一种用于基材表面的热覆膜机构的制作方法
[0001]
本实用新型属于机械设备的技术领域,特别涉及一种用于基材表面的热覆膜机构及热覆膜方法。
背景技术:
[0002]
众所周知,涂料是保护基材表面,又使基材表面具有高光亮洁的美化作用,但由于涂料主要是由各种化合物混合而成,所以涂料一般都有气味,甚至有些还挥发有毒物质。人们就想到用护卡膜贴合基材表机以达到同样的保护和美观效果。护卡膜一面是光面pet层,另一面是胶粘层,利用胶粘层的粘力直接将整个护卡膜覆膜到基材表面,这使得基材表面即美观,又防湿防潮。利用传统覆膜机贴合护卡膜,通过对覆膜辊筒加热,辊筒表面的热量经过pet层传导到热熔胶,辊表面温度必须远高于热熔胶的熔点温度,如果辊筒表面温度太低,热熔胶熔融不彻底,粘结不牢;辊表面的温度必须达到150度以上,才能让热熔胶彻底熔融,此时,pet也因高温变软发生变形,覆膜后板材表面的pet产生橘皮纹及其他不良现象。
技术实现要素:
[0003]
针对上述技术问题,本实用新型提供一种贴膜效果好的用于基材表面的热覆膜机构及热覆膜方法。
[0004]
为解决上述技术问题,本实用新型提供的技术方案是:一种用于基材表面的热覆膜机构,包括机架,在机架上设有支撑基材的支撑辊、设置在支撑辊后段且运输基材的过渡辊,在支撑辊上方设有与支撑辊相互作用将覆膜贴合到基材表面的覆膜辊;所述的覆膜辊前段设有对覆膜胶粘层进行预热处理的预热辊;在所述的覆膜辊和预热辊之间设有对覆膜胶粘层直接加热的加热装置;
[0005]
进一步:在上述用于基材表面的热覆膜机构中,所述的加热装置是平面加热模组。所述的平面加热模组后段还设有弧面加热模组。所述的平面加热模组和弧面加热模组是一组发热灯管或者发热灯带组合而成。平面加热模组和弧面加热模组的加热面尽可能平行覆膜的胶粘层。
[0006]
所述的平面加热模组和弧面加热模均设有切断加热源的提离机构。
[0007]
所述的覆膜辊侧边设有及时感应覆膜胶粘层温度的测温感应器。
[0008]
它还包括承载覆膜料卷的放料辊。
[0009]
所述的覆膜辊与过渡辊之间还设有及时对覆膜pet表面层进行冷却的冷却过渡辊。
[0010]
上述用于基材表面的热覆膜机构的热覆膜方法,步骤为:
[0011]
a:基板待贴膜表面进行预处理:对基板待贴膜的表面充分清洁后烤热,基板表面的温度达到80至85度;
[0012]
b:对覆膜的胶粘层进行预热处理:预热辊直接贴合覆膜的胶粘层,使胶粘层的温度达到60至65度;
[0013]
c:对覆膜的胶粘层进行加热处理:平面加热模组加热覆膜的胶粘层,使其温度达到80至110度,弧面加热模组继续加热覆膜的胶粘层,使其温度达到120 至130度;
[0014]
d:利用覆膜辊和支撑辊的相互作用直接将步骤c的胶粘层直接贴合到步骤 a的基板待贴膜表面。
[0015]
它还包括对步骤d贴膜后的基板pet表面进行及时冷却处理的步骤。
[0016]
与现有技术相比,本实用新型用于基材表面的热覆膜机构,包括机架,在机架上设有支撑基材的支撑辊、设置在支撑辊后段且运输基材的过渡辊,在支撑辊上方设有与支撑辊相互作用将覆膜贴合到基材表面的覆膜辊;所述的覆膜辊前段设有对覆膜胶粘层进行预热处理的预热辊;在所述的覆膜辊和预热辊之间设有对覆膜胶粘层直接加热的加热装置。当然,本实用新型的机架内设有plc 控制器,plc控制器对各个机构的协调动作起自动化的控制作用。本实用新型改变传统热覆膜机构对对覆膜辊筒加热,辊筒表面的热量经过pet层传导到热熔胶的加热方式,本实用新型直接对覆膜胶粘层进行加热,胶粘层的粘接熔融温度一般在90至120度,而护卡膜的光膜pet层的熔融温度一般在130以上,利用两者的温差,本实用新型改变传统热覆膜机构对覆膜的加热方式,本实用新型直接对覆膜的胶粘层进行加热,同时覆膜以后,又及时对覆膜pet层进行冷却处理,充分保证胶粘层粘合牢固。由本实用新型热覆膜方法所得的覆膜基板,覆膜表面平整高光透亮,美观大方。
