医疗导管拉伸成型用端部定位夹持机构的制作方法
1.本实用新型涉及一种导管定位夹持机构,特别是涉及一种医疗导管拉伸成型用端部定位夹持机构。
背景技术:
2.在医疗导管加工时需要对坯管进行加热拉伸,拉伸时依靠夹具夹持坯管的两端沿坯管轴向移动。而医疗导管的固定端为锥形管,在现有的人工生产加工过程中,工人在导管的固定端用钳子夹住,在拉伸时,比较容易脱落,一旦脱落,导管就需要进行2次加热并再次拉伸,或者直接报废,即便进行了2次拉伸,由于加热时间控制不稳定,导致成品率也非常低。由于人工拉伸工艺中没有治具,手工拉伸不稳定,这也导致成品率下降。
技术实现要素:
3.针对上述现有技术缺陷,本实用新型的任务在于提供一种医疗导管拉伸成型用端部定位夹持机构,解决医疗导管的固定端的夹持问题,提高夹持可靠性及夹持效率。
4.本实用新型技术方案如下:一种医疗导管拉伸成型用端部定位夹持机构,包括气缸、卡槽连接件、芯棒载板和定位孔板,所述气缸的气缸杆与所述卡槽连接件固定连接,所述芯棒载板与所述卡槽连接件以垂直于所述气缸杆伸缩方向卡接,所述芯棒载板包括载板本体以及若干芯棒,所述芯棒包括锥形段和圆柱段,所述芯棒以轴线平行于所述气缸杆伸缩方向固定连接于所述载板本体的前侧面,所述定位孔板设置于所述气缸的前方,所述定位孔板上设有若干与所述芯棒的所述锥形段配合的锥形孔,所述锥形孔的轴线平行于所述气缸杆伸缩方向。
5.进一步地,所述载板本体包括条状卡接体和提拉拉手,所述提拉拉手固定于所述条状卡接体的顶面,所述提拉拉手与条状卡接体间设置间隙。
6.进一步地,所述卡槽连接件呈l型,包括背板和底板,所述底板的两侧设有开口相对的卡槽,所述气缸杆与所述背板固定连接。
7.进一步地,所述芯棒以横向单层间隔设置。
8.本实用新型与现有技术相比的优点在于:利用芯棒的锥形段和定位孔板的锥形孔配合,能够准确定位夹持导管坯管,锥形能够起到自定位的作用,另外内外配合的夹持方式完全避免了导管脱落问题,也不会产生像外夹持方式作用力过大夹扁导管引起损伤的问题。芯棒设置在芯棒载板上以卡接方式连接,方便人工替换芯棒上的导管坯管,有利于提高装夹效率,另外,可用多个芯棒载板轮流替换生产的方式,在前一组导管拉伸审查时有充足时间完成后一组导管的套装,充分利用拉伸过程的时间,提高整体生产效率。
附图说明
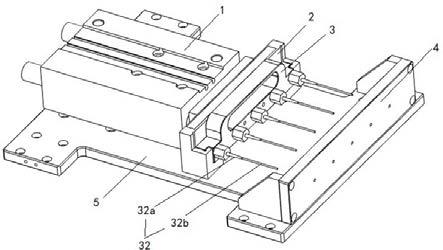
9.图1为医疗导管拉伸成型用端部定位夹持机构立体结构示意图。
10.图2为卡槽连接件结构示意图。
11.图3为芯棒载板结构示意图。
12.图4为定位孔板剖面示意图。
具体实施方式
13.下面结合实施例对本实用新型作进一步说明,但不作为对本实用新型的限定。
14.为了更好地理解本实用新型,请结合图1至图4所示,医疗导管拉伸成型用端部定位夹持机构包括气缸1、卡槽连接件2、芯棒载板3和定位孔板4四部分,气缸1和定位孔板4安装在基座底板5上,其中定位孔板4设置于气缸1的前方。卡槽连接件2呈l型,包括背板21和底板22,底板22的两侧设有开口相对的卡槽23,气缸1的气缸杆与背板21固定连接。
