注射成型机以及工业用机械的制作方法
1.本技术主张基于2020年3月18日申请的日本专利申请第2020
‑
048232号的优先权。该日本技术的全部内容通过参考援用于本说明书中。
2.本发明涉及一种注射成型机等。
背景技术:
3.以往,已知有在工业用机械(例如,注射成型机等)中,根据规定的事件的发生而收集数据的技术。
4.例如,在专利文献1中公开有一种当注射成型机中发生异常时,收集用于进行异常的诊断、分析等的数据的技术。
5.专利文献1:日本特开2014
‑
133378号公报
6.然而,在专利文献1中,从进行异常的诊断等的技术中心向机械侧发送数据的收集条件(获取条件),因此需要使用者自行进行用于收集数据的操作等。并且,在专利文献1中,所收集(读取)的数据是固定的,因此例如有可能无法应对针对多个事件的每个而应收集的数据不相同的情况。
技术实现要素:
7.因此,鉴于上述课题,本发明的目的在于提供一种技术,在注射成型机等工业用机械中,能够针对所发生的每个事件自动收集与其内容相匹配的数据。
8.为了实现上述目的,在本发明的一实施方式中,提供一种注射成型机,其具备:
9.数据收集部,针对在注射成型机中可能发生的多个事件中的每一事件,根据事件的发生而收集与事件的内容相符的有关注射成型机的数据。
10.并且,在本发明的另一实施方式中提供一种工业用机械,其具备:
11.数据收集部,针对在工业用机械中可能发生的多个事件中的每一事件,根据事件的发生而收集与事件的内容相符的有关工业用机械的数据。
12.发明的效果
13.根据上述实施方式,能够提供一种技术,在注射成型机等工业用机械中,能够针对所发生的每个事件自动收集与其内容相匹配的数据。
附图说明
14.图1是表示注射成型机的一例的图。
15.图2是表示注射成型机的一例的图。
16.图3是表示控制装置的结构的一例的功能框图。
17.图4是表示有关注射成型机的维修的具体例的图。
18.图5是表示表信息的一例的图,该表信息表示在注射成型机中可能发生的多个事件的每一事件发生时的收集对象的数据的内容。
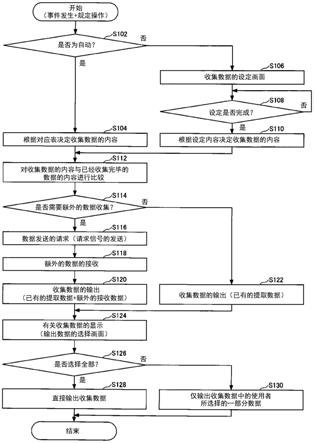
19.图6是概略表示控制装置所进行的有关事件发生时的数据收集的处理的一例的流程图。
20.图7是概略表示控制装置所进行的有关事件发生时的数据收集的处理的另一例的流程图。
21.符号的说明
[0022]5‑
管理装置,6
‑
输出目标装置,10
‑
注射成型机,100
‑
合模装置,200
‑
顶出装置,300
‑
注射装置,400
‑
移动装置,700
‑
控制装置,700a
‑
上位控制器,700b
‑
下位控制器,700c
‑
驱动器,701
‑
cpu,702
‑
存储介质,703
‑
输入接口,704
‑
输出接口,750
‑
操作装置,760
‑
显示装置,800
‑
模具装置,7001
‑
状态管理部,7002
‑
收集数据决定部,7003
‑
对应表存储部,7004
‑
数据收集部,7004a
‑
平时数据收集部,7004b
‑
事件发生时数据收集部,7005
‑
收集数据存储部,7006
‑
收集数据提示部(通知部),7007
‑
数据选择部,7008
‑
数据输出部。
具体实施方式
[0023]
以下,参考附图对实施方式进行说明。
[0024]
[注射成型机的结构]
[0025]
图1、图2是表示本实施方式所涉及的注射成型机10的一例的图。具体而言,图1是表示注射成型机10的开模完成时的状态的图,图2是表示注射成型机10的合模时的状态的图。在本说明书中,x轴方向、y轴方向及z轴方向为彼此垂直的方向。x轴方向及y轴方向表示水平方向,z轴方向表示铅垂方向。当合模装置100为卧式时,x轴方向为模开闭方向,y轴方向为注射成型机10的宽度方向。将y轴方向负侧称为操作侧,将y轴方向正侧称为操作侧相反侧。
[0026]
如图1、图2所示,注射成型机10(工业用机械的一例)具有:合模装置100,开闭模具装置800;顶出装置200,顶出通过模具装置800成型的成型品;注射装置300,对模具装置800注射成型材料;移动装置400,使注射装置300相对于模具装置800进退;控制装置700,控制注射成型机10的各构成要件;及框架900,支承注射成型机10的各构成要件。框架900包含:合模装置框架910,支承合模装置100;及注射装置框架920,支承注射装置300。合模装置框架910及注射装置框架920分别经由水平调节脚轮930设置于底板2。在注射装置框架920的内部空间配置控制装置700。以下,对注射成型机10的各构成要件进行说明。
