一种具备烘干成型功能的一次性餐盒加工设备的制作方法
[0001]
本实用新型属于餐盒加工技术领域,具体为一种具备烘干成型功能的一次性餐盒加工设备。
背景技术:
[0002]
餐具是人们在日常生活中使用非常频繁的一种饮食工具,随着人们工作和生活节奏的加快,快餐行业得到了飞速发展,而随之而来的便是严重的资源浪费和环保问题,人们在使用快餐时往往都是使用一次性餐具,目前常见的一次性餐盒加工设备自动化效率低,一次性餐盒加工设备不能适用于流水线生产,实用性低,不利于人们的使用。
[0003]
授权公告号cn208375747u中公开一种具备烘干成型功能的一次性餐盒加工设备,包括进料盒,所述进料盒底部的两侧均固定连接有支撑腿,所述进料盒的顶部连通有进料管,所述进料盒内腔的左侧固定连接有第一电动伸缩杆,所述第一电动伸缩杆的右端固定连接有活塞。
[0004]
上述公开的一种具备烘干成型功能的一次性餐盒加工设备,其加工效率较低,单次只能生成一个,且其加热冲压,温度过高导致冲压后的餐盒形状不稳定,温度过低导致饭盒破裂,压铸失败。
技术实现要素:
[0005]
本实用新型的目的在于提供一种具备烘干成型功能的一次性餐盒加工设备,以解决现有技术中生产效率较低、压铸不稳定的问题。
[0006]
为实现上述目的,本实用新型提供如下技术方案:一种具备烘干成型功能的一次性餐盒加工设备,包括设备机壳,所述设备机壳的上端设置有原料箱,所述原料箱的下端设置有压铸模块,所述设备机壳的侧面设置有冷却孔和烘干孔,所述设备机壳的下端设置有水箱,所述水箱的上端设置有压模室,所述原料箱的下端设置有加热丝,所述原料箱与压铸模块之间设置有出料阀,所述压铸模块由上压模和下压模组成,所述上压模与原料箱的下端固定连接,所述下压模的下端设置有气缸,所述下压模通过气缸与压模室的下端面固定连接,所述冷却孔连接有水泵,冷却孔通过水泵与水箱贯通连接,所述烘干孔连接有鼓风机。
[0007]
优选的,所述上压模内设置有圆台状凹槽,所述下压模的为圆台状凸块,当下压模与上压模相互挤压时,上压模与下压模之间有两毫米的间隙,上压模与下压模压合后开启出料阀,原料进入间隙内,待完全充满后,关闭出料阀。
[0008]
优选的,所述下压模的边缘设置有圆环状的防漏条,防漏条防止原料从下压模的边缘泄漏。
[0009]
优选的,所述冷却孔为蜂窝状圆孔,所述烘干孔为圆形通孔,冷却孔喷洒水对餐盒冷却成型,烘干孔吹出热风将餐盒吹干。
[0010]
优选的,所述设备机壳的侧面设置有进风口,鼓风机设置在进风口旁,方便鼓风机
进行气体交换。
[0011]
优选的,所述压模室的上端设置有回流孔,冷却水经回流孔通过进水口流入水箱内进行回收再利用。
[0012]
优选的,所述水箱的上端设置有进水口,所述水箱的下端设置有出水口,水泵通过出水口抽取水箱内的水对餐盒冷却成型,冷却后的水回流至水箱内。
[0013]
所述出料阀的型号为syj5140-3dz-01,所述气缸的型号为 kd2000630050m,所述水泵的型号为80qzf-90n,所述鼓风机的型号为 yikanq-mn01,所述加热丝的型号为sk3102000,该鼓风机具有加热功能,出料阀、气缸、水泵、鼓风机和加热丝均通过导线外接电源进行供电。
[0014]
与现有技术相比,本实用新型的有益效果是:本实用新型通过热熔压模,然后冷却烘干,设备压模质量大大提升,每次可以进行多组餐盒生产,大大提升了餐盒的生产效率。
附图说明
[0015]
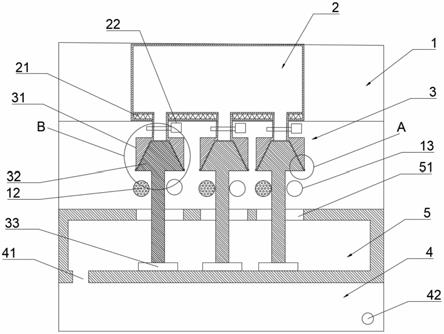
图1为本实用新型的正剖图;
[0016]
图2为本实用新型的侧剖图;
[0017]
图3为本实用新型图1中的a处放大图;
[0018]
图4为本实用新型图1中的b处放大图。
[0019]
图中:1设备机壳、2原料箱、3压铸模块、4水箱、5压模室、6鼓风机、 7水泵、12冷却孔、13烘干孔、14进风口、21加热丝、22出料阀、31上压模、32下压模、33气缸、41进水口、42出水口、51回流孔、321防漏条。
具体实施方式
[0020]
请参阅图1和图2,一种具备烘干成型功能的一次性餐盒加工设备,包括设备机壳1,设备机壳1的上端设置有原料箱2,原料箱2的下端设置有压铸模块3,设备机壳1的侧面设置有冷却孔12和烘干孔13,设备机壳1的下端设置有水箱4,水箱4的上端设置有压模室5,原料箱2的下端设置有加热丝 21,原料箱2与压铸模块3之间设置有出料阀22,压铸模块3由上压模31和下压模32组成,上压模31与原料箱2的下端固定连接,下压模32的下端设置有气缸33,下压模32通过气缸33与压模室5的下端面固定连接,冷却孔 12连接有水泵7,冷却孔12通过水泵7与水箱4贯通连接,烘干孔13连接有鼓风机6。
[0021]
请参阅图2,设备机壳1的侧面设置有进风口14,鼓风机6设置在进风口14旁,方便鼓风机6进行气体交换。
[0022]
请参阅图3,下压模32的边缘焊接有圆环状的防漏条321,防漏条321 防止原料从下压模32的边缘泄漏。
[0023]
请参阅图4,上压模31内设置有圆台状凹槽,下压模32的为圆台状凸块,当下压模32与上压模31相互挤压时,上压模31与下压模32之间有两毫米的间隙,上压模31与下压模32压合后开启出料阀22,原料进入间隙内,待完全充满后,关闭出料阀22,冷却孔12为蜂窝状圆孔,烘干孔13为圆形通孔,冷却孔12喷洒水对餐盒冷却成型,烘干孔13吹出热风将餐盒吹干。
[0024]
本方案的工作原理是:本实用新型在使用时,接通电源,加热丝21对原料箱2内的
物料进行加热,待物料融化后,启动气缸33,将下压模32升至与上压模31压合,打开出料阀22物料流入压铸模块3内,然后关闭出料阀22,待原料稍稍冷却后,通过气缸33调节下压模32至压模室5的上端,启动水泵7,水泵7将水箱4内的水通过冷却孔12喷出,将餐盒冷却成型,然后关闭水泵7,启动鼓风机6,鼓风机6将餐盒表面的水分烘干成型,完成餐盒的生产。
[0025]
本实用新型通过热熔压模,然后冷却烘干,设备压模质量大大提升,每次可以生产多组餐盒,大大提升了餐盒的生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1