一种用于安装下模的装置的制作方法
1.本实用新型属于汽车零部件技术领域,具体涉及一种用于安装下模的装置。
背景技术:
2.汽车的内饰零部件是汽车的一部分,虽然对整车的性能影响不大,但作为使用者能够直观看到和触摸到的地方,对使用者的影响很大。现在,为了提高使用舒适度和汽车内部的美观度,甚至汽车制造商为了迎合消费者的审美和需求,对汽车的内饰零部件的美化要求越来越高。一般美化的方法就是在汽车的车内饰骨架上贴上相应的表皮。大件的车内饰骨架使用包边设备进行贴皮包边,而小件的,特别是形状不规则,中间有凹陷的,例如上装饰板,为了使表皮平整美观地包到车内饰骨架上,通常采用手动人工包边,不仅效率低,而且无法保证质量。
技术实现要素:
3.本实用新型是为了解决上述问题而进行的,目的在于提供一种用于安装下模的装置。
4.本实用新型提供了一种用于安装下模的装置,下模用于固定表皮,表皮用于对车内饰骨架进行包边,具有覆盖下模的覆盖部分和不覆盖下模的预留边,具有这样的特征,包括:主支撑模胎,与下模的形状相匹配,用于固定下模;主驱动机构,用于驱动主支撑模胎上升,进而带动下模上升,从而将固定在下模上的表皮贴到车内饰骨架上,得到待包边产品;边模胎,设置在预留边的对应位置,用于承托预留边;边驱动机构,用于驱动边模胎升降;夹紧机构,用于和边模胎配合夹住预留边,进而将预留边包覆到待包边产品上,其中,主驱动机构包括丝杆、与丝杆的一端相连接的驱动器以及设置在丝杆顶端的压力传感器,主支撑模胎放置在压力传感器上,驱动电机驱动丝杆带动压力传感器及主支撑模胎一起升降。
5.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征:其中,主驱动机构还包括支撑板及位于支撑板下方的导向筒及导向轴,导向轴固定在支撑板的下表面上,套在导向筒内且在导向筒内上下移动,支撑板放置在压力传感器上,主支撑模胎放置在支撑板上。
6.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征:其中,导向筒及导向轴的数目为四个,四个导向轴分别设置在支撑板的四个角部。
7.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征:其中,夹紧机构包括翻转气缸及气动夹子,气动夹子在翻转气缸的带动下翻转至预留边的一侧,与位于预留边的另一侧的边模胎一起夹住预留边。
8.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征:其中,气动夹子与边模胎一起上升至预留边贴到待包边产品上,上升过程中气动夹子与边模胎之间的缝隙逐渐增大,当预留边贴到待包边产品上时,缝隙宽度大于预留边的厚度。
9.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征,还包括:机
架,其中,驱动器为伺服电机,边驱动机构为边驱动气缸,伺服电机、边驱动气缸及翻转气缸均设置在机架上。
10.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征,还包括:凹陷包边部,其中,车内饰骨架具有中间凹陷部分,凹陷包边部包括凹陷包边气缸及凹陷包边件,凹陷包边气缸驱动凹陷包边件嵌入凹陷部分从而对凹陷部分进行包边。
11.在本实用新型提供的用于安装下模的装置中,还可以具有这样的特征:其中,下模具有多个定位针,多个定位针的位置、形状分别与表皮上的多个定位孔相匹配,用于将表皮固定在下模上。
12.实用新型的作用与效果
13.根据本实用新型所提供的用于安装下模的装置,包括主支撑模胎、主驱动机构、边模胎、边驱动机构和夹紧机构。主支撑模胎固定下模,主驱动机构驱动主支撑模胎上升,带动下模上升,将固定在下模上的表皮贴到车内饰骨架上,得到待包边产品;而边模胎设置在预留边的对应位置,承托住预留边,夹紧机构和边模胎配合夹住预留边,边驱动机构驱动边模胎相对于主支撑模胎上升,将预留边包覆到待包边产品上,实现自动包边。另外,主支撑模胎放置在压力传感器上,二者一起升降,表皮贴合到车内饰骨架的过程中,通过压力的变化控制驱动器的速度,进而将下模对车内饰骨架的压力调整到合适值,保证表皮贴合完整又不被过度挤压。该装置和具有烘烤功能的上模翻转装置配合,实现了包边的自动化,提高了工作效率和包边质量。
