用于3D打印机的打印头的喷嘴组件的制作方法
用于3d打印机的打印头的喷嘴组件
技术领域
1.本公开总体上涉及三维打印机,更具体地,涉及一种用于熔丝制造(fused filament fabrication,fff)的三维打印机的打印头的喷嘴组件。
背景技术:
2.本节中的声明仅提供与本公开相关的背景信息,并且可能构成也可能不构成现有技术。
3.三维打印机通过计算机生成的模型形成三维对象。在某些情况下,打印机会在添加剂制造过程中沉积原料。可以利用打印头来沉积原料,该打印头从包含在容器内的线轴中抽出原料,例如热塑性长丝。在加热和沉积原料以形成物体的同时,打印头可以在三维路径中移动。例如,打印头可以将原料沉积在第一层中,然后,打印头或支撑台可以移动以形成连续的层。然后可以重复这个过程,直到对象完成打印。
4.在使用用于三维打印机的传统线轴来打印物体的过程中出现了许多挑战。打印过程中的一个挑战是,3d打印机可以包括多个可移动组件,这会增加打印头上的惯性力。这些惯性力会降低打印头和3d打印机其他组件的响应度和寿命周期。
5.因此,尽管当前用于3d打印机的打印头的喷嘴组件实现了它们的预期目的,但是需要一种新的和改进的用于打印头的喷嘴组件来解决这些问题。
技术实现要素:
6.根据本公开的若干方面,公开了一种用于3d打印机的打印头的喷嘴组件,包括:导向件,相对于打印头保持在固定位置。该导向件沿着纵向轴线从第一端延伸到第二端。该喷嘴组件还包括驱动机构,该驱动机构沿着纵向轴线从进料端延伸到出料端。该进料端限定用于接收细丝的进料开口,该出料端限定用于从喷嘴组件排出细丝的出料开口。驱动机构能够相对于打印头和导向件移动。该驱动机构包括至少一个驱动表面,用于响应于驱动机构相对于打印头移动,接合细丝并使细丝从进料开口移动到出料开口。该喷嘴组件还包括马达,用于相对于打印头移动驱动机构。
7.根据本公开的若干方面,公开了一种用于3d打印机的打印头的喷嘴组件,包括:导向件,该导向件相对于打印头保持在固定位置。该导向件沿着纵向轴线从第一端延伸到第二端,该导向件包括限定空腔的螺旋钻。该喷嘴组件还包括加热元件,该加热元件设置在螺旋钻的空腔内,并相对于打印头保持在固定位置。该喷嘴组件还包括驱动机构,该驱动机构沿着纵向轴线从进料端延伸到出料端。进料端限定用于从进料系统接收细丝的进料开口,出料端限定用于从喷嘴组件排出细丝的出料开口。该驱动机构能够相对于打印头和导向件移动。该驱动机构包括至少一个驱动表面,用于响应于驱动机构相对于打印头移动,接合细丝并使细丝从进料开口移动到出料开口。该喷嘴组件还包括马达,用于相对于打印头移动驱动机构。
8.根据本公开的若干方面,公开了一种用于3d打印机的打印头,该打印头包括喷嘴
组件。该喷嘴组件包括:导向件,该导向件相对于打印头保持在固定位置。该导向件沿着纵向轴线从第一端延伸到第二端。该导向件包括限定空腔的螺旋钻。该喷嘴组件包括加热元件,加热元件包括电阻丝,该加热元件设置在螺旋钻的空腔内并相对于打印头保持在固定位置。该喷嘴组件还包括传感器,该传感器连接到导向件,使得该传感器相对于打印头保持在固定位置。该传感器被配置为基于电阻丝的电阻变化来测量热量。该喷嘴组件还包括驱动机构,该驱动机构沿着纵向轴线从进料端延伸到出料端。该进料端限定用于从进料系统接收细丝的进料开口,出料端限定用于从喷嘴组件排出细丝的出料开口。该驱动机构能够相对于打印头和导向件移动。该驱动机构包括至少一个驱动表面,用于响应于驱动机构相对于打印头移动,接合细丝并使该细丝从进料开口移动到出料开口。该喷嘴组件还包括马达,用于相对于打印头移动驱动机构。该喷嘴组件还包括进料系统,用于将细丝进给到喷嘴组件中。
附图说明
9.本文所述的附图仅用于说明目的,并非旨在以任何方式限制本公开的范围。
10.图1是用于三维打印机(“3d打印机”)并与支撑台一起使用的打印头的示例的透视图,示出了具有喷嘴组件的打印头;
11.图2是根据本公开的一个方面的图1更详细示出的喷嘴组件的放大透视图;