[0027]
<合模装置>
[0028]
在合模装置100的说明中,将闭模时的可动压板120的移动方向(例如x轴正方向)设为前方,将开模时的可动压板120的移动方向(例如x轴负方向)设为后方来进行说明。
[0029]
合模装置100进行模具装置800的闭模、升压、合模、脱压及开模。模具装置800包含固定模具810及可动模具820。
[0030]
合模装置100例如为卧式,且模开闭方向为水平方向。合模装置100具有固定压板110、可动压板120、肘节座130、连接杆140、肘节机构150、合模马达160、运动转换机构170及模厚调整机构180。
[0031]
固定压板110相对于合模装置框架910固定。在固定压板110的与可动压板120对置的面上安装固定模具810。
[0032]
可动压板120配置成相对于合模装置框架910沿模开闭方向移动自如。在合模装置
框架910上铺设引导可动压板120的引导件101。在可动压板120的与固定压板110对置的面上安装可动模具820。通过使可动压板120相对于固定压板110进退,进行模具装置800的闭模、升压、合模、脱压及开模。
[0033]
肘节座130与固定压板110隔着间隔配设,且在合模装置框架910上载置成沿模开闭方向移动自如。并且,肘节座130可以配置成沿铺设于合模装置框架910上的引导件移动自如。肘节座130的引导件可以与可动压板120的引导件101通用。
[0034]
另外,在本实施方式中,固定压板110相对于合模装置框架910固定,肘节座130配置成相对于合模装置框架910沿模开闭方向移动自如,但也可以是肘节座130相对于合模装置框架910固定,固定压板110配置成相对于合模装置框架910沿模开闭方向移动自如。
[0035]
连接杆140在模开闭方向上隔着间隔l连结固定压板110与肘节座130。连接杆140可以使用多根(例如4根)。多根连接杆140配置成与模开闭方向平行,且根据合模力而延伸。可以在至少1根连接杆140上设置检测连接杆140的应变的连接杆应变检测器141。连接杆应变检测器141将表示其检测结果的信号发送至控制装置700。连接杆应变检测器141的检测结果使用于合模力的检测等。
[0036]
另外,在本实施方式中,作为检测合模力的合模力检测器,使用连接杆应变检测器141,但本发明并不限定于此。合模力检测器并不限定于应变仪式,可以是压电式、电容式、液压式及电磁式等,其安装位置也并不限定于连接杆140。
[0037]
肘节机构150配置于可动压板120与肘节座130之间,且使可动压板120相对于肘节座130沿模开闭方向移动。肘节机构150由十字头151及一对连杆组等构成。一对连杆组分别具有通过销等连结成伸缩自如的第1连杆152及第2连杆153。第1连杆152通过销等安装成相对于可动压板120摆动自如。第2连杆153通过销等安装成相对于肘节座130摆动自如。第2连杆153经由第3连杆154安装于十字头151。若使十字头151相对于肘节座130进退,则第1连杆152及第2连杆153伸缩,以使可动压板120相对于肘节座130进退。
[0038]
另外,肘节机构150的结构并不限定于图1及图2所示的结构。例如,在图1及图2中,各连杆组的节点的数量为5个,但可以是4个,也可以是第3连杆154的一端部和第1连杆152与第2连杆153的节点结合。
[0039]
合模马达160安装于肘节座130,且使肘节机构150工作。合模马达160通过使十字头151相对于肘节座130进退,使第1连杆152及第2连杆153伸缩,以使可动压板120相对于肘节座130进退。合模马达160与运动转换机构170直接连结,但也可以经由带、带轮等与运动转换机构170连结。
[0040]
运动转换机构170将合模马达160的旋转运动转换为十字头151的直线运动。运动转换机构170包含丝杠轴及与丝杠轴螺合的丝杠螺母。在丝杠轴与丝杠螺母之间可以夹设滚珠或辊。
[0041]
合模装置100在控制装置700的控制下,进行闭模工序、升压工序、合模工序、脱压工序及开模工序等。
[0042]
