橡胶件负压环境挤出成型模具结构的制作方法
1.本实用新型属于挤出模具技术领域,尤其涉及一种橡胶件负压环境挤出成型模具结构。
背景技术:
2.汽车橡胶密封条在口模挤出环节,会通过热风进气并硫化作用,使得胶料从原来成型时的塑变转变为成熟时的弹性体,高温加热过程快速均匀固化,由于热风对准出料口吹气作用,导致橡胶密封条在排出模具过程中进入空气,造成橡胶密封条内部空腔结构的膨胀,橡胶密封条无法达到要求的成型结构。
技术实现要素:
3.本实用新型的目的是为了解决上述技术问题,而提供橡胶件负压环境挤出成型模具结构,从而实现模具的出口位置负压环境挤出橡胶件,橡胶件成型结构稳定。为了达到上述目的,本实用新型技术方案如下:
4.橡胶件负压环境挤出成型模具结构,包括成型模具结构、贯穿设于成型模具结构内部的进料管、设于成型模具结构内且连通进料管用于挤出橡胶的挤出流道、设于成型模具结构端面上位于挤出流道外周用于成型橡胶结构的成型槽、嵌入挤出流道内且位于成型槽中的排气块;排气块的表面设有从成型模具结构内部贯穿连通外部的负压孔。
5.具体的,所述成型模具结构包括依序叠合设置的固定板、流道板、若干口模板、以及锁紧固定各板面的锁紧板。
6.具体的,所述锁紧板的内部设有成型槽,锁紧板的表面设有连通负压孔的抽气孔。
7.具体的,所述排气块的外周由挤出流道围绕设置。
8.具体的,橡胶件负压环境挤出成型模具结构还包括设于成型模具结构上用于与橡胶共挤成型涂层的辅助挤出组件,辅助挤出组件包括安装于锁紧板上的挤出管、与挤出管对接且位于口模板内的进料槽,进料槽与挤出流道连通。
9.与现有技术相比,本实用新型橡胶件负压环境挤出成型模具结构的有益效果主要体现在:
10.通过在挤出流道内设置排气块,使得排气块外周成型橡胶结构的内腔位置处于负压环境,避免由于高温硫化吹气引起的局部位置压力不平衡导致的过度膨胀问题,橡胶出模成型结构稳定,符合设定的尺寸要求。
附图说明
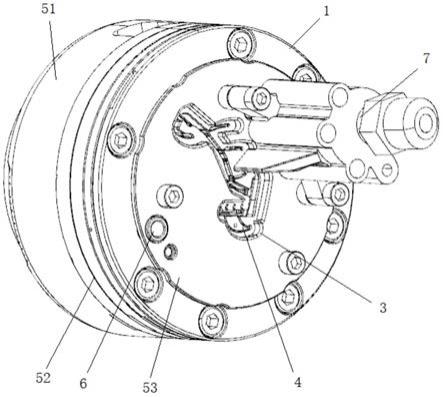
11.图1为本实用新型实施例的结构示意图之一;
12.图2为本实施例的结构示意图之二;
13.图3为本实施例挤出流道的结构示意图;
14.图中数字表示:
15.1成型模具结构、11进料管、2挤出流道、3成型槽、4排气块、41负压孔、5固定板、51流道板、52口模板、53锁紧板、6抽气孔、7挤出管、71进料槽。
具体实施方式
16.下面对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.实施例:
18.参照图1
‑
3所示,本实施例为橡胶件负压环境挤出成型模具结构,包括成型模具结构1、贯穿设于成型模具结构1内部的进料管11、设于成型模具结构1内且连通进料管11用于挤出橡胶的挤出流道2、设于成型模具结构1端面上位于挤出流道2外周用于成型橡胶结构的成型槽3、嵌入挤出流道2内且位于成型槽3中的排气块4;排气块4的表面设有从成型模具结构1内部贯穿连通外部的负压孔41。
19.成型模具结构1包括依序叠合设置的固定板5、流道板51、若干口模板52、以及锁紧固定各板面的锁紧板53。
20.锁紧板53的内部设有成型槽3,锁紧板53的表面设有连通负压孔41的抽气孔6。
21.进料管11连接至挤出机,用于接入熔融状态的橡胶材料。
22.排气块4的外周由挤出流道围绕设置。
23.橡胶件负压环境挤出成型模具结构还包括设于成型模具结构1上用于与橡胶共挤成型涂层的辅助挤出组件,辅助挤出组件包括安装于锁紧板53上的挤出管7、与挤出管7对接且位于口模板52内的进料槽71,进料槽71与挤出流道2连通。涂层材料由挤出管7进入进料槽71,并随挤出流道2挤出橡胶时,同时进行橡胶表面包覆涂层的成型,增强橡胶的实用性,具有良好外观。
24.应用本实施例时,通过在挤出流道2内设置排气块4,使得排气块4外周成型橡胶结构1的内腔位置处于负压环境,避免由于高温硫化吹气引起的局部位置压力不平衡导致的过度膨胀问题,橡胶出模成型结构稳定,符合设定的尺寸要求。
25.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.橡胶件负压环境挤出成型模具结构,其特征在于:包括成型模具结构、贯穿设于成型模具结构内部的进料管、设于成型模具结构内且连通进料管用于挤出橡胶的挤出流道、设于成型模具结构端面上位于挤出流道外周用于成型橡胶结构的成型槽、嵌入挤出流道内且位于成型槽中的排气块;排气块的表面设有从成型模具结构内部贯穿连通外部的负压孔。2.根据权利要求1所述的橡胶件负压环境挤出成型模具结构,其特征在于:所述成型模具结构包括依序叠合设置的固定板、流道板、若干口模板、以及锁紧固定各板面的锁紧板。3.根据权利要求2所述的橡胶件负压环境挤出成型模具结构,其特征在于:所述锁紧板的内部设有成型槽,锁紧板的表面设有连通负压孔的抽气孔。4.根据权利要求1所述的橡胶件负压环境挤出成型模具结构,其特征在于:所述排气块的外周由挤出流道围绕设置。5.根据权利要求2所述的橡胶件负压环境挤出成型模具结构,其特征在于:橡胶件负压环境挤出成型模具结构还包括设于成型模具结构上用于与橡胶共挤成型涂层的辅助挤出组件,辅助挤出组件包括安装于锁紧板上的挤出管、与挤出管对接且位于口模板内的进料槽,进料槽与挤出流道连通。
技术总结
本实用新型揭示了橡胶件负压环境挤出成型模具结构,包括成型模具结构、贯穿设于成型模具结构内部的进料管、设于成型模具结构内且连通进料管用于挤出橡胶的挤出流道、设于成型模具结构端面上位于挤出流道外周用于成型橡胶结构的成型槽、嵌入挤出流道内且位于成型槽中的排气块;排气块的表面设有从成型模具结构内部贯穿连通外部的负压孔。本实用新型实现了模具的出口位置负压环境挤出橡胶件,橡胶件成型结构稳定。型结构稳定。型结构稳定。
技术研发人员:贺前猛 卢萍 乔志壮
受保护的技术使用者:库博汽车标准配件(昆山)有限公司
技术研发日:2020.12.29
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1