镶拼式热流道系统的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种镶拼式热流道系统。
背景技术:
2.滴灌管是一种节水灌溉的高标准灌溉技术,其具有节水增产高效和环保等优点,被广泛应用于大田、大棚、温室、生态园林和城市绿化中。滴灌管中的滴头是重要的组成部分,精密滴头生产采用注塑成型工艺生产,高精度注塑机料筒加温使材料塑化成液体状态通过高压注塑到模具型腔冷却成型。如图6所示,常规的模具通常包括模板、模芯101和热流道102,其中,热流道102为圆柱结构其端部设置有多个热咀103,热咀103插入到模芯101中。物料进入到热流道102中并从热咀103输出进入到模芯的型腔槽中以形成滴头。受热流道102结构的限制,热流道102端部配置的热咀103数量较少,进而限制了模芯101上型腔槽的数量,导致整体加工效率较低。如何设计一种提高加工生产效率的模具技术是本实用新型所要解决的技术问题。
技术实现要素:
3.本实用新型提供一种镶拼式热流道系统,实现提高镶拼式热流道系统的加工生产效率。
4.本实用新型提供一种镶拼式热流道系统,包括:模架、模板、多个热流道和多个模芯,所述模板中设置有安装槽,所述安装槽中设置有多个贯穿所述模板的贯通孔;所述模芯设置在所述安装槽中,所述模芯的外表面设置有阵列布置的多个型腔槽;所述热流道包括圆柱流道和长方体流道,所述圆柱流道中沿轴线方向设置有主流路,所述长方体流道的外部设置有电加热部件,所述长方体流道的底部设置有进料口,所述长方体流道的内部设置有两条并排布置的第一流路,所述长方体流道的顶部设置有两排热咀,位于同一排的多个所述热咀与对应的所述第一流路连通,所述进料口分别连通两条所述第一流路,所述长方体流道设置在所述圆柱流道上,所述主流路与所述进料口连接;所述圆柱流道设置在所述模架上,所述长方体流道穿过所述贯通孔,所述热咀与对应的所述型腔槽连通;所述模板设置在所述模架上并遮盖住所述热流道。
5.进一步的,所述长方体流道的内部还设置有两条第二流路,所述第二流路倾斜布置并连接在所述进料口与对应的所述第一流路之间。
6.进一步的,所述长方体流道的侧壁布置有所述电加热部件。
7.进一步的,所述长方体流道的底部布置有所述电加热部件。
8.进一步的,所述长方体流道的侧壁和底部分别设置有卡槽,所述电加热部件设置在所述卡槽中。
9.本实用新型提供的镶拼式热流道系统,通过将热流道分为圆柱流道和长方体流道,圆柱流道用于输送液态注塑料,注塑料经由主流路进入到长方体流道中的进料口,注塑料通过进料口分配给两条第一流路,第一流路经通过对应的多个热咀向型腔槽中注入注塑
料以形成滴头;而由于热流道配置有长方体流道,可以充分的利用长方体流道的表面积布置更多的热咀,进而增加单次生产的滴头数量,以提高加工生产效率。
附图说明
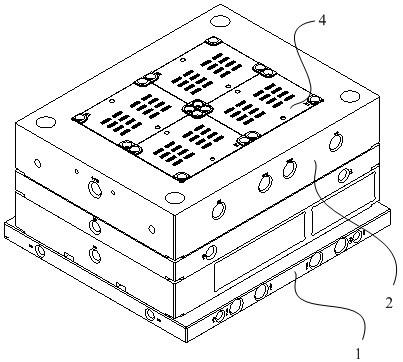
10.图1为本实用新型镶拼式热流道系统实施例的结构示意图;
11.图2为本实用新型镶拼式热流道系统实施例的局部结构示意图;
12.图3为本实用新型镶拼式热流道系统实施例中长方体流道的结构示意图之一;
13.图4为本实用新型镶拼式热流道系统实施例中长方体流道的结构示意图之二;
14.图5为图4中a
‑
a向剖视图;
15.图6为现有技术中滴头模具的局部结构示意图。
具体实施方式
16.图1
‑