在闭模工序中,通过驱动合模马达160使十字头151以设定移动速度前进至闭模完成位置,由此使可动压板120前进,以使可动模具820与固定模具810接触。例如使用合模马达编码器161等检测十字头151的位置、移动速度。合模马达编码器161检测合模马达160的旋转,并将表示其检测结果的信号发送至控制装置700。
[0043]
另外,检测十字头151的位置的十字头位置检测器及检测十字头151的移动速度的十字头移动速度检测器并不限定于合模马达编码器161,能够使用常规的检测器。并且,检测可动压板120的位置的可动压板位置检测器及检测可动压板120的移动速度的可动压板移动速度检测器并不限定于合模马达编码器161,能够使用常规的检测器。
[0044]
在升压工序中,进一步驱动合模马达160使十字头151从闭模完成位置进一步前进至合模位置,由此产生合模力。
[0045]
在合模工序中,驱动合模马达160将十字头151的位置维持在合模位置。在合模工序中,维持在升压工序产生的合模力。在合模工序中,在可动模具820与固定模具810之间形成型腔空间801(参考图2),注射装置300对型腔空间801填充液态的成型材料。所填充的成型材料进行固化,由此获得成型品。
[0046]
型腔空间801的数量可以是1个,也可以是多个。为后者时,可同时获得多个成型品。可以在型腔空间801的一部分配置嵌入件,且对型腔空间801的另一部分填充成型材料。可获得嵌入件与成型材料被一体化的成型品。
[0047]
在脱压工序中,通过驱动合模马达160使十字头151从合模位置后退至开模开始位置,由此使可动压板120后退,以减少合模力。开模开始位置与闭模完成位置可以是相同的位置。
[0048]
在开模工序中,通过驱动合模马达160使十字头151以设定移动速度从开模开始位置后退至开模完成位置,由此使可动压板120后退,以使可动模具820从固定模具810分开。然后,顶出装置200从可动模具820顶出成型品。
[0049]
闭模工序、升压工序及合模工序中的设定条件作为一系列的设定条件而统一设定。例如,闭模工序及升压工序中的十字头151的移动速度、位置(包含闭模开始位置、移动速度切换位置、闭模完成位置及合模位置)、合模力作为一系列的设定条件而统一设定。闭模开始位置、移动速度切换位置、闭模完成位置及合模位置从后侧向前方依次排列,且表示设定有移动速度的区间的起点、终点。按每一区间设定移动速度。移动速度切换位置可以是1个,也可以是多个。可以不设定移动速度切换位置。可以仅设定合模位置及合模力中的任一个。
[0050]
脱压工序及开模工序中的设定条件也以相同的方式设定。例如,脱压工序及开模工序中的十字头151的移动速度、位置(开模开始位置、移动速度切换位置及开模完成位置)作为一系列的设定条件而统一设定。开模开始位置、移动速度切换位置及开模完成位置从前侧向后方依次排列,且表示设定有移动速度的区间的起点、终点。按每一区间设定移动速度。移动速度切换位置可以是1个,也可以是多个。可以不设定移动速度切换位置。开模开始位置与闭模完成位置可以是相同的位置。并且,开模完成位置与闭模开始位置可以是相同的位置。
[0051]
另外,代替十字头151的移动速度、位置等,也可以设定可动压板120的移动速度、位置等。并且,代替十字头的位置(例如合模位置)、可动压板的位置,也可以设定合模力。
[0052]
然而,肘节机构150放大合模马达160的驱动力并传递至可动压板120。其放大倍率也被称为肘节倍率。肘节倍率根据第1连杆152与第2连杆153所成的角度θ(以下,也称为“连杆角度θ”)而发生变化。连杆角度θ由十字头151的位置求出。当连杆角度θ为180
°
时,肘节倍率成为最大。
[0053]
当因模具装置800的更换、模具装置800的温度变化等而模具装置800的厚度发生了变化时,进行模厚调整,以在合模时获得规定的合模力。在模厚调整中,例如调整固定压板110与肘节座130的间隔l,以在可动模具820与固定模具810接触的模具接触的时刻,肘节机构150的连杆角度θ成为规定的角度。
[0054]
合模装置100具有模厚调整机构180。模厚调整机构180调整固定压板110与肘节座130的间隔l,由此进行模厚调整。另外,关于模厚调整的定时,例如在从成型周期结束至下一个成型周期开始之前的期间进行。模厚调整机构180例如具有:丝杠轴181,形成于连接杆140的后端部;丝杠螺母182,在肘节座130保持为旋转自如且不可进退;及模厚调整马达183,使与丝杠轴181螺合的丝杠螺母182旋转。