附图说明
[0017]
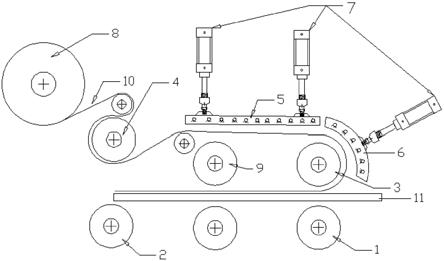
图1是本实用新型用于基材表面的热覆膜机构的结构示意图;
[0018]
其中,1支撑辊、2过渡辊、3覆膜辊、4预热辊、5平面加热模组、6弧面加热模组、7提离机构、8放料辊、9冷却过渡辊、10护卡膜、11木质基板。
具体实施方式
[0019]
为了便于本领域技术人员的理解,下面将结合具体实施例及附图对本实用新型结构原理作进一步详细描叙:
[0020]
如附图1所示:一种用于基材表面的热覆膜机构,包括机架,在机架上设有支撑基材的支撑辊1、设置在支撑辊后段且运输基材的过渡辊2,在支撑辊上方设有与支撑辊相互作用将覆膜贴合到基材表面的覆膜辊3;所述的覆膜辊前段设有对覆膜胶粘层进行预热处理的预热辊4;在所述的覆膜辊3和预热辊之间设有对覆膜胶粘层直接加热的加热装置;所述的加热装置是平面加热模组5。所述的平面加热模组后段还设有弧面加热模组6。所述的平面加热模组和弧面加热模组是一组发热灯管或者发热灯带组合而成。所述的平面加热模组和弧面加热模均设有切断加热源的提离机构7。所述的覆膜辊3侧边设有及时感应覆膜胶粘层温度的测温感应器。它还包括承载覆膜料卷的放料辊8。所述的覆膜辊与过渡辊之间还设有及时对覆膜pet表面层进行冷却的冷却过渡辊9。
[0021]
由上述用于基材表面的热覆膜机构的热覆膜方法,对护卡膜10覆膜木质基板11的热覆膜方法,步骤为:
[0022]
a:木质基板11待贴膜表面进行预处理:对木质基板11待贴膜的表面充分清洁后烤热,木质基板11表面的温度如表1所示;
[0023]
b:对护卡膜10(覆膜)的胶粘层进行预热处理:预热辊4直接贴合护卡膜 10(热覆
膜)的胶粘层,使胶粘层的温度达到如表1;
[0024]
c:对护卡膜10(覆膜)覆膜的胶粘层进行加热处理:平面加热模组5加热护卡膜10(覆膜)的胶粘层,使护卡膜10(覆膜)的胶粘层的温度达到如表1;弧面加热模组继续加热护卡膜10(覆膜)的胶粘层,使护卡膜10(覆膜)的胶粘层的温度达到如表1;
[0025]
d:利用覆膜辊3和支撑辊1的相互作用直接将步骤c的胶粘层直接贴合到步骤a的木质基板11的待贴膜表面。
[0026]
它还包括对步骤d贴膜后的木质基板11表面进行及时冷却处理的步骤。
[0027]
表1:各实施例的相关步骤的温度(度)
[0028][0029]
将上述实施例所得的覆膜木质基板,覆膜表面平整高光透亮,美观大方。木质表面的木纹清晰可见。其覆膜强度按照《gb/t2791——1995胶粘剂t剥离强度的试验方法》测试,得出的实验数据如表2所示:
[0030]
表2:拉力测试数据(n:牛顿)
[0031]
实施例实施例1实施例2实施例3实施例4实施例5剥离强度(n:牛顿)150151147149150实验结果合格合格合格合格合格
[0032]
从上述实验数据得出,本实用新型用于基材表面的热覆膜机构及热覆膜方法所得的覆膜木质基板,覆膜表面光亮高洁,美观大方,木质表面的木纹清晰可见。覆膜与基材表面的粘接力非常好。
[0033]
本实用新型并不限于上述实施例。在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化,皆属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1