具有旋转导滑块的斜顶系统的制作方法
1.本发明涉及一种具有圆柱形导滑块的斜顶系统,所述导滑块允许在斜顶系统内旋转行进,所述斜顶系统具有制动件特征以辅助模具组装。
背景技术:
2.市场上有几种不同的斜顶设计,并且每一种针对特定且不同的成型条件。例如,一些常规斜顶用于相对较小的模具,并且利用弹性模芯方法释放相对较小的倒扣,不需要成角度的加工。相反,其它常规斜顶用于具有相对较大倒扣的相对较大模具,并且这些斜顶需要在模具内进行广泛的成角度的加工。然而,在这两个示例中,组装会变得困难,因为模具的顶针系统会变得拥挤且繁琐而难以由模具技术人员触及和组装。
3.由滑动件制成的斜顶在通常繁琐的组装阶段期间可能脱离接合并落下,这可能是令人沮丧且耗时的。对于大型模具,组装通常需要两个人,一个人从一侧装载模芯斜顶,另一个人接收并引导模芯叶片进入匹配的顶针基座和导滑块组件,并且两个人当他们在大型模具块的相对侧时,组装单个机构也是繁琐且耗时的。为了解决在组装期间零件滑动和掉落时的这种组装困难,申请人的设计之一包含第一制动件,以在第一组装步骤期间以进入的模芯叶片的角度固定邻接的斜顶机构组件或顶针基座,然后包含第二制动件,以将顶针基座定位在当模具被组装且板处于开始操作的位置时模芯叶片和顶针基座将被定位的位置或地点。
4.一旦模具处于操作中,引导顶针板的衬套会变得磨损,然后板错位因此操作不顺畅。当这种情况发生时,斜顶模芯叶片随后弯曲或变形,并会经历过度磨损、磨伤,并且一些部件随后可断裂或破裂。在其它设计中,y轴行进不发生在导滑块中,而是发生在两件式模芯叶片中。在任一情况下,旋转摆动和y轴滑动的这种组合补偿了松散或松动的板所产生的不平行,并消除了模芯叶片上的压力,从而消除了弯曲、磨损和其它类似问题。
5.当前的常规系统具有一个共同的问题,即它们在模具内占据的空间量。例如,一种常规设计的占用空间显著宽于模芯叶片,并且这可能在现场产生一些问题,例如模具挤满不同的顶销、支撑柱和其它类似部件。
技术实现要素:
6.为了解决较宽占用面积问题,可以使用斜顶设计一种系统,在该系统中斜顶导滑块部件不超过模芯叶片的宽度。例如,在ct联轴器和t-导滑块的结合处,可以将t形燕尾榫转变成圆柱体或圆柱形组件,例如,允许旋转行进并形成新的导滑块,例如c-导滑块。为了实现沿y轴方向的行进,可在模芯叶片和联轴器的径向燕尾表面之间提供间隙。因此,利用根据本发明的模芯叶片组件,可以实现对松动的顶针板的补偿。
7.在本发明的一些实施例中,两个制动件设计具有在模芯叶片底部的一个制动件和在c-导滑块内的另一个制动件。在本发明的一些实施例中,这种特定设计与已经在市场上且全球销售的常规斜顶设计完全兼容。因此,如果模具有问题并且经历斜顶磨损,则部件可
以被更换、换出和/或翻新而不需要对模架进行任何机加工。而且,在一些实施例中,本发明可用于翻新或重建具有带旋转和y轴移动的产品的常规系统,但在本发明的一些实施例中,与其它常规燕尾形模芯叶片相比,其定位在更好的位置或地点。
8.而且,利用本发明的设计,不仅在相对较大的应用中,而且利用本发明,在用于相对较小的模具的相对较小的斜顶中,也可以定位制动件以帮助模具组装。
附图说明
9.根据本发明的不同实施例,本发明的不同目的可以通过具有旋转导滑块的某些斜顶系统来实现,其中:图1示出了根据本发明一个实施例的具有旋转导滑块的斜顶模芯叶片的组件的透视主视图;图2示出了根据本发明的一个实施例的安装到旋转安装座的c-导滑块的透视图;图3示出了根据本发明一个实施例的具有处于中间位置的模芯叶片并具有旋转导滑块的组件的主视图;图4示出了根据本发明的一个实施例的具有处于从中间位置向左移动或移位约3
