模具的制作方法
1.本技术涉及注塑成型技术领域,具体涉及一种模具。
背景技术:
2.目前在内嵌注塑过程中,由内嵌工件体积较小,且与模具之间的定位不够充分,导致模具移动时的震动会将工件甩出,造成压模频繁、产品不良以及维修频率较高等问题。
技术实现要素:
3.有鉴于此,有必要提供一种能够提升内嵌的工件稳定性的模具。
4.本技术一实施例中提供一种模具,包括公模和母模,所述公模和所述母模用于合模注塑,所述公模包括从上至下依次连接的公模仁、公模板及公模承板,所述公模仁的上部设有用于定位工件的定位槽,所述公模仁还设有滑槽,所述滑槽的一端连通所述定位槽,另一端朝向所述公模板延伸并贯穿于所述公模仁;所述模具还包括浮动机构,所述浮动机构包括浮动件、弹性件及支撑件,所述浮动件滑动穿设于所述滑槽内,所述浮动件靠近所述定位槽的一端用于承载所述工件;所述弹性件套设于所述浮动件,所述支撑件滑动穿设于所述公模板,所述支撑件的一端用于抵推所述浮动件远离所述定位槽的一端,另一端连接所述公模承板,所述公模承板用于朝向或远离所述公模板运动,以带动所述支撑件靠近或远离所述浮动件运动,使所述支撑件抵推或脱离所述浮动件,以带动所述浮动件在所述滑槽内上下移动,所述浮动件用于带动所述工件在所述定位槽和滑槽内上下移动。
5.进一步地,在一些实施例中,所述公模仁的下部设有收容腔,所述收容腔连通所述滑槽,且所述收容腔靠近所述定位槽的一端包括第一止挡壁。
6.进一步地,在一些实施例中,所述浮动件包括浮动杆和止挡部,所述浮动杆的一端用于承载所述工件,另一端设有所述止挡部,所述弹性件设于所述收容腔内且套设于所述浮动杆,且所述弹性件的两端分别抵接所述止挡部及所述第一止挡壁,所述弹性件用于弹性抵推所述浮动杆下降。
7.进一步地,在一些实施例中,所述公模仁远离所述定位槽的一端还设有止挡腔,所述止挡腔分别连通所述收容腔和所述滑槽,所述止挡腔与所述收容腔连接处设有第二止挡壁,所述止挡腔用于收容所述止挡部,所述第二止挡壁用于限制所述止挡部上移的距离。
8.进一步地,在一些实施例中,所述止挡腔的宽度大于所述收容腔的宽度,所述收容腔的宽度大于所述滑槽的宽度。
9.进一步地,在一些实施例中,所述支撑件包括支撑杆及支撑部,所述支撑杆滑动穿设于所述公模板,所述公模承板上设有承载槽,所述支撑部设于所述承载槽内,所述支撑杆的一端用于抵推所述止挡部,另一端连接所述支撑部,所述公模承板通过所述支撑部带动所述支撑杆靠近或远离所述浮动件运动。
10.进一步地,在一些实施例中,所述止挡部的截面面积大于所述支撑杆的截面面积。
11.进一步地,在一些实施例中,所述公模板顶部设有避让槽,所述避让槽连通所述止
挡腔,所述避让槽用于收容所述止挡部,以使所述弹性件能够抵推所述浮动件下降。
12.进一步地,在一些实施例中,所述避让槽的深度为1-2毫米。
13.进一步地,在一些实施例中,所述滑槽的两侧设有与其连通的导向槽,所述浮动杆的两侧设有凸起部,所述凸起部滑动设于所述导向槽内,以对所述浮动杆的移动导向。
14.上述模具在合模前,通过弹性件驱动浮动件沿滑槽下降以使工件滑落至滑槽内,使滑槽的侧壁固定工件,在合模后,通过浮动件沿滑槽上升以推出工件至定位槽内,以使注塑时工件与注塑件合为一体,进而实现了提升内嵌的工件稳定性的目的。
附图说明
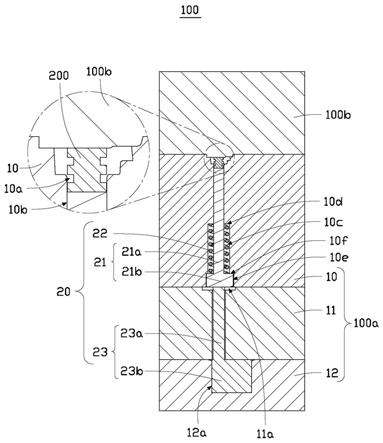
15.图1为本技术一实施方式中模具的剖视图。
16.图2为一实施例中浮动杆与滑槽的俯视图。
17.图3为图1中浮动件下降及上升状态的示意图。
18.主要元件符号说明
19.模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
20.工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
21.公模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100a
22.母模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100b
23.公模仁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
24.定位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10a
25.滑槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10b
26.导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10b1
27.收容腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10c
