高铁用绝缘钢筋套管定位装置的制作方法
1.本实用新型涉及高铁用绝缘管生产设备,特别涉及高铁用绝缘钢筋套管定位装置,属于机械设备技术领域。
背景技术:
2.高铁上用到的绝缘管是采用在一定长度的钢筋上套设要求根数和长度的绝缘管后采用热缩工艺将绝缘管固化到钢筋上,目前这种绝缘管生产中绝缘管向钢筋上套设一般采用的都是人工作业,人工作业效率低、成本高,而且质量不易控制,如要实现自动生产,则需要对输送过来的多个绝缘管全部准确定位,才能为其穿设到钢筋上做好基础准备。
技术实现要素:
3.本实用新型的目的在于为高铁用的绝缘管自动生产设备提供一种高铁用绝缘钢筋套管定位装置。
4.为实现本实用新型的目的,采用了下述的技术方案:高铁用绝缘钢筋套管定位装置,包括机架,在机架上安装有电机驱动的环形的同步输送带,在所述的同步输送带下设置有u形挡板,同步输送带上下方向投影在u形挡板中,u形板下部安装有升降气缸,升降气缸升起时,u形板的上端面位于同步输送带上表面的上方,升降气缸降下时,u形板的上端面高度位于同步输送带上表面的以下或者与同步输送带上表面齐平,在机架上安装有多个前后分布的阻挡气缸,阻挡气缸的活动端固定连接有阻挡块,阻挡块位于同步输送带的上方,在各阻挡块前部设置有推板,推板固定连接在水平左右方向的推板气缸的活动端,在同步输送带进料端的机架上安装有物料检测传感器。
5.进一步的;所述的升降气缸采用两个。
6.进一步的;所述的物料检测传感器为激光传感器。
7.本实用新型的积极有益技术效果在于:本装置能够对将多个绝缘管同时定位在同步输送带上,待u形挡板降下后,通过推板气缸送到设定位置,为各绝缘管穿到钢筋上的特定位置做好准备。
附图说明
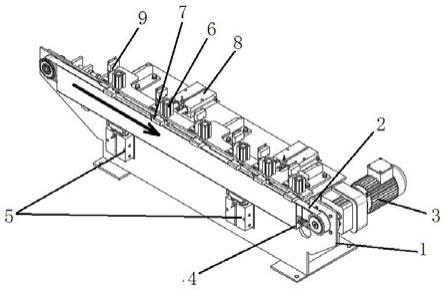
8.图1是本实用新型的示意图。
9.图2是图1中的部分放大示意图。
具体实施方式
10.为了更充分的解释本实用新型的实施,提供本实用新型的实施实例。这些实施实例仅仅是对本实用新型的阐述,不限制本实用新型的范围。
11.结合附图对本实用新型进一步详细的解释,附图中各标记为:1:机架;2:同步输送带;3:同步输送带的驱动电机;4:u形挡板;5:升降气缸;6:阻挡气缸;7:推板;8:推板气缸;
9:激光传感器;10:阻挡块。
12.如附图所示,高铁用绝缘钢筋套管定位装置,包括机架1,在机架上安装有电机驱动的环形的同步输送带2,在所述的同步输送带下设置有u形挡板3,同步输送带上下方向投影在u形挡板中,u形板下部安装有升降气缸5,所述的升降气缸采用两个,升降气缸升起时,u形板的上端面位于同步输送带上表面的上方,升降气缸降下时,u形板的上端面高度位于同步输送带上表面的以下或者与同步输送带上表面齐平,在机架上安装有多个前后分布的阻挡气缸6,阻挡气缸的运动方向为上下方向,阻挡气缸6的活动端固定连接有阻挡块10,阻挡块位于同步输送带的上方,在各阻挡块前部设置有推板7,推板固定连接在水平左右方向的推板气缸8的活动端,图1中所示的状态为推板气缸推出来的状态,在同步输送带进料端的机架上安装有物料检测传感器,所述的物料检测传感器为激光传感器9。
13.本装置的工作过程为:当需要输送绝缘管时,两升降气缸同时上升推,推板位于u形板之外,最后端的阻挡气缸下推,下推到位后阻挡块位于同步输送带表面;同步输送带运行,开始输送绝缘管,供管处设备放出第一个绝缘热缩套管到同步输送带上,一段时间后再放一个绝缘管,每隔一段时间放一个,放出一根钢筋所需绝缘热缩套管后,即完成一次供管;当激光传感器感应后,相应的一个阻挡气缸下推,按此方式、顺序,阻挡气缸依次下推,激光传感器感应到设定数量后,同步输送带停止运行,然后升降边气缸同时下降,所有阻挡气缸同时升起,推板气缸同时推出,推板将定位好的绝缘管推至下一工序设备,推板气缸推出到位后返回。该轮动作结束。推管气缸返回到位后开始下一轮动作。
14.在详细说明本实用新型的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围,且本实用新型亦不受限于说明书中所举实例的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1