一种橡胶生胶片的冷却折叠自动作业装置的制作方法
1.本实用新型涉及一种冷却折叠装置,特别涉及一种橡胶生胶片的冷却折叠自动作业装置,属橡胶机械技术领域。
背景技术:
2.橡胶制品的生产过程是一个比较复杂的过程,一般需要经过如原料准备、塑炼、混炼、冷却、裁切、硫化、修整和检验。原料准备是将几十公斤重呈大块状的生胶原料(包括天然橡胶和合成橡胶)切割成小块,然后根据最终制品的性能要求进行包括生胶原料、配合剂、橡胶助剂的搭配和添加后进入塑炼程序,塑炼通常在密闭式炼胶机进行;经塑炼后的橡胶原料被软化,配合剂和橡胶助剂被混合到生胶里成胶团。此时的胶团中各种原料的混合仅仅是很不均匀的初步融合;混炼通常在开放式炼胶机上进行,混炼的过程就是将混合不均匀的原料进行充分的混合。这个混合过程需要加温让生胶充分软化再经过数遍的反复混料,然后在开炼机上以片状的形式出料进入下一道程序。这个片状的橡胶原料因为尚未经过熟化(硫化),还处于生胶状态,因此通常称之为生胶片。刚脱离开炼机的生胶片有两个特征,一是有较高的粘黏性,二是有较高的温度,因此对胶片进行裁切或收卷之前必须进行防粘黏处理和降温。
3.经过多年的配套开发,与生胶片后续工序配套的后续程序机械包括防黏剂涂覆、水或风冷却、裁条、裁片、切粒和折叠都得以在生产中广泛应用,大大改善了工人的劳动强度、提高生产效率和产品质量。然而这些配套的机具几乎都是以单机独立操作的形式存在,这在进一步减少用工成本、实现全流程数字化自动控制、将产品质量参数控制到最佳状态方面尚存缺陷;传统结构的防粘黏涂覆槽和水冷却槽的槽体由于设计不够合理,致使相关的管道连接都暴露在槽体壁的外面,在影响介质保温、外观不够整洁的同时,还因为管道容易绊脚和被转运车碰撞而存在极大的安全隐患。
技术实现要素:
4.为解决上述上胶片后续处理程序单机操作以及冷却槽设计不合理存在的种种技术问题,本实用新型提供一种橡胶生胶片的冷却折叠自动作业装置。
5.本实用新型所采用的技术方案是:一种橡胶生胶片的冷却折叠自动作业装置,由冷却机、风刀机、自动折叠机、料筐传送机构和控制柜构成,冷却机、风刀机和自动折叠机以冷却机为后向前顺序排列在同一直线上;冷却机为水冷却和防粘黏浸涂为一体的结构并包括冷浸槽、输入辊和压辊,冷浸槽为包括水冷却槽和防粘黏浸涂槽在内、槽壁宽度不少于110mm的落地式金属容器槽;风刀机为由条形刀口状出风口输出强气流在生胶片表面吹拂遗液的机构并包括机架、风机、调节辊架、风刀和输出辊;自动折叠机为2020204016654装置中自动折叠机的结构并包括折叠轨架、输入辊架、传导辊、折叠机构和料筐传送机构;控制柜为以控制电脑为核心的控制中枢并包括有控制面板、电机和监控系统,监控系统分布在冷却机、风刀机、自动折叠机和料筐传送机构的各个监控点,装置的运行参数由控制面板输
入到控制电脑,控制电脑根据预先设计的程序及监控系统的监控信息指令电机驱动装置自动运行。
6.冷浸槽两侧槽壁的外面还设置有安装检修门并前端和后端均安装有电机,安装检修门与内壁之间为安装连接的夹层空间,冷浸槽和防粘黏浸涂槽内分别乘装有冷却液和防粘黏剂混合液,冷浸槽的水冷却槽和防粘黏浸涂槽内各安装有至少一个压浸辊架。
7.输入辊为由上下辊筒压送生胶片的机构并包括辊架、上压辊、下压辊和气缸,辊架为由有上横梁的两个门式架组成并分别安装在冷浸槽后端两侧的上面,上压辊经滑块安装在两个辊架之间的中间,下压辊安装在两个辊架之间的下端并由安装在冷浸槽后端的电机驱动,气缸由同步的两个组成并安装在两个辊架上横梁的上面,气缸的伸缩端经上横梁的中间连接到滑块的上面,输入辊的后边还安装有导引辊。