28.第一止挡壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10d
29.止挡腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10e
30.第二止挡壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10f
31.公模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
32.避让槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11a
33.公模承板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
34.承载槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12a
35.浮动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
36.浮动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
37.浮动杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21a
38.止挡部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21b
39.凸起部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21c
40.弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
41.支撑件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
42.支撑杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23a
43.支撑部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23b
具体实施方式
44.下面将结合本技术实施方式中的附图,对本技术的技术方案进行描述,显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。
45.需要说明的是,当组件被称为
″
固定于
″
另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是
″
连接
″
另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是
″
设置于
″
另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语
″
垂直的
″
、
″
水平的
″
、
″
左
″
、
″
右
″
以及类似的表述只是为了说明的目的。
46.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语
″
或/及
″
包括一个或多个相关的所列项目的任意的和所有的组合。
47.下面结合附图,对本技术的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
48.图1为本技术一实施方式中模具100的剖视图。作为示例性说明,模具 100为内嵌注塑模具,用于注塑件与内嵌工件的注塑成型。模具100包括公模100a和母模100b。公模100a置于母模100b下方。公模100a包括从上至下依次连接的公模仁10、公模板11及公模承板12,公模仁10及公模板11固定连接,公模承板12可相对公模板11上下移动。公模仁10顶部设有用于定位工件200的定位槽10a,在合模前将工件200放置于定位槽 10a中,以使注塑件与工件100一体成型。公模仁10还设有滑槽10b,滑槽10b的一端连通定位槽10a,使滑槽10b能够收容工件200,滑槽10b 的另一端沿朝向公模板11的方向延伸并贯穿于公模仁10的底部。公模仁 10的下部设有收容腔10c,收容腔10c连通滑槽10b,且收容腔10c靠近定位槽10a的一端包括第一止挡壁10d。
49.模具100还包括浮动机构20,浮动机构20包括浮动件21、弹性件22 及支撑件23,浮动件21用于抵推工件200在定位槽10a和滑槽10b内上下移动,弹性件22用于弹性驱动浮动件21向下复位,支撑件23用于抵推浮动件21在滑槽10b向上移动,以使浮动件21抵推工件200向上移动。