°
的位置的斜顶模芯叶片并具有旋转导滑块的组件的主视图;图5示出了根据本发明的一个实施例的具有处于从中间位置向右移动或移位约3
°
的位置的斜顶模芯叶片并具有旋转导滑块的组件的主视图;图6示出了根据本发明的一个实施例的安装到模具上的斜顶模芯叶片和旋转导滑块的侧视图;图7示出了根据本发明的一个实施例的用于大约5
°
位置或方位的斜顶模芯叶片的制动件和安装到模具的旋转导滑块的侧视图;图8示出了根据本发明的一个实施例的用于大约10
°
位置或方位的斜顶模芯叶片的制动件和安装到模具的旋转导滑块的侧视图;图9示出了根据本发明的一个实施例的用于大约15
°
位置或方位的斜顶模芯叶片的制动件和安装到模具的旋转导滑块的侧视图;图10示出了根据本发明一个实施例的用于c-导滑块和c-联轴器的制动件的侧视图;图11示出了根据本发明一个实施例的安装到关闭模具上的斜顶模芯叶片和旋转导滑块的主视图;图12示出了根据本发明一个实施例的安装到打开模具上的斜顶模芯叶片和旋转导滑块的主视图;图13示出了根据本发明一个实施例的安装到关闭模具上的斜顶模芯叶片和两个制动件组件的侧视图;图14示出了根据本发明一个实施例的具有相对于模芯叶片可移动地安装的辊的斜顶模芯叶片的局部剖面主视图;以及图15示出了如图14所示的具有相对于模芯叶片可移动地安装的辊的斜顶模芯叶片的侧视图。
具体实施方式
10.starkey等人的美国专利10,220,556描述了一种模制的倒扣释放设备,其包括被制造成允许用于模制塑料零件的模具的斜顶模芯叶片设备的斜顶杆组件的简化安装的模块或单元,该专利的全部公开内容通过引用结合到本说明书中。
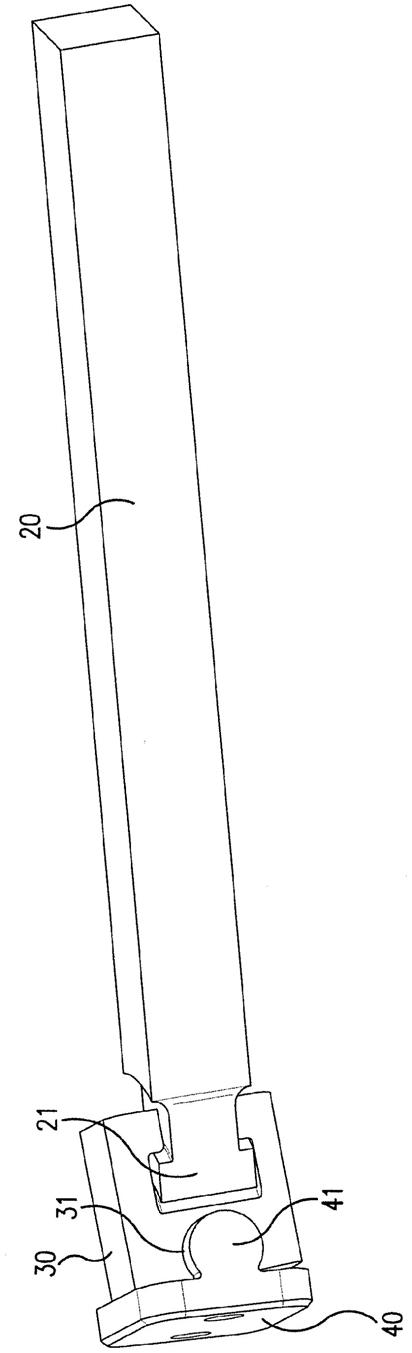
11.图1和图3-9示出了本发明的具有安装在c-导滑块30的开口31内的端部21的模芯叶片20的不同实施例。如图3-12所示,模芯叶片20可以在任何合适的方向上移动或可动,例如,在垂直方向上模芯叶片20沿水平方向横穿或大致水平的运动,例如,如图3-9所示。在本发明的一些实施例中,该特定特征允许模具15自身自对准,例如如图11和12示出的模具的移动之间所示,图11示出了在关闭位置或状态下操作的模具15。图12示出了在打开位置或状态下操作的模具15。当模具15在打开和关闭位置之间移动时,模芯叶片20可以移动或处于在c-导滑块30和/或旋转安装座40之间或相对于它们形成一定角度的位置,例如,如图7-9所示。在根据本发明的其它实施例中,c-导滑块30、c-导滑块30的开口31、旋转安装座40和/或圆柱形部分41可以具有任何其它合适的形状、尺寸和/或设计,并且仍然产生、适应或导致模芯叶片20、c-导滑块30和/或旋转安装座40的类似移动,特别是模具15打开和关闭时的通常操作移动。
12.图6-10、14和15示出了根据本发明的一些实施例的模芯叶片20和c-导滑块30的自对准特征和组件的其它视图。如图6-10所示,模芯叶片20可以移动和/或调整到不同的角度位置,然后通过使用例如作用于球24或迫使球24进入弹簧加载位置的弹簧25将其锁定就位,该弹簧加载位置推动和/或迫使球24牢固锁定和/或可释放地锁定在一个或多个相应的制动件26中,例如形成在c-导滑块30和/或旋转安装座40的主体结构中。在本发明的一些实施例中,球24、弹簧25和/或制动件26可以与任何其它合适的元件、系统或装置互换或由其代替,该元件、系统或装置允许模芯叶片20在期望的方向上移动,例如在垂直方向和/或旋转方向上,特别是使模芯叶片20可以移动、锁定和/或可释放地锁定在相对于模具15的c-导滑块30和/或旋转安装座40的位置上。