8.压辊为由连续的上下辊挤压生胶片表面余液并压送生胶片的机构,压辊由与输入辊相同结构的至少三组组成并安装在冷浸槽前端的上面,压辊的后边还安装有导引辊。
9.机架为内装有收集槽的框架结构并后边连接在冷浸槽的前边,风机安装在机架内,调节辊架为由气缸推拉上下调节生胶片高低的机构并横向安装在收集槽上口的机架两侧之间,风刀为由条形刀口状出风口输出强气流的机构并包括上风刀和下风刀,上风刀安装在收集槽上口内的机架两侧之间,下风刀安装在收集槽上口内的上风刀下面,风刀通过管道连接风机的出风口,输出辊为与输入辊相同的结构并安装在机架上面的前端,输出辊的前边还安装有毛刷辊。
10.折叠轨架为上面的两侧有滑轨的落地框架结构,输入辊架为前探式框架并由后端的下面连接在折叠轨架后边的支撑柱支撑为悬空结构,传导辊包括托辊、挡料轮板、挡料轮,托辊由多个组成并分别安装在输入辊架上面的后边、中间和前端,挡料轮板安装在后托辊的两端,挡料轮为竖向柱式转轮并经托梁安装在前托辊后边的两侧,折叠机构包括电机、传动辊、压传辊和摆线针电机,电机安装在折叠轨架后端的一侧,传动辊和压传辊平行依近连接并由摆线针电机连接传动辊组成在滑轨上面往复移动的滑行机构,压传辊为由倾斜导槽和升降气缸连接成可倾斜升降的结构,滑行机构通过皮带连接电机,生胶片在传动辊和压传辊之间被滑行机构不断向下传输和往复推拉折叠,滑轨上面的前后端还设置有限位监控点。
11.料筐传送机构包括切刀和传送辊带,切刀为自动横向切割生胶片的机具并安装在传动辊的下面,传送辊带为将堆叠生胶片的料筐传送出自动折叠机的机构并安装在折叠辊架的下边。
12.本实用新型的有益效果是:通过水冷却机、风刀机、自动折叠机和料筐传送机构的整合结构设计,加上冷浸槽的宽槽壁并有连接安装的夹层空间设计,有效提高介质的保温效果和克服因管道引发的安全隐患;装置配置以控制电脑为核心的控制中枢、采用可控电机替代普通电机和分布监控点采集信息,整个流水作业装置实现无缝衔接和智能化控制,实现全流程的一键开关机,有效了提高生产效率、减少用工成本、减少因分散控制的装置成本,同时还因为智能化的自动控制运行而降低加工技术参数的误差幅度,有效提升了产品质量。
附图说明
13.下面结合附图对本实用新型进一步说明:
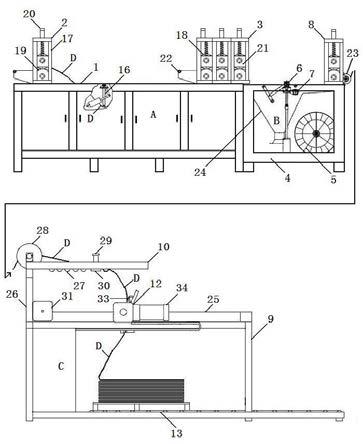
14.图1为本实用新型的侧面结构示意图;
15.图2为本实用新型的冷浸槽立体结构示意图;
16.图3为本实用新型的风刀机正面结构示意图;
17.图4为本实用新型的自动折叠机上平面结构示意图。
18.图中a、冷却机,b、风刀机,c、自动折叠机,d、生胶片,1、冷浸槽,2、输入辊,3、压辊,4、机架,5、风机,6、调节辊架,7、风刀,8、输出辊,9、折叠轨架,10、输入辊架,12、折叠机构,13、料筐传送机构,14、槽壁,15、安装检修门,16、压浸辊架,17、辊架,18、上压辊,19、下压辊,20、气缸,21、滑块,22、导引辊,23、毛刷辊,24、收集槽,25、滑轨,26、支撑柱,27、托辊,28、挡料轮板,29、挡料轮,30、托梁,31、电机,32、传动辊,33、压传辊,34、切刀,35、摆线针电机,36、传送辊带。