图5所示,本实施例镶拼式热流道系统,包括:模架1、模板2、多个热流道3和多个模芯4,模板2中设置有安装槽(未标记),所述安装槽中设置有多个贯穿模板2的贯通孔(未标记);模芯4设置在所述安装槽中,模芯4的外表面设置有阵列布置的多个型腔槽41;热流道3包括圆柱流道31和长方体流道32,圆柱流道31中沿轴线方向设置有主流路(未图示),长方体流道32的外部设置有电加热部件33,长方体流道32的底部设置有进料口321,长方体流道32的内部设置有两条并排布置的第一流路322,长方体流道32的顶部设置有两排热咀34,位于同一排的多个所述热咀与对应的第一流路322连通,进料口321分别连通两条第一流路322,长方体流道32设置在圆柱流道31上,所述主流路与进料口321连接;圆柱流道31设置在模架1上,长方体流道32穿过所述贯通孔,热咀34与对应的型腔槽41连通;模板2设置在模架1上并遮盖住热流道3。
17.具体而言,本实施例镶拼式热流道系统在使用时,注塑机输出的注塑料进入到圆柱流道31中的所述主流路中,液态的注塑料经由所述主流路进入到长方体流道32中,注塑料从进料口321中进入后分别流入到第一流路322中,进而通过每条第一流路322将注塑料分配供给同一排中的多个热咀34,以通过热咀34将注塑料输送至型腔槽41中,完成滴头的注塑加工。
18.其中,由于与模芯4配合的长方体流道32可以最大限度的利用其顶部面积布置更多的热咀34,以使得模芯4上对应的配置对应数量的型腔槽41。这样,在模芯4面积不变的情况下,可以布置更多型腔槽41,进而实现单次加工生产更多的滴头,以提高生产效率。
19.另外,由于长方体流道32的外部还设置有电加热部件33,进而确保长方体流道32内部具有较高的温度以满足液态注塑料在第一流路322中顺畅的流动,使得同一排中不同的热咀34能够获得均匀量的注塑料。
20.对于本实施例镶拼式热流道系统中的模架1、模板2和模芯4的具体结构形式,可以采用常规技术中滴头模具的结构设计,在此不做限制和赘述。
21.进一步的,长方体流道32的内部还设置有两条第二流路323,第二流路323倾斜布置并连接在进料口321与对应的第一流路322之间。具体的,由于长方体流道32通过单一的进料口321输入注塑料,而对于分布在进料口321两侧的第一流路322,则通过对应的第二流路323与进料口321连通。优选地,可以将进料口321布置在长方体流道32底部的中间位置,
并使得两个第一流路322分布在进料口321的两侧并沿长方体流道32的长度方向延伸,第二流路323则倾斜连接在进料口321和第一流路322之间,以满足注塑料均匀供料的要求。同时,长方体流道32的顶部还设置有多个插槽3221,位于同一排上的插槽3221与对应的第一流路322连通,插槽3221中放置有热咀34。
22.更进一步的,为了确保长方体流道32加热均匀,则长方体流道32的侧壁布置有电加热部件33,通过四周布置的电加热部件33能够均匀的加热长方体流道32内的注塑料。另外,还可以在长方体流道32的底部进一步的布置有电加热部件33,以在长方体流道32的底部进行辅助加热。而为了方便安装电加热部件33,长方体流道32的侧壁和底部分别设置有卡槽320,电加热部件33设置在卡槽320中。
23.本实用新型提供的镶拼式热流道系统,通过将热流道分为圆柱流道和长方体流道,圆柱流道用于输送液态注塑料,注塑料经由主流路进入到长方体流道中的进料口,注塑料通过进料口分配给两条第一流路,第一流路经通过对应的多个热咀向型腔槽中注入注塑料以形成滴头;而由于热流道配置有长方体流道,可以充分的利用长方体流道的表面积布置更多的热咀,进而增加单次生产的滴头数量,以提高加工生产效率。
24.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1