[0055]
对每个连接杆140设置丝杠轴181及丝杠螺母182。模厚调整马达183的旋转驱动力可以经由旋转驱动力传递部185传递至多个丝杠螺母182。能够同步旋转多个丝杠螺母182。并且,通过变更旋转驱动力传递部185的传递路径,由此也能够使多个丝杠螺母182分别单独旋转。
[0056]
旋转驱动力传递部185例如由齿轮等构成。此时,在各丝杠螺母182的外周形成被动齿轮,在模厚调整马达183的输出轴安装驱动齿轮,与多个被动齿轮及驱动齿轮啮合的中间齿轮在肘节座130的中央部保持为旋转自如。并且,代替齿轮,旋转驱动力传递部185也可以由带、带轮等构成。
[0057]
模厚调整机构180的动作由控制装置700控制。控制装置700驱动模厚调整马达183而使丝杠螺母182旋转。其结果,肘节座130相对于连接杆140的位置被调整,且固定压板110与肘节座130的间隔l被调整。并且,可以组合使用多个模厚调整机构。
[0058]
使用模厚调整马达编码器184检测间隔l。模厚调整马达编码器184检测模厚调整马达183的旋转量、旋转方向,并将表示其检测结果的信号发送至控制装置700。模厚调整马达编码器184的检测结果使用于肘节座130的位置、间隔l的监视、控制。并且,检测肘节座130的位置的肘节座位置检测器及检测间隔l的间隔检测器并不限定于模厚调整马达编码器184,能够使用常规的检测器。
[0059]
另外,本实施方式的合模装置100是模开闭方向为水平方向的卧式,但也可以是模开闭方向为上下方向的立式。
[0060]
并且,本实施方式的合模装置100作为驱动源具有合模马达160,但也可以代替合模马达160而具有液压缸。并且,合模装置100具有模开闭用直线马达,也可以具有合模用电磁铁。
[0061]
<顶出装置>
[0062]
在顶出装置200的说明中,与合模装置100等的说明相同地,将闭模时的可动压板120的移动方向(例如x轴正方向)设为前方,将开模时的可动压板120的移动方向(例如x轴负方向)设为后方来进行说明。
[0063]
顶出装置200安装于可动压板120,且与可动压板120一同进退。顶出装置200具有:顶出杆210,从模具装置800顶出成型品;及驱动机构220,使顶出杆210沿可动压板120的移动方向(x轴方向)移动。
[0064]
顶出杆210配置成在可动压板120的贯穿孔进退自如。顶出杆210的前端部与配置成在可动模具820的内部进退自如的可动部件830接触。顶出杆210的前端部可以与可动部
件830连结,也可以不与其连结。
[0065]
驱动机构220例如具有顶出马达及将顶出马达的旋转运动转换为顶出杆210的直线运动的运动转换机构。运动转换机构包含丝杠轴及与丝杠轴螺合的丝杠螺母。在丝杠轴与丝杠螺母之间可以夹设滚珠或辊。
[0066]
顶出装置200在控制装置700的控制下进行顶出工序。在顶出工序中,通过使顶出杆210以设定移动速度从待机位置前进至顶出位置,由此使可动部件830前进,以顶出成型品。然后,驱动顶出马达使顶出杆210以设定移动速度后退,使可动部件830后退至原来的待机位置。
[0067]
例如使用顶出马达编码器检测顶出杆210的位置、移动速度。顶出马达编码器检测顶出马达的旋转,并将表示其检测结果的信号发送至控制装置700。并且,检测顶出杆210的位置的顶出杆位置检测器及检测顶出杆210的移动速度的顶出杆移动速度检测器并不限定于顶出马达编码器,能够使用常规的检测器。
[0068]
<注射装置>
[0069]
在注射装置300的说明中,与合模装置100的说明、顶出装置200的说明不同,将填充时的螺杆330的移动方向(例如x轴负方向)设为前方,将计量时的螺杆330的移动方向(例如x轴正方向)设为后方来进行说明。
[0070]
注射装置300设置于滑动底座301,且滑动底座301配置成相对于注射装置框架920进退自如。注射装置300配置成相对于模具装置800进退自如。注射装置300与模具装置800接触,并对模具装置800内的型腔空间801填充成型材料。注射装置300例如具有缸体310、喷嘴320、螺杆330、计量马达340、注射马达350、压力检测器360等。
[0071]