附图说明
14.图1是本实用新型的实施例中的烘烤贴边复合设备的结构示意图;
15.图2是本实用新型的实施例中的烘烤贴边复合设备的上模翻转状态图;
16.图3是本实用新型的实施例中的翻转驱动机构的结构示意图;
17.图4是本实用新型的实施例中的异形热风加热部的安装结构示意图;
18.图5是本实用新型的实施例中的异形热风加热部和异形灯管加热部的安装结构示意图;
19.图6是本实用新型的实施例中的测温部的安装结构示意图;
20.图7是本实用新型的实施例中的异形热风加热部的结构示意图;
21.图8是本实用新型的实施例中的异形灯管加热部的结构示意图;
22.图9是本实用新型的实施例中的待包边产品加热区域示意图;
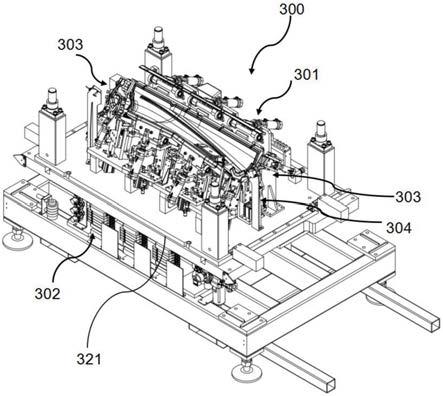
23.图10是本实用新型的实施例中的下模安装装置的结构示意图;
24.图11是本实用新型的实施例中的下模安装装置的另一角度的结构示意图;
25.图12是本实用新型的实施例中的表皮被定位针定位后的安装示意图;
26.图13是本实用新型的实施例中的表皮被夹紧后的状态示意图;
27.图14是本实用新型的实施例中的夹紧机构打开时的结构示意图;
28.图15是本实用新型的实施例中的夹紧机构夹紧时的结构示意图;以及
29.图16是本实用新型的实施例的主支撑模胎和边模胎上升到一半时的结构示意图。
具体实施方式
30.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下结合实施例及附图对本实用新型用于安装下模的装置作具体阐述。
31.<实施例>
32.图1是本实用新型的实施例中的烘烤贴边复合设备的结构示意图。
33.如图1所示,烘烤贴边复合设备1000用于对车内饰骨架烘烤贴边。该烘烤贴边复合设备1000的工作环境为25℃的恒温车间。
34.烘烤贴边复合设备1000包括上模翻转装置100、烘烤机构、下模安装装置300及控制机构(附图中未显示)。在本实施例中,以车内饰骨架中的一种即上装饰板为例进行说明。
35.上模翻转装置100用于安装上模,上模的形状与车内饰骨架相匹配,车内饰骨架卡合在上模上。车内饰骨架的中间有凹陷的通孔,也就是凹陷部分。相应的,上模的对应位置也有凹陷。一般地,凹陷部分比较小,在本实施例中,凹陷部分呈长约3cm,宽从0.5cm逐渐增大到1cm的不规则狭长条状。
36.下模安装装置300用于安装下模,下模的形状也与车内饰骨架相匹配。下模用于固定对车内饰骨架进行包边的表皮,表皮的表面已由喷胶设备均匀喷胶。表皮的形状与车内饰骨架相匹配,表皮具有覆盖下模的覆盖部分和不覆盖下模的预留边。预留边的宽度根据需要包边的部位设定,以能够保住车内饰骨架的边缘,在本实施例中,预留边的宽度为1cm
‑
2cm。表皮对应凹陷部分的地方有相应的开口,方便对该凹陷部分进行包边。在本实施例中,凹陷部分指上装饰板的中件孔洞的抠手部分。
37.当下模安装装置300上升,将表皮贴到车内饰骨架上时,得到待包边产品。烘烤机构对该待包边产品进行烘烤。控制机构与对上模翻转装置、下模安装装置及烘烤机构电连接,对上模翻转装置、下模安装装置及烘烤机构进行控制。
38.图2是本实用新型的实施例中的烘烤贴边复合设备的上模翻转状态图。
39.如图1、2所示,上模翻转装置100机架101、固定机构102及翻转驱动机构103。
40.机架101放置在地面上。固定机构102包括用于固定上模的固定框架121及夹紧部。夹紧部为四个夹紧气缸122,安装在固定框架121上,位于上模的四周,对贴上表皮的车内饰骨架的不同部位进行夹紧。
41.固定框架121与机架101通过转轴转动连接。翻转驱动机构103安装在机架101上,驱动固定机构102绕转轴相对于机架101翻转0
°‑
35
°
,方便工人取放车内饰骨架及包边完成的产品。
42.图3是本实用新型的实施例中的翻转驱动机构的结构示意图。