12.图3是图2的喷嘴组件的俯视图;
13.图4是图2的喷嘴组件的侧视图;
14.图5是图2的喷嘴组件的仰视图;以及
15.图6是根据本公开的一个方面的沿着线6-6截取的图2的喷嘴组件的剖视图。
具体实施方式
16.以下说明本质上仅是示例性的,并非旨在限制本公开的公开内容、应用或用途。
17.参考图1,用于三维打印机(3d打印机)的打印头10具有喷嘴组件12,其包括加热元件14(图6)和一个或多个传感器16(图6),传感器16相对于打印头10保持在固定位置,用于以大于传统滚齿式进料器和喷嘴系统的体积速率和压力挤出熔融材料。此外,打印头10和喷嘴组件12具有在1毫秒内改变体积速率和压力的响应性。然而,可以设想的是,打印头和喷嘴组件可以被配置为以任何体积速率、在任何压力下、以高于或低于1毫秒的响应性挤出熔融材料。
18.喷嘴组件12被配置为接收、加热和分配3d细丝18,以逐步构建3d结构。3d细丝18通常是由各种聚合物或非聚合物材料制成的细长管状构件。细丝材料的非限制性示例包括聚酯、聚醚醚酮、聚乙烯和热塑性弹性体。此外,材料可以包括各种改性剂,这些改性剂可以改变材料的机械、化学或粘弹性。喷嘴组件12从一个或多个线轴(未示出)接收3d细丝18,将3d细丝加热到预定温度,并将3d细丝分配到支撑台26上。通过从喷嘴分配连续的3d细丝材料层来形成3d结构。各种不同的3d细丝材料可用于构建具有不同结构特性和外观的不同3d结构。
19.在该示例中,打印头10还包括进料系统20,用于从线轴(未示出)中抽出细丝18,并将细丝18进给到喷嘴组件12。然而,在其他示例中,打印头10可以不包括进料系统,因为喷
嘴组件12包括用于通过喷嘴组件12进给细丝的单独驱动机构22,这将在下面详细描述。
20.打印头10包括z轴板组件24,用于沿z轴在相对于支撑台26的向上和向下方向上承载喷嘴组件12,支撑台独立于进料系统20支撑3d打印物品。此外,提供传感器组件28,其检测喷嘴组件12相对于支撑台26的位置。可以设想的是,喷嘴组件可以包括用于检测喷嘴组件或其中的细丝的任何合适的参数或状态的传感器。
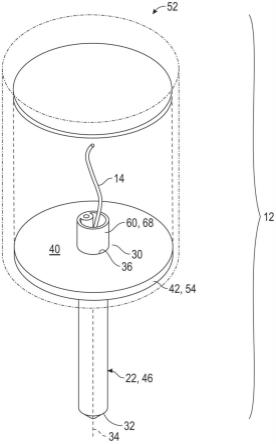
21.图2-图6是图1中喷嘴组件12的放大图。如图6中最佳示出的,喷嘴组件12包括驱动机构22,该驱动机构22沿着纵向轴线34从进料端30延伸到出料端32。进料端30限定了用于从进料系统20接收细丝18的进料开口36,出料端32限定了用于从喷嘴组件12出料细丝18的出料开口38。驱动机构22可相对于打印头10(图1)移动,以使细丝18从进料端30移动到出料端32。
22.再次参考图6,驱动机构22包括一个或多个从动表面40,该从动表面40被配置为接收输入力,以相对于打印头10移动驱动机构22(图1)。在该示例中,驱动机构22包括环形凸缘42,该环形凸缘42包括从动表面40,用于接收输入力,如下面详细描述的。此外,驱动机构22包括一个或多个驱动表面44,用于响应于驱动机构22相对于打印头10移动,接合细丝18并使其从进料开口36移动到出料开口38。
23.更具体而言,在该示例中,驱动机构22是通过例如自由轴承可旋转地安装在打印头10(图1)上的喷嘴46,该自由轴承允许快速释放喷嘴46并将其连接到打印头10上。此外,在该示例中,喷嘴46是管状套筒,驱动表面44是套筒46的内径表面48,该内径表面48限定了在进料开口36和出料开口38之间流体连通的细长孔50。套筒46相对于打印头10的旋转导致内径表面48将旋转力传输给设置在孔50内的细丝18。可以设想的是,驱动机构可以是任何合适的喷嘴,该喷嘴具有限定孔的恒定内径表面或阶梯状内径表面,该表面将力传输到孔内的细丝。此外,驱动机构可以相对于打印头10沿任何线性、弧形或其他合适形状的路径以任何旋转运动或任何振荡运动移动,以使细丝18从进料开口36移动到出料开口38。