缸体310对从供给口311供给至内部的成型材料进行加热。成型材料例如包含树脂等。成型材料例如形成为颗粒状,且以固体状态供给至供给口311。供给口311形成于缸体310的后部。在缸体310后部的外周设置水冷缸等冷却器312。在比冷却器312更靠前方,在缸体310的外周设置带式加热器等加热器313及温度检测器314。
[0072]
缸体310沿缸体310的轴向(例如x轴方向)划分为多个区域。在多个区域分别设置加热器313及温度检测器314。对多个区域分别设定有设定温度,控制装置700控制加热器313,以使温度检测器314的检测温度成为设定温度。
[0073]
喷嘴320设置于缸体310的前端部,且按压于模具装置800。在喷嘴320的外周设置加热器313及温度检测器314。控制装置700控制加热器313,以使喷嘴320的检测温度成为设定温度。
[0074]
螺杆330配置成在缸体310内旋转自如且进退自如。若使螺杆330旋转,则成型材料沿螺杆330的螺旋状沟槽被输送到前方。成型材料一边被输送到前方,一边通过来自缸体310的热量而逐渐被熔融。随着液态的成型材料被输送到螺杆330的前方并蓄积于缸体310的前部,使螺杆330后退。然后,若使螺杆330前进,则蓄积于螺杆330前方的液态的成型材料从喷嘴320注射,并填充于模具装置800内。
[0075]
止回环331在螺杆330的前部安装成进退自如,该止回环331作为止回阀防止将螺杆330推向前方时成型材料从螺杆330的前方向后方逆流。
[0076]
当使螺杆330前进时,止回环331因螺杆330前方的成型材料的压力而被推向后方,而相对于螺杆330相对地后退至堵塞成型材料的流路的封闭位置(参考图2)。由此,防止蓄
积于螺杆330前方的成型材料向后方逆流。
[0077]
另一方面,当使螺杆330旋转时,止回环331因沿螺杆330的螺旋状沟槽被输送到前方的成型材料的压力而被推向前方,而相对于螺杆330相对地前进至打开成型材料的流路的打开位置(参考图1)。由此,成型材料被输送到螺杆330的前方。
[0078]
止回环331可以是与螺杆330一同旋转的共转型及不与螺杆330一同旋转的非共转型中的任一个。
[0079]
另外,注射装置300可以具有使止回环331相对于螺杆330在打开位置与封闭位置之间进退的驱动源。
[0080]
计量马达340使螺杆330旋转。使螺杆330旋转的驱动源并不限定于计量马达340,例如可以是液压泵等。
[0081]
注射马达350使螺杆330进退。在注射马达350与螺杆330之间设置将注射马达350的旋转运动转换为螺杆330的直线运动的运动转换机构等。运动转换机构例如具有丝杠轴及与丝杠轴螺合的丝杠螺母。可以在丝杠轴与丝杠螺母之间设置滚珠、辊等。使螺杆330进退的驱动源并不限定于注射马达350,例如可以是液压缸等。
[0082]
压力检测器360检测在注射马达350与螺杆330之间传递的力。检测到的力通过控制装置700被换算成压力。压力检测器360设置于注射马达350与螺杆330之间的力的传递路径,且检测作用于压力检测器360的力。
[0083]
压力检测器360将表示其检测结果的信号发送至控制装置700。压力检测器360的检测结果使用于螺杆330从成型材料所承受的压力、相对于螺杆330的背压、从螺杆330作用于成型材料的压力等的控制、监视。
[0084]
注射装置300在控制装置700的控制下进行计量工序、填充工序及保压工序等。可以将填充工序及保压工序统称为注射工序。
[0085]
在计量工序中,驱动计量马达340使螺杆330以设定转速旋转,并将成型材料沿螺杆330的螺旋状沟槽输送到前方。伴随于此,成型材料逐渐被熔融。随着液态的成型材料被输送到螺杆330的前方并蓄积于缸体310的前部,使螺杆330后退。例如使用计量马达编码器341检测螺杆330的转速。计量马达编码器341检测计量马达340的旋转,并将表示其检测结果的信号发送至控制装置700。并且,检测螺杆330的转速的螺杆转速检测器并不限定于计量马达编码器341,能够使用常规的检测器。
[0086]
在计量工序中,为了限制螺杆330急剧地后退,可以驱动注射马达350对螺杆330施加设定背压。例如使用压力检测器360检测对螺杆330的背压。压力检测器360将表示其检测结果的信号发送至控制装置700。若螺杆330后退至计量完成位置,且在螺杆330的前方蓄积规定量的成型材料,则计量工序完成。