具体实施方式
19.在图1、2、3、4的实施例中,一种橡胶生胶片的冷却折叠自动作业装置,由冷却机a、风刀机b、自动折叠机c、料筐传送机构和控制柜构成,冷却机a、风刀机b和自动折叠机c以冷却机a为后向前顺序排列在同一直线上;冷却机a为水冷却和防粘黏浸涂为一体的结构并包括冷浸槽1、输入辊2和压辊3,冷浸槽1为包括水冷却槽和防粘黏浸涂槽在内、槽壁14宽度不少于110mm的落地式金属容器槽;风刀机b为由条形刀口状出风口输出强气流在生胶片d表面吹拂遗液的机构并包括机架4、风机5、调节辊架6、风刀7和输出辊8;自动折叠机c为2020204016654装置中自动折叠机的结构并包括折叠轨架9、输入辊架10、传导辊、折叠机构12和料筐传送机构13;控制柜为以控制电脑为核心的控制中枢并包括有控制面板、电机和监控系统,监控系统分布在冷却机a、风刀机b、自动折叠机d和料筐传送机构13的各个监控点,装置的运行参数由控制面板输入到控制电脑,控制电脑根据预先设计的程序及监控系统的监控信息指令电机驱动装置自动运行。
20.冷浸槽1两侧槽壁的外面还设置有安装检修门15并前端和后端均安装有电机,安装检修门15与内壁之间为安装连接的夹层空间,冷浸槽1的水冷却槽和防粘黏浸涂槽内分别乘装有冷却液和防粘黏剂混合液,冷浸槽1的水冷却槽和防粘黏浸涂槽内各安装有至少一个压浸辊架16。
21.输入辊2为由上下辊筒压送生胶片d的机构并包括辊架17、上压辊18、下压辊19和气缸20,辊架17为由有上横梁的两个门式架组成并分别安装在冷浸槽1后端两侧的上面,上压辊18经滑块21安装在两个辊架17之间的中间,下压辊19安装在两个辊架17之间的下端并由安装在冷浸槽1后端的电机驱动,气缸20由同步的两个组成并安装在两个辊架17上横梁的上面,气缸20的伸缩端经上横梁的中间连接到滑块21的上面,输入辊2的后边还安装有导引辊22。
22.压辊3为由连续的上下辊挤压生胶片d表面余液并压送生胶片d的机构,压辊3由与输入辊2相同结构的至少三组组成并安装在冷浸槽1前端的上面,压辊3的后边还安装有导引辊22。
23.机架4为内装有收集槽24的框架结构并后边连接在冷浸槽1的前边,风机5安装在
机架4内,调节辊架6为由气缸推拉上下调节生胶片d高低的机构并横向安装在收集槽24上口的机架4两侧之间,风刀7为由条形刀口状出风口输出强气流的机构并包括上风刀7和下风刀7,上风刀7安装在收集槽24上口内的机架4两侧之间,下风刀7安装在收集槽24上口内的上风刀7下面,风刀7通过管道连接风机5的出风口,输出辊8为与输入辊2相同的结构并安装在机架4上面的前端,输出辊8的前边还安装有毛刷辊23。
24.折叠轨架9为上面的两侧有滑轨25的落地框架结构,输入辊架10为前探式框架并由后端的下面连接在折叠轨架9后边的支撑柱26支撑为悬空结构,传导辊包括托辊27、挡料轮板28、挡料轮29,托辊27由多个组成并分别安装在输入辊架10上面的后边、中间和前端,挡料轮板28安装在后托辊27的两端,挡料轮29为竖向柱式转轮并经托梁30安装在前托辊27后边的两侧,折叠机构12包括电机31、传动辊32、压传辊33和摆线针电机34,电机31安装在折叠轨架9后端的一侧,传动辊32和压传辊33平行依近连接并由摆线针电机34连接传动辊32组成在滑轨25上面往复移动的滑行机构,压传辊33为由倾斜导槽和升降气缸连接成可倾斜升降的结构,滑行机构通过皮带连接电机31,生胶片d在传动辊32和压传辊33之间被滑行机构不断向下传输和往复推拉折叠,滑轨25上面的前后端还设置有限位监控点。
