一种紧凑型热铆焊头及其热铆焊接机的制作方法
1.本申请涉及加工设备技术领域,具体涉及一种紧凑型热铆焊头及其热铆焊接机。
背景技术:
2.热铆焊接机(又称热铆机或者热熔机,全名为热熔铆点焊接机)用来连接由不同材料制造的制件,使热固性塑料与热熔性塑料制件间实现相互连接,或使塑料制件与金属连接。
3.热铆焊接机中最重要的部位为热铆焊头,热铆焊头的性能决定了产品加工的效率,热铆焊头的体积决定了加工过程中的适应能力,现有的热铆焊头预热和冷却效率较为低下,而且体积较大,外部容易和产品发生碰撞磨损,致使故障率变高,且现有的热铆焊头不能对温度进行监控,精确控制预热和冷却时间。
4.另外,现有的热铆焊头将加热线圈的加热导线部分裸露于外部,安装时需要专门对其进行固定,增加安装难度的同时体积也难以缩小,安装或使用时加热导线容易发生缠绕磨损导致损坏。
5.因此,如何对现有的热铆焊头进行改进升级,使其克服上述问题是本领域技术人员亟待解决的一个问题。
技术实现要素:
6.本申请的目的在于提供一种结构紧凑,焊头整体体积小,预热速度快,冷却效率高,能够精确感应焊头温度,对线束保护效果好的紧凑型热铆焊头及其热铆焊接机。
7.为达到以上目的,本申请采用的技术方案为:一种紧凑型热铆焊头,包括焊头主体、冷却通道、加热线圈和焊头固定杆,所述焊头主体固定设置于所述焊头固定杆下端,其特征在于:所述焊头主体内设置有冷却腔,所述焊头固定杆内开设有上下贯穿的束线通道,所述加热线圈包括加热导线和线圈端,所述冷却通道和所述加热导线设置于所述束线通道内,所述冷却通道连通所述冷却腔,所述焊头主体上开设有引线通道,所述线圈端穿过所述引线通道,并缠绕于所述焊头主体外壁。
8.具体的,还包括感温器,所述感温器设置于所述束线通道内,并与所述焊头主体可拆卸连接,所述感温器包括感温线,所述焊头主体上开设有固定槽,所述焊头主体外壁上开设有与所述固定槽连通的安装孔,所述感温线穿过所述固定槽伸至所述安装孔内。
9.作为改进,所述焊头主体外壁上设置有与所述引线通道连通的螺旋导线槽,所述线圈端安装于所述螺旋导线槽内。
10.作为优选,所述引线通道为引线槽。
11.作为优选,所述引线通道为引线孔。
12.作为优选,所述冷却通道为通气管。
13.作为改进,所述焊头主体和所述冷却通道之间以及所述焊头主体和所述焊头固定杆之间皆为螺纹连接。
14.作为改进,所述安装孔为螺纹孔。
15.作为改进,所述焊头固定杆上端设置有连接套管。
16.本实用新型还提供了一种热铆焊接机,包括热铆工装,所述热铆工装上设置有上述任一种紧凑型热铆焊头。
17.与现有技术相比,本申请的优点在于:
18.1、通过隐藏式的设计,将通气管、加热线圈和感温线都设置于焊头固定杆内,使焊头固定杆既起到了收纳束线的作用,减小整体体积,方便焊头的安装连接;也起到了对线束保护的作用,增加结构稳定性,提升线束使用寿命。
19.2、由于加热线圈通过引线通道与螺旋导线槽连接,进一步增加了与焊头的接触面积,在焊头体积不变的情况下,进一步提升预热效率。
20.3、增加安装和拆卸方便的感温线,可精确控制焊头的温度,快速进行反应,缩短预热和冷却的时间间隔,增加加工效率。
附图说明
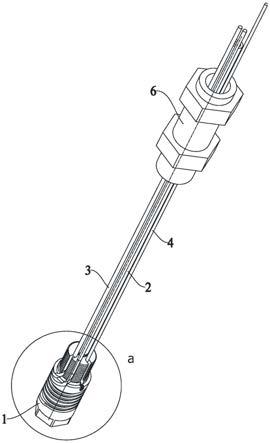
21.图1是根据本申请的一个优选实施例的整体结构示意图;
22.图2是根据本申请的一个优选实施例的内部结构示意图;
23.图3是根据本申请的一个优选实施例图2中a处的焊头主体放大视图;
24.图4是根据本申请的一个优选实施例的焊头主体径向截面视图;
25.图5是根据本申请的一个优选实施例图4中a
‑
a方向的剖面视图;
26.图6是根据本申请的一个优选实施例图4中b
‑