[0087]
计量工序中的螺杆330的位置及转速作为一系列的设定条件而统一设定。例如,设定计量开始位置、转速切换位置及计量完成位置。这些位置从前侧向后方依次排列,且表示设定有转速的区间的起点、终点。按每一区间设定转速。转速切换位置可以是1个,也可以是多个。可以不设定转速切换位置。并且,按每一区间设定背压。
[0088]
在填充工序中,驱动注射马达350使螺杆330以设定移动速度前进,并将蓄积于螺杆330前方的液态的成型材料填充于模具装置800内的型腔空间801。例如使用注射马达编码器351检测螺杆330的位置、移动速度。注射马达编码器351检测注射马达350的旋转,并将
表示其检测结果的信号发送至控制装置700。若螺杆330的位置到达设定位置,则进行从填充工序向保压工序的切换(所谓的v/p切换)。将进行v/p切换的位置也称为v/p切换位置。螺杆330的设定移动速度可以根据螺杆330的位置、时间等进行变更。
[0089]
填充工序中的螺杆330的位置及移动速度作为一系列的设定条件而统一设定。例如,设定填充开始位置(也称为“注射开始位置”。)、移动速度切换位置及v/p切换位置。这些位置从后侧向前方依次排列,且表示设定有移动速度的区间的起点、终点。按每一区间设定移动速度。移动速度切换位置可以是1个,也可以是多个。可以不设定移动速度切换位置。
[0090]
按设定螺杆330的移动速度的每一区间设定螺杆330的压力的上限值。通过压力检测器360检测螺杆330的压力。当压力检测器360的检测值为设定压力以下时,螺杆330以设定移动速度前进。另一方面,当压力检测器360的检测值超过设定压力时,以保护模具为目的,螺杆330以比设定移动速度更慢的移动速度前进,以使压力检测器360的检测值成为设定压力以下。
[0091]
另外,在填充工序中,螺杆330的位置到达v/p切换位置之后,可以使螺杆330暂停在v/p切换位置,然后进行v/p切换。在即将进行v/p切换之前,代替螺杆330的停止,也可以进行螺杆330的微速前进或微速后退。并且,检测螺杆330的位置的螺杆位置检测器及检测螺杆330的移动速度的螺杆移动速度检测器并不限定于注射马达编码器351,能够使用常规的检测器。
[0092]
在保压工序中,驱动注射马达350将螺杆330推向前方,且将螺杆330的前端部的成型材料的压力(以下,也称为“保持压力”。)保持为设定压力,并将缸体310内残留的成型材料推向模具装置800。能够补充模具装置800内的因冷却收缩而导致的不足量的成型材料。例如使用压力检测器360检测保持压力。压力检测器360将表示其检测结果的信号发送至控制装置700。保持压力的设定值可以根据自保压工序开始起的经过时间等进行变更。可以分别设定多个保压工序中的保持压力及对保持压力进行保持的保持时间,也可以作为一系列的设定条件而统一设定。
[0093]
在保压工序中,模具装置800内的型腔空间801的成型材料逐渐被冷却,在保压工序完成时,型腔空间801的入口被已固化的成型材料堵塞。该状态被称为浇口密封,可防止成型材料从型腔空间801的逆流。在保压工序之后,开始冷却工序。在冷却工序中,进行型腔空间801内的成型材料的固化。以缩短成型周期时间为目的,可以在冷却工序中进行计量工序。
[0094]
另外,本实施方式的注射装置300为同轴螺杆方式,但也可以是预塑方式等。预塑方式的注射装置将在塑化缸内被熔融的成型材料供给至注射缸,并从注射缸对模具装置内注射成型材料。在塑化缸内,螺杆配置成旋转自如且不可进退,或螺杆配置成旋转自如且进退自如。另一方面,在注射缸内,柱塞配置成进退自如。
[0095]
并且,本实施方式的注射装置300是缸体310的轴向为水平方向的卧式,但也可以是缸体310的轴向为上下方向的立式。与立式的注射装置300组合的合模装置可以是立式,也可以是卧式。相同地,与卧式的注射装置300组合的合模装置可以是卧式,也可以是立式。
[0096]
<移动装置>
[0097]
在移动装置400的说明中,与注射装置300的说明同样地,将填充时的螺杆330的移动方向(例如x轴负方向)设为前方,将计量时的螺杆330的移动方向(例如x轴正方向)设为
后方来进行说明。
[0098]