13.例如,在本发明的一些实施例中,球24和弹簧25由辊27和弹簧28代替,如图14和15所示,并且弹簧28可作用于辊27或迫使辊27进入制动件26内的位置和/或与其接合,从而模芯叶片20可在期望的方向上移动,例如在相对于c-导滑块30和/或旋转安装座40的垂直方向和/或旋转方向上。在本发明的一些实施例中,辊27以足够的推力接合在制动件26内,使得摩擦接触力允许模芯叶片20移动并锁定和/或可释放地锁定于相对于c-导滑块30和/或旋转安装座40的特定位置。
14.在根据本发明的一些实施例中,辊27包括圆柱体,如图14和15所示,其可相对于模芯叶片20移动和/或旋转安装。在根据本发明的其它实施例中,辊27可包括和/或由任何其它合适的可移动接触表面代替,例如弯曲表面和/或弧形表面,尤其是允许模芯叶片20移动并锁定和/或可释放地锁定于相对于c-导滑块30和/或旋转安装座40的特定位置的可移动接触表面。在根据本发明的其它实施例中,辊27可包括和/或由任何其它合适的滚动装置和/或设备代替,其允许模芯叶片20移动并锁定和/或可释放地锁定于相对于c-导滑块30和/或旋转安装座40的特定位置。
15.在根据本发明的一些实施例中,弹簧28可以是片簧、螺旋弹簧和/或任何其它合适的偏置元件,其施加和/或产生力,例如弹簧力,例如推动或通常推动辊27进入与制动件26
接合和/或以其它方式可释放地保持在制动件26内的位置。
16.如图7-9所示,模芯叶片20可以移动和/或调整到不同的角度位置,然后通过使用例如弹簧28将其锁定就位,该弹簧作用于或迫使辊27进入弹簧加载位置,该弹簧加载位置推动和/或迫使辊27和/或其它合适的弧形接触表面,以牢固地锁定和/或可释放地锁定在一个或多个相应的制动件26中,例如形成在c-导滑块30和/或旋转安装座40的本体结构中。
17.在根据本发明的一些实施例中,图7-9、14和15示出了如何使模芯叶片20能相对于c-导滑块30和/或旋转安装座40移动和/或锁定或可释放地锁定于固定位置的不同实施例。在本发明的一些实施例中,第一球24、第一弹簧25和第一制动件26用于相对于旋转安装座40移动和牢固锁定和/或可释放地锁定c-导滑块 30的位置。在本发明的一些实施例中,第二球24、第二弹簧25和第二制动件26用于相对于旋转安装座40移动和牢固锁定或可释放地锁定c-导滑块30的位置。在本发明的一些实施例中,使用两组制动件,包括第一球24、第一弹簧25和第一制动件26用于相对于旋转安装座40移动和牢固锁定和/或可释放地锁定c-导滑块30的位置,以及第二球24、第二弹簧25和第二制动件26用于相对于c-导滑块30和/或旋转安装座40移动和牢固锁定或可释放地锁定模芯叶片20的位置。
18.在根据本发明的一些实施例中,弹簧25可以是片簧、螺旋弹簧和/或任何其它合适的偏置元件,其施加和/或产生力,例如弹簧力,例如推动或通常推动球24进入与制动件26接合和/或以其它方式可释放地保持在制动件26内的位置。
19.图7示出了相对于c-导滑块30、旋转安装座40和/或模具15移动并可释放地锁定在大约5
°
位置或方位的模芯叶片20。图8示出了相对于c-导滑块30、旋转安装座40和/或模具15移动并可释放地锁定在大约10
°
