一种自动装胶夹设备的制作方法
1.本实用新型涉及钣金件加工技术领域,具体涉及到一种自动装胶夹设备。
背景技术:
2.钣金是一种针对金属薄板的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型等。其显著的特征就是同一零件厚度一致,通过钣金工艺加工出的产品叫做钣金件。
3.如图1所示的钣金件21,其两侧分别开设有内孔,加工时,内孔上需要装入适配的胶夹13,目前是通过人工方式逐个装入,每个小时只能做到170pcs,产能较低,两个操作人员同时对钣金件装配胶夹才能满足出货订单量,增加人工成本,且长时间操作,操作人员容易疲惫,从而增加操作人员的劳动强度,因此,存在待改进之处。
技术实现要素:
4.针对现有技术所存在的不足,本实用新型目的在于提出一种自动装胶夹设备,本设备自动化操作,只需一个操作人员控制便可完成对钣金件两侧装入胶夹,减少人工成本,且减小操作人员的劳动强度,具体方案如下:
5.一种自动装胶夹设备,包括工作台,所述工作台上设有钣金件移动装置以及胶夹安装装置,所述钣金件移动装置包括钣金件、夹具、滑移板以及往复气缸,所述滑移板安装于所述工作台上,所述夹具滑动安装于所述滑移板上,且所述夹具上设有所述钣金件,所述往复气缸与所述夹具驱动连接;
6.所述胶夹安装装置沿所述滑移板长度方向上对称设置有两个,所述胶夹安装装置包括震动盘、输送轨道、压胶夹组件、预装胶夹组件以及推动气缸,所述震动盘设有出料口,所述出料口与所述输送轨道的进料端连通设置,所述压胶夹组件、预装胶夹组件分别设于所述输送轨道的出料端的两侧,所述压胶夹组件将胶夹压入述预装胶夹组件上,所述推动气缸与所述预装胶夹组件驱动连接以带动胶夹靠近所述滑移板,所述预装胶夹组件将所述胶夹装入所述钣金件中,所述推动气缸的伸缩方向与所述往复气缸的伸缩方向垂直设置。
7.进一步的,所述压胶夹组件包括第一气缸以及压杆,所述第一气缸与所述压杆驱动连接,且所述第一气缸的伸缩方向与所述往复气缸的伸缩方向平行设置。
8.进一步的,所述预装胶夹组件包括第二气缸以及预装件,所述第二气缸与所述预装件驱动连接,所述第二气缸的伸缩方向与所述往复气缸的伸缩方向平行设置。
9.进一步的,所述滑移板上设有开关按钮,所述开关按钮用于控制所述往复气缸的开启以及关闭。
10.进一步的,所述震动盘上设有导料板,所述导料板以所述震动盘的中心绕设有多圈以形成由内向外设置的中心存料区以及导料槽。
11.进一步的,所述导料板位于所述导料槽处的间距供所述胶夹依次通过。
12.与现有技术相比,本实用新型的有益效果如下:
13.(1)胶夹储存在震动盘上,震动盘震动产生的震动能带动胶夹位移,逐渐运动至震动盘的出料口,进而运动至输送轨道的出料端,此时,压胶夹组件与预装胶夹组件共同配合,将胶夹压入预装胶夹组件上,之后,在靠近钣金件设置的推动气缸的作用下,使得对应的预装胶夹组件做靠近滑移板的运动,直至胶夹所处的位置与钣金件一侧的内孔对准设置,之后,预装胶夹组件靠近钣金件,使得胶夹装入钣金件一侧的内孔中。钣金件的一侧完成装配胶夹后,在往复气缸的作用下,带动装有钣金件的夹具继续运动与另一个胶夹安装装置配合工作,同理,使得钣金件另一侧的内孔装入胶夹。综上,本设备自动化操作,使得产能大大提高,只需一个操作人员控制便可完成对钣金件两侧装入胶夹,减少人工成本,且减小操作人员的劳动强度。
附图说明
14.图1为背景技术中展示钣金件与胶夹位置关系的整体示意图;
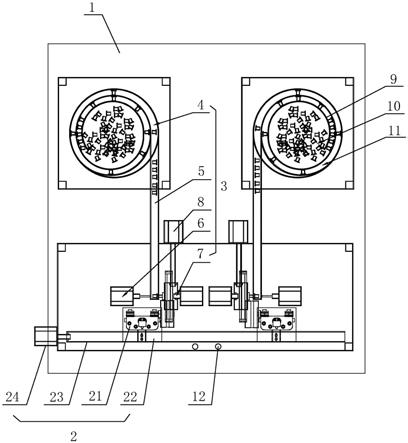
15.图2为本实用新型的实施例的整体示意图;
16.图3为本实用新型展示压胶夹组件、预装胶夹组件以及推动气缸工作关系的结构示意图。
17.附图标记:1、工作台;2、钣金件移动装置;21、钣金件;22、夹具;23、滑移板;24、往复气缸;3、胶夹安装装置;4、震动盘;5、输送轨道;6、压胶夹组件;61、第一气缸;62、压杆;7、预装胶夹组件;71、第二气缸; 72、预装件;8、推动气缸;9、导料板;10、中心存料区;11、导料槽;12、开关按钮;13、胶夹。
具体实施方式
18.下面结合实施例及附图对本实用新型作进一步的详细说明,但本实用新型的实施方式不仅限于此。