24.喷嘴组件12还包括马达52,用于相对于打印头10移动驱动机构22。继续前面的示例,套筒46的环形凸缘42提供了整体设置在马达52内的转子54,用于提供套筒46相对于打印头10的精确直接驱动以及用于从喷嘴组件排出细丝的体积速率和压力的相关精确控制。可以设想的是,喷嘴组件可以包括皮带传动装置、齿轮装置等,用于相对于打印头移动驱动机构,并从喷嘴组件排出细丝。
25.喷嘴组件12还包括导向件60,该导向件与驱动机构22配合,将细丝18从进料开口36移至出料开口38。导向件60沿着纵向轴线34从第一端62延伸到第二端64,并且导向件60相对于打印头10(图1)保持在固定位置,使得驱动机构22可相对于打印头10和导向件60移动。导向件60至少部分地设置在驱动机构22的孔50内,并且导向件60包括一个或多个导向表面66,该导向表面66被配置为响应于驱动机构22相对于导向件60移动,使细丝18朝向出料端32偏转。
26.继续前述非限制性示例,导向件60是螺旋钻68,该螺旋钻68包括至少部分设置在套筒46的孔50内的细长轴70。螺旋钻68还包括从细长轴70延伸的螺旋斜面72或螺纹。斜面72具有限定导向表面66的底面74,并且螺旋斜面72具有左旋或右旋,使得导向表面66响应于套筒46围绕纵向轴线34旋转,使细丝18朝向出料端32偏转,用于在与螺旋斜面72的旋向性相关联的旋转方向上将旋转力传输到细丝。然而,可以设想的是,导向件可以是与驱动机
构配合的其他合适的机构,以使细丝从进料开口36移动到出料开口38。
27.加热元件14、传感器16、其他合适的部件或其任意组合可连接至导向件60,使加热元件14、传感器16和其他部件相对于打印头10保持在固定位置。可以设想的是,减少或消除加热元件14、传感器16或其他部件的运动,可以减少喷嘴组件上的惯性力,并增加其响应性和寿命周期。
28.加热元件14连接至导向件60,并相对于打印头10保持在固定位置。在该示例中,螺旋钻68限定了空腔76,加热元件14是设置在空腔76内的筒式加热器78,电阻丝80至少部分地包含在筒式加热器78内。响应于加热元件14接收电流,加热元件14可以被电阻地激励和热激励,从而导致加热元件14通过对流、传导和/或辐射热传递来加热筒式加热器78、螺旋钻68和细丝18的相邻部分。可以设想的是,加热元件可以是连接到导向件60的任何部分的其他合适的加热元件。
29.在其他实施例中,导向件60的长度可以变化,驱动机构22的长度也可以变化。螺旋钻长度的变化可以适应除加热元件14和传感器16之外的元件,并且该变化还可以允许最有效地加热特定的打印材料。作为非限制性示例,驱动机构可以限定比现有技术中的喷嘴孔更长的孔,并且该孔可以在出料端32处包括特定的渐缩部,以便增强加热元件14的加热特性。例如,驱动机构可以限定具有渐缩部的孔,该渐缩部被配置为提供温度梯度并相应地提高喷嘴组件12中细丝的最大进料速率。
30.喷嘴组件12还包括连接至导向件60的传感器16,使得传感器16相对于打印头10保持在固定位置。传感器16被配置为基于电阻丝80的电阻(或其他电特性)变化来测量热量。可以容易地感测电阻丝80的特性,例如,其电阻或电导,以便评估传递到导向器60和与其相邻的细丝18的热量。更具体地,螺旋钻68和/或套筒46可以设置有嵌入螺旋钻68中或者以其他方式与螺旋钻相关联的传感器16。与例如螺旋钻68的电阻或电导的变化相关的数据可以直接或间接地指示加热元件14在一个或多个测量点的温度,从而允许在出料端32进行非常精确的温度感测和控制。在该示例中,传感器16是热电偶82,包括连接到控制器86或电源88的一根或多根导线84。然而,可以设想的是,喷嘴组件可以包括其他合适的传感器。
31.本公开的描述本质上仅是示例性的,不偏离本公开主旨的变化也在本公开的范围内。这种变化不应被视为背离本公开的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1