b方向的剖面视图。
27.图中:1、焊头主体;11、冷却腔;12、引线通道;13、螺旋导线槽;14、固定槽;15、安装孔;2、冷却通道;3、加热线圈;31、加热导线;32、线圈端;4、感温器;5、焊头固定杆;51束线通道;6、连接套管;7、固定板。
具体实施方式
28.以下描述用于揭露本申请以使本领域技术人员能够实现本申请。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
29.在本申请的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本申请的具体保护范围。
30.下面结合附图对本申请做进一步说明:
31.如图1至6所示,本申请的一个优选实施例包括焊头主体1、冷却通道2、加热线圈3、感温器4和焊头固定杆5,焊头主体1固定设置于焊头固定杆5下端,焊头主体1 内设置有冷却腔11,焊头固定杆5内开设有上下贯穿的束线通道51,加热线圈3包括加热导线31和线圈端32,加热导线31外侧包覆有导线,起到保护和隔离的作用,避免线束之间互相影响,冷却通道2、加热导线31和感温器4设置于束线通道51内,使焊头固定杆5既起到了收纳束线的作用,减小整体体积,方便焊头的安装连接;也起到了对线束保护的作用,增加结构稳定性,提
升线束使用寿命。
32.冷却通道2连通冷却腔11,焊头主体1上开设有引线通道12,线圈端32穿过引线通道12,并缠绕于焊头主体1外壁,感温器4与焊头主体1可拆卸连接。
33.焊头主体1外壁上设置有与引线通道12连通的螺旋导线槽13,线圈端32安装于螺旋导线槽13内,能够最大化的增加线圈端32与焊头主体1的接触面积,实现焊头主体 1的快速加热,减少预热时间,由于线圈端32通过引线通道12与螺旋导线槽13连接,进一步增加了与焊头的接触面积,在焊头体积不变的情况下,进一步提升预热效率,预热时间可缩短至40秒到50秒之间。
34.感温器4包括感温线,焊头主体1上开设有固定槽14,焊头主体1外壁上开设有与固定槽14连通的安装孔15,感温线穿过固定槽14伸至安装孔15内,安装孔15为螺纹孔,可直接通过螺丝进行固定,结构简单,操作方便。
35.引线通道12可以为引线槽,引线槽截面为弧形,能够方便加热线圈3引入焊头固定杆5,将外绕的加热导线31引入束线通道51内,但是由于加热线圈3质地较硬,可能会脱离引线槽,需要进行焊接固定或者利用焊头固定杆5进行配合卡接。
36.引线通道12可以为引线孔,安装后的结构更加牢固,加热线圈3不容易脱离焊头,但是安装缠绕和拆卸较为不方便。
37.冷却通道2可以为通气管,气体冷却具有成本低,冷却效率高,环保等特点,能够实现快速冷却,冷却时间能够缩短至3秒到5秒之间。
38.焊头主体1和冷却通道2之间以及焊头主体1和焊头固定杆5之间皆为螺纹连接,不需要工具即可进行连接,方便安装和拆卸维护。
39.焊头固定杆5上端设置有连接套管6,连接套管6和固定板7使用螺母进行连接固定,连接套管6使用低导热材料制作,和焊头固定杆5分离设置,能够隔离焊头产生的热量,保护机器和模具。
40.本申请实施例还提供一种热铆焊接机,热铆焊接机上设置有热铆工装,上述任一实施例的紧凑型热铆焊头皆可安装于热铆焊接机的热铆工装上使用。
41.以上显示和描述了本申请的基本原理、主要特征和本申请的优点。本行业的技术人员应该了解,本申请不受上述实施例的限制,上述实施例和说明书中描述的只是本申请的原理,在不脱离本申请精神和范围的前提下本申请还会有各种变化和改进,这些变化和改进都落入要求保护的本申请的范围内。本申请要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1