位置或方位的模芯叶片20。图9示出了相对于c-导滑块30、旋转安装座40和/或模具15移动并可释放地锁定在大约15
°
位置或方位的模芯叶片20。在本发明的一些实施例中,第二球24、第二弹簧25和第二制动件26可用于相对于旋转安装座40和/或模具15移动和牢固地保持或可释放地保持并稳固或固定c-导滑块30的位置。在本发明的一些实施例中,可以直接和/或间接地将力施加到模芯叶片20以将模芯叶片20移动和/或锁定于不同的位置或地点。在本发明的一些实施例中,所施加的力可根据需要在大小和/或方向上变化,以适应不同大小的模具机器,例如大型模具机器或小型模具机器。
20.如图1和3-10所示,根据本发明的不同实施例,枢转或旋转接头由容纳、安装和/或以其它方式可移动地定位在c-导滑块30的开口32内的旋转安装座40形成。如图1和6-10所示,根据本发明的一些实施例,旋转安装座40包括安装、容纳和/或以其它方式可移动地定位在c-导滑块30的开口32内的圆柱形部分41。如图3-5所示,圆柱形部分41和其在开口32内配合的方式允许c-导滑块30相对于旋转安装座40枢转、旋转和/或以其它方式适当地移动。在本发明的一些实施例中,例如图3-5所示,如图4和5中的箭头所示的旋转相对于模芯叶片20和/或c-导滑块30向左或向右旋转大约3
°
。在本发明的其他实施例中,旋转可以是更多的旋转或更少的旋转。在本发明的一些实施例中,该旋转减小了施加到模芯叶片20、c-导滑块30和/或旋转安装座40的力和应力,特别是当模具15在打开位置和关闭位置之间移动时。在本发明的一些实施例中,模芯叶片20、c-导滑块30、旋转安装座40和/或圆柱形部分41的形状、尺寸和/或设计可以变化,以适应模芯叶片20、c-导滑块30、旋转安装座40和/或圆柱形部分41的不同运动,尤其是在打开位置和关闭位置之间平滑地和/或有效地移动模具15。
21.图1、2和11-13示出了c-导滑块30和旋转安装座40的设计、形状和比例尺寸的不同
实施例。很明显地,其它合适的设计、形状和/或尺寸也可用于实现本发明的类似的模具运动结果,尤其是考虑到模具机器的大尺寸或小尺寸。
22.在本发明的一些实施例中,圆柱形部分41可具有允许旋转安装座40相对于c-导滑块30枢转、旋转和/或以其它方式适当移动的任何其它适当设计、尺寸和/或形状。在本发明的其它实施例中,任何其它适当机械结构可单独使用或与旋转安装座40和/或c-导滑块30组合使用,以实现相对于模芯叶片20的所需枢转、旋转和/或以其它方式适当移动。
23.在根据本发明的一些实施例中,将例如为c-导滑块30和/或任何其它合适的导滑块结构的导滑块安装和/或可释放地固定在相对于顶针板17的位置或地点,其可在如图11所示的模具15的关闭位置和如图12所示的模具15的打开位置之间移动。在本发明的一些实施例中,c-导滑块30和/或任何其它合适的导滑块结构可被安装、固定、连接和/或以其它方式固定就位和/或可释放地固定就位,以相对于顶针板17和/或相对于模具15的任何其它合适的部件安装和/或固定c-导滑块30和/或任何其它合适的导滑块结构。
24.虽然在上述详细说明中,本发明已经结合其某些优选实施例进行了描述,并且为了示例的目的阐述了许多细节,但是对于本领域技术人员来说,显然本发明可以有其它实施例,并且在不背离本发明的基本原理的情况下,可以对这里描述的某些细节进行相当大的改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1