19.如图2所示,一种自动装胶夹13设备,包括工作台1,工作台1上设有钣金件移动装置2以及胶夹安装装置3,钣金件移动装置2用于带动钣金件 21沿一个方向往复运动,胶夹安装装置3用于将胶夹13装入钣金件21的内孔中,钣金件21往复移动时使得钣金件21两侧的内孔依次与胶夹安装装置 3配合,从而完成胶夹13的装入。为便于描述,在图中,钣金件21两侧的内孔沿水平方向上分别设定为左侧内孔和右侧内孔。
20.钣金件移动装置2包括钣金件21、夹具22、滑移板23以及往复气缸24,滑移板23安装于工作台1上,且滑移板23的长度方向与水平方向平行设置。夹具22用于安钣金件21,夹具22滑动安装于滑移板23上,往复气缸24与夹具22驱动连接。需要对钣金件21装入胶夹13时,将钣金件21可拆卸安装在夹具22上,当往复气缸24工作时,带动夹具22沿着滑移板23运动,从而带动钣金件21在水平方向上往复运动。
21.胶夹安装装置3沿滑移板23长度方向上对称设置有两个,从而使得钣金件21在沿着滑移板23移动的过程中,使得左侧内孔和右侧内孔分别与两个胶夹安装装置3配合,完成胶夹13的装入。
22.胶夹安装装置3包括震动盘4、输送轨道5、压胶夹组件6、预装胶夹组件7以及推动气缸8。震动盘4用于储存批量的胶夹13,工作台1上配套设有震动装置,震动装置可设置为震动电机,用于给震动盘4提供震动能,从而给震动盘4中的胶夹13提供动力。震动盘4上一
体设有导料板9,导料板 9以震动盘4的中心绕设有多圈以形成由内向外设置的中心存料区10以及导料槽11,导料板9位于导料槽11处的间距供胶夹13依次通过,处于外侧的导料槽11设有出料口。输送轨道5的进料端与出料口一体连通设置,输送轨道5的长度方向与滑移板23的长度方向垂直设置,且输送轨道5的间距与胶夹13的大小适配,当震动盘4工作时,胶夹13依次有序从出料口转移至输送轨道5上,且震动盘4的震动盘4继续带动胶夹13依次有序地运动至输送轨道5的出料端。
23.结合图2和图3,压胶夹组件6、预装胶夹组件7分别设于输送轨道5 的出料端的两侧。压胶夹组件6将胶夹13装入预装胶夹组件7上,具体的,压胶夹组件6包括第一气缸61以及压杆62,压杆62靠近输送轨道5设置,第一气缸61的伸缩端与压杆62驱动连接,且第一气缸61的伸缩方向与往复气缸24的伸缩方向平行设置。预装胶夹组件7包括第二气缸71以及预装件 72,预装件72靠近输送轨道5设置,第二气缸71的伸缩端与预装件72驱动连接,第二气缸71的伸缩方向与往复气缸24的伸缩方向平行设置。
24.当胶夹13运动至输送轨道5的出料端时,在第一气缸61的作用下,压杆62将胶夹13压入预装件72上,使得胶夹13从输送轨道5上转移至预装胶夹组件7。
25.为便于预装胶夹组件7移动至与钣金件21配合,推动气缸8的伸缩端与整体的预装胶夹组件7驱动连接以带动预装有胶夹13的预装胶夹组件7靠近滑移板23,且推动气缸8的伸缩方向与往复气缸24的伸缩方向垂直设置。
26.在靠近钣金件21设置的推动气缸8的作用下,使得对应的预装胶夹组件 7做靠近滑移板23的运动,直至胶夹13所处的位置与钣金件21一侧的内孔对准设置,之后,在第二气缸71的作用下,推动预装件72靠近钣金件21,使得胶夹13装入钣金件21一侧的内孔中。
27.钣金件21的一侧完成装配胶夹13后,在往复气缸24的作用下,带动钣金件21运动,直至钣金件21另一侧的内孔面向另一个胶夹安装装置3的预装胶夹组件7,在另一个推动气缸8的作用下,带动装有胶夹13的预装胶夹组件7运动,使得胶夹13与钣金件21另一侧的内孔对准,之后,在第二气缸71的作用下,使得预装有胶夹13的预装件72靠近钣金件21,使得胶夹 13装入钣金件21另一侧的内孔。
28.如图2所示,优化的,滑移板23上设有开关按钮12,开关按钮12用于控制往复气缸24的开启以及关闭。实际操作时,本设备只需配备一个操作人员,操作人员站立在靠近钣金件21的一侧,只需控制开关按钮12的工作状态即可,便可完成对钣金件21两侧装入胶夹13,操作简单,工作效率提高,且原本的人工胶夹产能:170pcs/h,本实用新型中的设备产能为340pcs/h,产能翻倍,只需一人操作就可满足出货,减少人工成本。
29.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1