15.芯棒载板3包括载板本体31以及若干芯棒32,其中载板本体31包括条状卡接体31a和提拉拉手31b,提拉拉手31b固定于条状卡接体31a的顶面,提拉拉手31b与条状卡接体31a间设置间隙31c。间隙31c的存在目的是方便工人抠在间隙位置握住提拉拉手31b来拿取芯棒载板3。芯棒32包括锥形段32a和圆柱段32b,芯棒32以轴线平行于气缸杆伸缩方向固定设置在条状卡接体31a的前侧面,在本实施例中,设置了五根芯棒32,依次横向单层间隔设置,也就是说,本实施例总的医疗导管拉伸成型用端部定位夹持机构依次可以装夹五根医疗导管坯管,在装夹时,将医疗导管坯管的固定端穿套在芯棒32,然后将条状卡接体31a由上往下卡入卡槽连接件2的卡槽23内即可。定位孔板4上依次排列五个与五根芯棒32一一对应的锥形孔41,锥形孔41的孔形是与芯棒32的锥形段32a匹配,锥形孔41的轴线平行于气缸杆伸缩方向。
16.在医疗导管坯管装夹完成后,进行拉伸时,气缸1的气缸杆带动卡槽连接件2及芯棒载板3前移,医疗导管坯管穿入定位孔板4的锥形孔41,随着气缸杆的不断前移,芯棒32的锥形段32a进入定位孔板4的锥形孔41内进而对医疗导管坯管的固定端形成内外的夹持,由于锥形的自定位作用,原先因为医疗导管坯管尺寸偏大与芯棒32的锥形32a段为间隙配合逐渐变为医疗导管坯管与芯棒32的锥形段32a紧密贴合,保证了医疗导管的固定端的准确稳定夹持。
技术特征:
1.一种医疗导管拉伸成型用端部定位夹持机构,其特征在于,包括气缸、卡槽连接件、芯棒载板和定位孔板,所述气缸的气缸杆与所述卡槽连接件固定连接,所述芯棒载板与所述卡槽连接件以垂直于所述气缸杆伸缩方向卡接,所述芯棒载板包括载板本体以及若干芯棒,所述芯棒包括锥形段和圆柱段,所述芯棒以轴线平行于所述气缸杆伸缩方向固定连接于所述载板本体的前侧面,所述定位孔板设置于所述气缸的前方,所述定位孔板上设有若干与所述芯棒的所述锥形段配合的锥形孔,所述锥形孔的轴线平行于所述气缸杆伸缩方向。2.根据权利要求1所述的医疗导管拉伸成型用端部定位夹持机构,其特征在于,所述载板本体包括条状卡接体和提拉拉手,所述提拉拉手固定于所述条状卡接体的顶面,所述提拉拉手与条状卡接体间设置间隙。3.根据权利要求1所述的医疗导管拉伸成型用端部定位夹持机构,其特征在于,所述卡槽连接件呈l型,包括背板和底板,所述底板的两侧设有开口相对的卡槽,所述气缸杆与所述背板固定连接。4.根据权利要求1所述的医疗导管拉伸成型用端部定位夹持机构,其特征在于,所述芯棒以横向单层间隔设置。
技术总结
本实用新型公开了一种医疗导管拉伸成型用端部定位夹持机构,包括气缸、卡槽连接件、芯棒载板和定位孔板,所述气缸的气缸杆与所述卡槽连接件固定连接,所述芯棒载板与所述卡槽连接件以垂直于所述气缸杆伸缩方向卡接,所述芯棒载板包括载板本体以及若干芯棒,所述芯棒包括锥形段和圆柱段,所述芯棒以轴线平行于所述气缸杆伸缩方向固定连接于所述载板本体的前侧面,所述定位孔板设置于所述气缸的前方,所述定位孔板上设有若干与所述芯棒的所述锥形段配合的锥形孔,所述锥形孔的轴线平行于所述气缸杆伸缩方向。本实用新型可对医疗导管坯管进行定位夹持,有效防止坯管脱落,且有利于提高生产效率。高生产效率。高生产效率。
技术研发人员:顾慕杰 卫丽锋
受保护的技术使用者:英沃德智能科技(苏州)有限公司
技术研发日:2020.11.11
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1