25.料筐传送机构13包括切刀34和传送辊带36,切刀34为自动横向切割生胶片d的机具并安装在传动辊32的下面,传送辊带36为将堆叠生胶片d的料筐传送出自动折叠机c的机构并安装在折叠辊架9的下边。
26.实施例1:首先根据所要加工生胶片d的技术参数标准,由技术人员将相应的参数通过控制面板输入到控制电脑,以及由人工调节好挡料轮板28和挡料轮29的间距,然后由开炼机或出片机输出的生胶片d被无缝衔接的机构输入到导引辊22、输入辊2后,由手工将生胶片d经压浸辊的下面牵引过水冷却槽和防粘黏浸涂槽,直至压辊3的上压辊18和下压辊19之间后,启动本自动流水作业装置。
27.实施例2:控制电脑首先指令压浸辊架16工作,将生胶片d推压到冷却水和防粘黏剂的液面以下,然后指令压辊3启动,生胶片d由输入辊2和压辊3的拖拉作用,在冷浸槽体1内的冷却液和防粘黏混合液中边前行边进行热交换和防粘黏涂覆。控制电脑根据分布在输入辊2、冷浸槽1水冷却槽监控点的生胶片d及冷却液温度参数的反馈,指令驱动输入辊2和压辊3的电机按对应的转速运行;控制电脑还根据分布在冷却液中的监控点反馈的信息指令对冷却液是否进行降温换热。当生胶片d离开防粘黏槽时,遗留在生胶片d表面的液体被压辊3挤压分离而回流到防粘黏浸涂槽内。
28.实施例3:生胶片d在风刀机b内经过风刀7时,其上面和下面遗留的液体被上风刀7和下风刀7输出的强气流吹离进入收集槽24。当表面无冷却液和防粘黏剂残留的生胶片d到达输出辊8时,分布在输出辊的监控点将信息传输给控制电脑,控制电脑指令输出辊8的气缸20伸张,其动能经滑块21推动上压辊18下行压住生胶片d向前传输,生胶片d经毛刷辊23传输给自动折叠机c的后托辊27。
29.实施例4:当生胶片d由输出辊8进入自动折叠机c的输入辊架10时,信息被分布在输入辊架10的监控点传输给控制电脑,控制电脑即指令自动折叠机c启动。生胶片d被挡料轮板28和挡料轮29限位并被后、中、前的托辊27托住前行、下行。分布在折叠轨架9上面的监控点将生胶片d下行的信息传递给控制电脑,控制电脑指令电机31调整处于滑轨25上面和前托辊7下方的折叠机构12的位置。与此同时控制电脑指令压传辊33气缸伸张提升压传辊
33沿倾斜导槽倾斜提升,提升后的压传辊33与传动辊32之间形成漏斗口的状态。当生胶片d进入到传动辊32和压传辊33之间时,控制电脑一方面指令压传辊33气缸收缩,压传辊33下降后将生胶片d挤压在压传辊33和传动辊32之间,另一方面指令摆线针电机34启动将生胶片d向下传输,然后启动电机31,电机31的动能经皮带带动折叠机构12连同生胶片d沿滑轨25作往复运动,生胶片d便被自动折叠机c传输到预先放置在传送辊带36上面的转运容器里面并被折叠成层叠的堆状。
30.实施例5:当生胶片d在转运容器里面被折叠到设定的高度时,控制电脑指令切刀34工作,切刀34进行一次横向移动将生胶片d切割后,控制电脑指令传送辊带36按设定的行程运行,处于传送辊带36上面的转运容器连同堆叠的生胶片d被传送出折叠轨架9外面,再由铲车转运到下一道工序。装置在控制柜的控制下连续不断的运行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1