50.其中,浮动件21滑动穿设于滑槽10b内,且浮动件21靠近定位槽10a 的一端用于承载工件200,另一端用于与支撑件23抵接。在合模前,浮动件21沿滑槽10b下降以使工件200滑落至滑槽10b内,滑槽10b的侧壁能够固定工件200,防止工件200晃动;在合模后,浮动件21再沿滑槽10b 上升以抵推工件200至定位槽10a内,以使工件200在注塑时与注塑件融合。
51.其中,弹性件22位于收容腔10c内且套设于浮动件21上,弹性件的两端分别抵持于浮动件21及第一止挡壁10d,用于弹性抵推浮动件21向下复位。作为示范性举例,弹性件22为压缩弹簧。
52.支撑件23滑动穿设于公模板11内,且支撑件23的顶端用于抵推浮动件21,底端连接公模承板12,公模承板12可带动支撑件23朝向浮动件21 移动,使支撑件23能够抵推浮动件21向上移动。
53.上述的模具100工作方式为:合模时,通过公模承板12带动支撑件23 上移,使支撑件23抵推浮动件21在滑槽10b向上运动,浮动件21带动工件200上移,同时压缩弹性件22;开
模时,通过公模承板12带动支撑件 23下移,弹性件22释放弹性向下抵推浮动件21,以使浮动件21下移复位,从而带动工件200下移至滑槽10b内,避免模具移动时,工件200被甩出。
54.为了便于弹性件22抵推浮动件21,浮动件21包括浮动杆21a和止挡部21b。浮动杆21a的一端用于承载工件200,另一端设有止挡部21b,且止挡部21b的截面面积大于浮动杆21a的截面面积。弹性件22套设于浮动杆21a,且两端分别抵持于止挡部21b的顶面及第一止挡壁10d。
55.为了限制浮动件21的移动距离,公模仁10的底部设有止挡腔10e。止挡腔10e分别连通收容腔10c和滑槽10b,并贯穿公模仁10的底部。止挡腔10e设于收容腔10c下方且连接处设有第二止挡壁10f。止挡腔10e用于收容止挡部21b,第二止挡壁10f用于止挡止挡部10e,以限制浮动件21 上移的距离。在一实施例中,为了便于加工,止挡腔10e的宽度大于收容腔 10c的宽度,收容腔10c的宽度大于滑槽10b的宽度。
56.支撑件23包括支撑杆23a及支撑部23b。支撑杆23a滑动穿设于公模板11。公模承板12上设有承载槽12a,支撑部23b设于承载槽12a内。支撑杆的顶端用于抵推止挡部21b,底端连接支撑部23b。公模承板12通过支撑部23b带动支撑杆23a靠近或远离浮动件21运动,进而抵推或脱离浮动件21。为了便于支撑杆23a抵推止挡部21b,止挡部21b的截面面积大于支撑杆23a的截面面积。
57.为了增大浮动件21的下降空间,公模板11顶部设有避让槽11a,避让槽11a连通止挡腔10e。避让槽11a的宽度大于止挡部21b,以收容止挡部 21b。弹性件22能够抵推浮动件21下降直至止挡部21b底部接触避让槽 11a的槽底。在一实施例中,止挡腔10 e的高度与止挡部21b的高度相同,故避让槽11a的高度即为浮动件21的移动范围。避让槽11a深度范围为1-2 毫米,如1.5毫米等。
58.图2为一实施例中浮动杆21a与滑槽10b的俯视图。滑槽10b的两侧沿长度方向设有导向槽10b1,浮动件21a的两侧沿长度方向设有凸起部 21c。凸起部21c滑动设于导向槽10b1内,以对浮动件21的移动导向并防止浮动件21转动。在一实施例中,导向槽10b1与凸起部21c呈三角状,在其他实施例中,导向槽10b1与凸起部21c也可以呈其他形状,如圆弧状。
59.图3为图1中浮动件21下降及上升状态的示意图。综上所述,模具100 的注塑过程为:开模时,公模承板12带动支撑件23下降,弹性件22向下抵推浮动件21,直至止挡部21b底部接触避让槽11a的槽底,如图3中的 (a)所示;将工件200置于浮动杆21a上并放入滑槽10b内;放入工件20 后合模,公模承板12带动支撑件23上升,支撑杆23a抵推止挡部21b,使浮动件21抵推工件200上升至定位槽10a内,如图3中的(b)所示;合模后,注塑使用的液态材料进入公模仁10及母膜100b之间的成型腔内,同时液态材料会流入定位槽10a内,以包裹住工件200,以使冷却后注塑件与工件200 成为一体;注塑后开模,将成型件取走,同时公模承板12带动支撑件23下降,弹性件22抵推浮动件21下降,再放入一个工件200至滑槽10b内,重复上述过程以多次成型。
60.上述模具100在合模前,通过弹性件22驱动浮动件21沿滑槽10b下降以使工件200滑落至滑槽10b内,使滑槽10b的侧壁固定工件200,在合模后,浮动件21沿滑槽10b上升以推出工件200至定位槽10a内,以使注塑时工件200与注塑件合为一体,进而实现了提升内嵌的工件200稳定性的目的。
61.另外,本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本
申请,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术的公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1