移动装置400使注射装置300相对于模具装置800进退。并且,移动装置400相对于模具装置800按压喷嘴320而产生喷嘴接触压力。移动装置400包含液压泵410、作为驱动源的马达420及作为液压致动器的液压缸430等。
[0099]
液压泵410具有第1端口411及第2端口412。液压泵410为可双向旋转的泵,通过切换马达420的旋转方向,从第1端口411及第2端口412中的任一端口吸入工作液(例如油)并从另一端口吐出而产生液压。并且,液压泵410也能够从罐抽吸工作液并从第1端口411及第2端口412中的任一端口吐出工作液。
[0100]
马达420使液压泵410工作。马达420通过与来自控制装置700的控制信号相对应的旋转方向及旋转转矩来驱动液压泵410。马达420可以是电动马达,也可以是电动伺服马达。
[0101]
液压缸430具有缸主体431、活塞432及活塞杆433。缸主体431相对于注射装置300固定。活塞432将缸主体431的内部划分为作为第1室的前腔室435及作为第2室的后腔室436。活塞杆433相对于固定压板110固定。
[0102]
液压缸430的前腔室435经由第1流路401与液压泵410的第1端口411连接。从第1端口411吐出的工作液经由第1流路401供给至前腔室435,由此注射装置300被推向前方。注射装置300前进而喷嘴320被按压于固定模具810。前腔室435发挥通过从液压泵410供给的工作液的压力而产生喷嘴320的喷嘴接触压力的压力室的作用。
[0103]
另一方面,液压缸430的后腔室436经由第2流路402与液压泵410的第2端口412连接。从第2端口412吐出的工作液经由第2流路402供给至液压缸430的后腔室436,由此注射装置300被推向后方。注射装置300后退而喷嘴320从固定模具810分开。
[0104]
另外,在本实施方式中,移动装置400包含液压缸430,但本发明并不限定于此。例如,代替液压缸430,也可以使用电动马达及将该电动马达的旋转运动转换为注射装置300的直线运动的运动转换机构。
[0105]
<控制装置>
[0106]
控制装置700例如由计算机构成,如图1、图2所示,具有cpu(central processing unit(中央处理器))701、存储器等存储介质702、输入接口703及输出接口704。控制装置700通过使cpu701执行存储于存储介质702的程序来进行各种控制。并且,控制装置700通过输入接口703接收来自外部的信号,并通过输出接口704向外部发送信号。
[0107]
控制装置700通过反复进行计量工序、闭模工序、升压工序、合模工序、填充工序、保压工序、冷却工序、脱压工序、开模工序及顶出工序等,反复制造出成型品。将用于获得成型品的一系列的动作、例如从计量工序开始至下一个计量工序开始之前的动作也称为“注料”或“成型周期”。并且,将1次注料所需的时间也称为“成型周期时间”或“周期时间”。
[0108]
一次成型周期例如依次具有计量工序、闭模工序、升压工序、合模工序、填充工序、保压工序、冷却工序、脱压工序、开模工序及顶出工序。这里的顺序为各工序开始的顺序。填充工序、保压工序及冷却工序在合模工序期间进行。也可以使合模工序的开始与填充工序的开始一致。脱压工序的结束与开模工序的开始一致。
[0109]
另外,以缩短成型周期时间为目的,可以同时进行多个工序。例如,计量工序可以在上次成型周期的冷却工序中进行,也可以在合模工序期间进行。此时,可以设为在成型周期的最初进行闭模工序。并且,填充工序可以在闭模工序中开始。并且,顶出工序可以在开
模工序中开始。当设置有开闭喷嘴320的流路的开闭阀时,开模工序可以在计量工序中开始。因为即便在计量工序中开始开模工序,只要开闭阀关闭喷嘴320的流路,则成型材料不会从喷嘴320泄漏。
[0110]
另外,一次成型周期可以具有除了计量工序、闭模工序、升压工序、合模工序、填充工序、保压工序、冷却工序、脱压工序、开模工序及顶出工序以外的工序。
[0111]
例如,可以在保压工序完成之后且计量工序开始之前,进行使螺杆330后退至预先设定的计量开始位置的计量前倒吸工序。能够在计量工序开始之前降低蓄积于螺杆330前方的成型材料的压力,而能够防止开始计量工序时的螺杆330急剧地后退。
[0112]