43.如图3所示,翻转驱动机构103包括翻转丝杆131、翻转驱动件132、减速机133、同步带轮134、同步带135及翻转丝杆螺母副136。
44.翻转驱动件132为伺服电机,固定在机架101上,该伺服电机的输出端与减速机133连接,并且减速机133通过同步带轮134、同步带135及翻转丝杆螺母副136与翻转丝杆131连接,将旋转运动转变为翻转丝杆131的直线运动。因此翻转驱动件驱动翻转丝杆运动从而带动固定框架121翻转,进而带动固定在固定框架121上的待包边产品或者包边完成的产品进行翻转,方便取放。
45.图4是本实用新型的实施例中的异形热风加热部的安装结构示意图;图5是本实用
新型的实施例中的异形热风加热部和异形灯管加热部的安装结构示意图;图6是本实用新型的实施例中的测温部的安装结构示意图。
46.如图2、4
‑
6所示,烘烤机构包括安装在固定框架121上的异形热风加热部201、异形灯管加热部202及测温部203。
47.异形热风加热部201在控制机构的控制下烘烤待包边产品的中间凹陷部分a。
48.异形灯管加热部202在控制机构的控制下烘烤待包边产品的周边的预留边。
49.测温部203包括多个测温元件,这些测温元件固定在固定框架121上,且分布在上模的周围以及上模对应的车内饰骨架的中间凹陷部处的旁边,用于测量待包边产品的温度,将测到的温度反馈到控制机构,控制机构根据实时温度调整异形热风加热部201和异形灯管加热部202的功率,防止对预留边的过度烘烤,造成包边质量下降。
50.图7是本实用新型的实施例中的异形热风加热部的结构示意图。
51.如图5、7所示,异形热风加热部201包括热风刀211及驱动热风刀211的风刀气缸212。风刀气缸212安装在固定框架121上,在控制机构的控制下,带动热风刀211下降至待包边产品的中间凹陷部分a的上方约1cm处,热风刀211吹出的热风对该中间凹陷部分a进行烘烤,对该处的预留边上的胶水加热,以便该预留边很好的粘贴到车内饰骨架上。
52.图8是本实用新型的实施例中的异形灯管加热部的结构示意图。
53.如图5、8所示,异形灯管加热部202包括异形灯管221及驱动异形灯管的灯管气缸222。
54.异形灯管221的一面镀金,另一面也就是朝向预留边的一面未镀金。异形灯管221为u型,转弯处圆弧过度。每个异形灯管221的形状根据其需要加热的部位的待包边产品的形状设定,多个异形灯管221依次排列,遍布上模的四周,使得固定在上模上的待包边产品的四周都能够被加热。由于两个异形灯管221的紧密排列,热量辐射,因此交界处b,即使没有灯管的地方,也能够被很好的加热。
55.每个异形灯管221都由一个灯管气缸222驱动,灯管气缸222安装在固定框架121上,在控制机构的控制下,带动与其固定的异形灯管221下降至上模的四周,也就是距离待包边产品约2cm
‑
3cm处,异形灯管221的钨丝发出的热量辐射到该处的预留边上,对表皮和车内饰骨架均进行加热,以便该预留边很好的粘贴到车内饰骨架上。
56.图9是本实用新型的实施例中的待包边产品加热区域示意图。
57.如图9所示,异形灯管221对待包边产品的四周的预留边c处进行加热,热风刀211对凹陷部分a进行加热。a和c处的测温元件实时监测该处的温度,并将测到的温度输送到控制机构,控制机构根据温度,分别调整异形灯管221和热风刀211的加热元件的电流从而控制其功率,进而对加热温度进行控制。
58.图10是本实用新型的实施例中的下模安装装置的结构示意图;图11是本实用新型的实施例中的下模安装装置的另一角度的结构示意图;图12是本实用新型的实施例中的表皮被定位针定位后的安装示意图;图13是本实用新型的实施例中的表皮被夹紧后的状态示意图;图14是本实用新型的实施例中的夹紧机构打开时的结构示意图;图15是本实用新型的实施例中的夹紧机构夹紧时的结构示意图;图16是本实用新型的实施例的主支撑模胎和边模胎上升到一半时的结构示意图。
59.如图10
‑
16所示,下模安装装置300用于安装下模400,包括主支撑模胎301、主驱动
