
技术实现要素:
[0004]
本实用新型的目的就是针对现有技术中存在的缺陷提供一种微型拉挤装置,结构简单,可以生产多尺寸的产品,来满足多样的生产需求,提高了实用性。
[0005]
为了达到上述目的,本实用新型所采用的技术方案是:
[0006]
包括:
[0007]
工作台,为支架结构;
[0008]
放卷机,受所述工作台支撑,被动放卷纱线;
[0009]
浸胶机,设置在所述放卷机的输出端后,用于对纱线浸胶处理;
[0010]
成型模具,与所述浸胶机的输出端连接,用于成型浸胶后的纱线;
[0011]
后固化烘箱,固定于所述成型模具的输出端后,用于固化处理成型后的纱线;及
[0012]
牵引机构,通过纱线与所述后固化烘箱连接,主动牵引纱线;
[0013]
其中,所述成型模具内部设置有若干型腔;若干尺寸不同的所述型腔均匀横向排列。
[0014]
进一步地,所述后固化烘箱一侧设置有控制面板。
[0015]
进一步地,所述浸胶机和所述成型模具之间设置有导向眼;所述导向眼为耐高温结构,用于将纱线从所述浸胶机导向至所述成型模具成型。
[0016]
进一步地,所述后固化烘箱与所述牵引机构之间设置有计米器;所述计米器连接有编码器,用于记录已经牵引的纱线长度。
[0017]
进一步地,还包括切割机构;所述切割机构设置在所述牵引机构的输出端后,用于切割纱线。
[0018]
进一步地,所述成型模具底部设置有位移机构;所述位移机构为螺杆配合结构,用于通过转动螺杆,使得所述成型模具位移,来选择不同的所述型腔。
[0019]
进一步地,所述牵引机构为上下两层压轮结构;下层压轮为主动轮,由电机提供动力;上层压轮为从动轮,与气缸连接。
[0020]
通过本实用新型的技术方案,可实现以下技术效果:
[0021]
通过在成型模具内部设置有若干型腔,调整位移机构来选择不同的型腔,结构简单,可以生产多尺寸的产品,来满足多样的生产需求;同时,缩短生产线,提高生产效率,极具实用性。
附图说明
[0022]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0023]
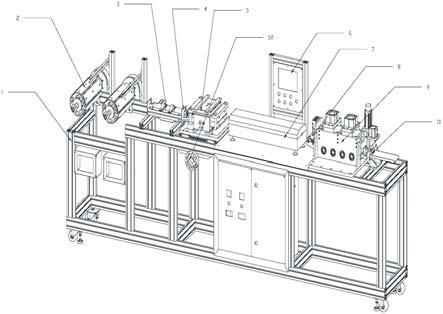
图1为本实用新型实施例中微型拉挤装置的结构示意图;
[0024]
图2为本实用新型实施例中微型拉挤装置的俯视图;
[0025]
图3为本实用新型实施例中微型拉挤装置型腔的结构示意图;
[0026]
附图标记:工作台1、放卷机2、浸胶机3、导向眼4、成型模具5、控制面板6、后固化烘箱7、计米器8、牵引机构9、切割机构10、型腔51、位移机构52、电机91和气缸92。
具体实施方式
[0027]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0028]
在本实用新型的描述中,需要说明的是,属于“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0029]
一种微型拉挤装置,如图1~3所示,工作台1,为支架结构;
[0030]
放卷机2,受所述工作台1支撑,被动放卷纱线;
[0031]
浸胶机3,设置在所述放卷机2的输出端后,用于对纱线浸胶处理;
[0032]
成型模具5,与所述浸胶机3的输出端连接,用于成型浸胶后的纱线;
[0033]
后固化烘箱7,固定于所述成型模具5的输出端后,用于固化处理成型后的纱线;及
[0034]
牵引机构9,通过纱线与所述后固化烘箱7连接,主动牵引纱线;
[0035]
其中,所述成型模具5内部设置有若干型腔51;若干尺寸不同的所述型腔51均匀横向排列。
[0036]
具体的,拉挤产品出模具后的固化度达不到要求时需进行后固化处理,一般来讲,拉挤产品出模具后在空气中自然冷却,在这段过程中,固化反应继续进行。通过在成型模具5后设置后固化烘箱7,进行后固化处理,保湿一定时间后,可以使成品达到固化要求。在实际操作中,后固化加热区长度可以为1000mm左右,温度在150-250℃(精度
±
5℃)范围内。
[0037]
作为上述实施例的优选,如图1~3所示,所述后固化烘箱7一侧设置有控制面板6。
[0038]
具体的,在后固化烘箱7一侧设置控制面板6,通过控制面板6对放卷机2、浸胶机3、导向眼4、成型模具5、后固化烘箱7、计米器8、牵引机构9和切割机构10的运行进行数控。
[0039]
作为上述实施例的优选,如图1~3所示,所述浸胶机3和所述成型模具5之间设置有导向眼4;所述导向眼4为耐高温结构,用于将纱线从所述浸胶机3导向至所述成型模具5成型。
[0040]
具体的,导向眼4可以由陶瓷一类的耐高温材料加工而成,导向眼4的尺寸根据实际浸胶后的纱线尺寸设计,将纱线从浸胶机3导向至成型模具5成型,防止纱线偏离,提高了精度。
[0041]
作为上述实施例的优选,如图1~3所示,所述后固化烘箱7与所述牵引机构9之间设置有计米器8;所述计米器8连接有编码器,用于记录已经牵引的纱线长度。
[0042]
具体的,计米器8可以为连接编码器的计米轮结构,实时记录已经加工的纱线长度。
[0043]
作为上述实施例的优选,如图1~3所示,还包括切割机构10;所述切割机构10设置在所述牵引机构9的输出端后,用于切割纱线。
[0044]
具体的,下切刀固定不动,由动力装置带动上切刀动作,当编码器取得的信号达到预定设计的距离时,动力装置动作,上下切刀闭合,从而切断材料。
[0045]
作为上述实施例的优选,如图1~3所示,所述成型模具5底部设置有位移机构52;所述位移机构52为螺杆配合结构,用于通过转动螺杆,使得所述成型模具5位移,来选择不同的所述型腔51。
[0046]
作为上述实施例的优选,如图1~3所示,所述牵引机构9为上下两层压轮结构;下层压轮为主动轮,由电机91提供动力;上层压轮为从动轮,与气缸92连接。
[0047]
具体的,牵引机构9使用上下压轮结构,压轮可以为铁芯聚氨酯包胶轮,利用气缸92将上下压轮压紧,下压轮为主动轮,上压轮为从动轮,牵引的材料在两压轮中间,由电机91加减速机驱动。
[0048]
以上显示和描述了本实用新型的基本原理、主要特征及优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1