机构302、边模胎303、边驱动机构304、夹紧机构305和凹陷包边部(附图中未显示)。
60.主支撑模胎301与下模400的形状相匹配,用于固定下模400。下模400上具有多个定位针401,这些定位针401的形状与位置和表皮上的多个定位孔相匹配。
61.主驱动机构302包括支撑板321、驱动器322、丝杆323、压力传感器324、导向筒325和导向轴326。
62.驱动器322为伺服电机,固定在机架101上,位于支撑板321的中心的下方,电机的输出端与丝杆323固定连接,丝杆323的顶端安装有压力传感器324。在控制机构的控制下,驱动器322驱动丝杆323上升或者下降,带动压力传感器324、支撑板321及设置在其上主支撑模胎301、边模胎303、夹紧机构305一起升降。
63.支撑板321放置在压力传感器324上,上表面安装有主支撑模胎301、边模胎303、边驱动机构304、夹紧机构305。导向轴326固定在支撑板321的下表面的四个角处,且套在固定在机架101上的导向筒325内,导向轴326在导向筒325内上下移动。
64.当下模400安装主支撑模胎301后,将表皮放到下模400上,定位针401在与其固定的气缸的驱动下,伸出到定位孔中,将表皮伸展的铺开在下模400上。夹紧机构305动作,加夹紧预留边。
65.当驱动器322驱动支撑板321上升时,主支撑模胎301、边模胎303、下模400和表皮一起上升,上升至表皮接触到未翻转状态的上模,表皮贴到车内饰骨架上,得到待包边产品。定位针401缩回,便于边模胎303包边。在表皮贴到车内饰骨架得到待包边产品的过程中,通过压力传感器324的压力变化,可知整个过程中的压力变化,从而控制表皮贴到车内饰骨架上的力度。
66.边模胎303设置在主支撑模胎301的四周,和主支撑模胎301能够无缝隙地贴合在一起,和预留边对应,从下方承托住预留边。
67.边驱动机构304为气缸,在控制机构的控制下,驱动边模胎303相对于主支撑模胎301升降。
68.夹紧机构305包括多个翻转气缸351和固定在翻转气缸351上的气动夹子352。
69.翻转气缸351不动作时,气动夹子352位于预留边的上方,当翻转气缸351动作,气动夹子352移动到预留边的上方,和边模胎303配合夹住预留边。初夹住时,气动夹子352与边模胎303之间的缝隙小于预留边的厚度,当主驱动机构302停止上升,边模胎303和气动夹子352继续上升,但是气动夹子352在翻转气缸351的驱动下,慢慢向外翻转,使得上升过程中气动夹子352与边模胎303之间的缝隙逐渐增大,当预留边贴到待包边产品上时,缝隙宽度大于预留边的厚度。整个过程模拟人工手动包边。
70.四周包边完成后,驱动器322驱动支撑板321下降一定高度,带动主支撑模胎301、边模胎303及翻转气缸351同步下降,此时,安装在固定框架121上的凹陷包边部开始动作。凹陷包边部包括凹陷包边气缸及固定在其输出端的凹陷包边件。凹陷包边件位于凹陷部分的下方,形状与凹陷部分相匹配,在凹陷气缸的驱动下,嵌入凹陷部分向上升起,使此处的预留边通过挤压的方式贴到凹陷部分的空洞的四周。然后凹陷包边件退出凹陷部分,全部包边完成,得到包边完成的产品。
71.烘烤贴边复合设备1000的使用方法如下:
72.首先,将上模翻转装置100的固定框架121翻转到一定角度,操作工将车内饰骨架
安装到固定框架121上,然后固定框架121翻转回复未翻转状态,四个夹紧气缸将车内饰骨架进一步固定。再将下模400及表皮固定好,下模和表皮上升,四个夹紧气缸退回原位,表皮贴到车内饰骨架的表面,得到待包边产品。然后四个夹紧气缸动作,夹紧待包边产品,此时烘烤机构下降,开始烘烤待包边产品。烘烤结束,烘烤机构回位。边模胎303继续上升,将待包边产品四周的预留边包上。边模胎303下降,凹陷包边部开始动作,将凹陷部分的预留边包上。所有的机构回位,固定框架121向外翻转,操作工取下产品,结束流程。
73.实施例的作用与效果
74.根据本实施例提供的烘烤贴边复合设备,包括上模翻转装置、烘烤机构和下模安装装置,其中,上模翻转装置和烘烤机构构成具有烘烤功能的上模翻转装置,以下对每个装置的作用和效果分别进行说明。
75.本实施例提供的上模翻转装置,具有机架、固定机构及翻转驱动机构。固定机构的固定框架与机架通过转轴转动连接,因此,翻转驱动机构驱动固定机构绕该转轴相对于机架翻转,使得固定在固定框架上的上模随之翻转,因此车内饰骨架能够被方便的取下或者安装在上模上。
76.在本实施例的上模翻转装置中,翻转驱动件为伺服电机,该伺服电机的输出端与减速机连接,减速机通过同步带轮、同步带及翻转丝杆螺母副与翻转丝杆连接,使得旋转运动转化成翻转丝杆的直线运动,随着翻转丝杆的上升,实现固定框架的向上翻转,结构简单,便于操作。
77.在本实施例的上模翻转装置中,位于上模的四周的四个夹紧气缸,和固定框架一起实现对待包边产品或者车内饰骨架进行夹紧固定。
78.在本实施例的上模翻转装置中,固定框架的翻转角度为0
°‑
35
°
,该角度最大限度地方便操作工从上模上取放物品。
79.本实施例还提供了一种具有烘烤功能的上模翻转装置,包括本实施例提供的上模翻转装置和烘烤机构,上模翻转装置固定及翻转上模,烘烤机构对固定在上模上的待包边产品进行烘烤,包括异形热风加热部和异形灯管加热部。异形热风加热部烘烤待包边产品的中间凹陷部分,异形灯管加热部烘烤待包边产品的四周,实现待包边部位的全部烘烤,加热预留边上的胶水,使预留边很好地贴到车内饰骨架上。
80.在实施例提供的具有烘烤功能的上模翻转装置中,需要加热时,灯管气缸在控制机构的控制下带动异形灯管移动至待包边产品的预留边的对应位置,加热完毕,异形灯管移开,不影响其他操作。并且,异形灯管的一面镀金,另一面未镀金的朝向预留边,距离预留边2cm
‑
3cm,热能经镀金层反射到预留边,节能高效。另外,热风刀在风刀气缸的驱动下,对中间不容易加热的凹陷部分进行加热。
81.在实施例提供的具有烘烤功能的上模翻转装置中,多个测温元件固定在固定框架上,分散在待包边产品需要包边的位置处,测量待包边产品的温度,并且控制机构与测温元件、异形灯管及热风刀电连接,根据测到的温度,控制机构调整异形灯管及热风刀的加热温度,实现加热过程的智能温控。
82.本实施例还提供了一种用于安装下模的装置,也是下模安装装置。该装置用于安装下模,下模用于固定表皮。下模安装装置包括主支撑模胎、主驱动机构、边模胎、边驱动机构和夹紧机构。主支撑模胎固定下模,主驱动机构驱动主支撑模胎上升,带动下模上升,将
固定在下模上的表皮贴到车内饰骨架上,得到待包边产品;而边模胎设置在预留边的对应位置,承托住预留边,夹紧机构和边模胎配合夹住预留边,边驱动机构驱动边模胎相对于主支撑模胎上升,将预留边包覆到待包边产品上,实现自动包边。另外,主支撑模胎放置在压力传感器上,二者一起升降,表皮贴合到车内饰骨架的过程中,通过压力的变化控制驱动器的速度,进而将下模对车内饰骨架的压力调整到合适值,保证表皮贴合完整又不被过度挤压。
83.在本实施例提供的用于安装下模的装置中,主驱动机构还包括支撑板和支撑板下方的导向筒及导向轴,使得支撑板和其上的主支撑模胎及边模胎上升或者下降过程中位置不发生变化,运行平稳,使表皮能够贴到车内饰骨架的预定位置处,不因上升过程发生偏移导致表皮贴歪。
84.在本实施例提供的用于安装下模的装置中,上升过程中气动夹子与边模胎之间的缝隙逐渐增大,当预留边贴到待包边产品上时,缝隙宽度大于预留边的厚度,模拟人工手动包边,提供包边质量。
85.在本实施例提供的用于安装下模的装置中,凹陷包边气缸驱动凹陷包边件嵌入凹陷部分对凹陷部分进行包边,很好地解决了较小的凹陷部分的包边难题。
86.本实施例提供的烘烤贴边复合设备,上模翻转装置安装上模,上模用于固定车内饰骨架;下模安装装置安装下模,下模固定表皮;在控制机构的控制下,下模上升将表皮贴到车内饰骨架上,得到待包边产品;烘烤机构在控制机构的控制下对待包边产品进行烘烤,然后下模安装装置的边模胎和夹紧机构对预留边进行包边,完成取下产品,整个过程及包边烘烤于一体,方便快捷,提高了工作效率。
87.上述实施方式为本实用新型的优选案例,并不用来限制本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1