并且,也可以在计量工序完成之后且填充工序开始之前,进行使螺杆330后退至预先设定的填充开始位置(也称为“注射开始位置”。)的计量后倒吸工序。能够在填充工序开始之前降低蓄积于螺杆330前方的成型材料的压力,而能够防止填充工序开始之前成型材料从喷嘴320的泄漏。
[0113]
控制装置700与接收使用者的输入操作的操作装置750(输入部的一例)及显示显示画面的显示装置760连接。操作装置750及显示装置760例如由触摸面板构成,并且可以被一体化。作为显示装置760的触摸面板在控制装置700的控制下显示显示画面。可以在触摸面板的显示画面显示例如注射成型机10的设定、当前的注射成型机10的状态等信息。并且,可以在触摸面板的显示画面显示例如用于接收使用者的输入操作的按钮、输入栏等输入操作部。作为操作装置750的触摸面板检测使用者在显示画面上的输入操作,并将与输入操作相对应的信号输出至控制装置700。由此,例如,使用者能够一边确认显示于显示画面的信息,一边操作设置于显示画面的输入操作部来进行注射成型机10的设定(包含设定值的输入)等。并且,使用者通过操作设置于显示画面的输入操作部,能够使与输入操作部对应的注射成型机10进行动作。注射成型机10的动作例如可以是合模装置100、顶出装置200、注射装置300、移动装置400等的动作(也包含停止)。并且,注射成型机10的动作可以是显示于作为显示装置760的触摸面板的显示画面的切换等。操作装置750及显示装置760例如配置于合模装置100(更详细而言为固定压板110)的操作侧(y轴负方向)。
[0114]
另外,对本实施方式的操作装置750及显示装置760被一体化为触摸面板的情况进行了说明,但也可以独立地设置。并且,操作装置750也可以设置多个。并且,可以代替操作装置750或在其基础上,设置接收除了来自使用者的操作输入以外的输入的其他输入装置(例如,接收声音输入的声音输入装置、接收手势输入的手势输入装置等)(输入部的一例)。
[0115]
[控制装置的详细说明]
[0116]
接着,参考图3~图5对控制装置700进行详细说明。
[0117]
图3是表示控制装置700的结构的一例的功能框图。图4是表示有关注射成型机10的维修(检查)的具体例的图。图5是表示表信息的一例的图,该表信息表示在注射成型机10中可能发生的多个事件的每一事件发生时的收集对象的数据(以下,称为“事件发生时收集数据”)的内容。具体而言,图5是表示表信息(以下,称为“对应表”)的一例(对应表50)的图,该表信息针对多个事件中的每一事件来表示事件的内容与事件发生时收集数据的内容之间的对应关系。
[0118]
如图3所示,控制装置700包含上位控制器700a、下位控制器700b及驱动器700c。并且,控制装置700(上位控制器700a)分别与设置于注射成型机10外部的管理装置5及输出目
标装置6可通信地连接。
[0119]
上位控制器700a例如向下位控制器700b输出控制信号,并经由下位控制器700b集中控制注射成型机10的整体动作。上位控制器700a包含状态管理部7001、收集数据决定部7002、对应表存储部7003、数据收集部7004、收集数据存储部7005、收集数据提示部7006、数据选择部7007及数据输出部7008。状态管理部7001、收集数据决定部7002、数据收集部7004、收集数据提示部7006、数据选择部7007及数据输出部7008的功能,例如可以通过在cpu701上执行安装于存储介质702(例如,辅助存储装置)的程序而实现。并且,对应表存储部7003及收集数据存储部7005的功能,例如可以通过由存储介质702(例如,辅助存储装置)规定的存储区域而实现。
[0120]
下位控制器700b例如在上位控制器700a的控制下,控制实现注射成型机10的动作的各个致动器。致动器中例如包含合模马达160、模厚调整马达183、顶出马达、计量马达340、注射马达350、马达420等电动致动器。具体而言,下位控制器700b可以通过向控制电动致动器的驱动器700c输出控制信号,由此通过驱动器700c来控制各个电动致动器的动作。
[0121]
驱动器700c在下位控制器700b的控制下,从电源向电动致动器供给驱动电流,驱动电动致动器。
[0122]
管理装置5例如收集有关注射成型机10的数据,并管理注射成型机10的状态、其动作。管理装置5例如是设置于管理中心等的云服务器(中心服务器),该管理中心位于相对远离设置有注射成型机10的工厂的场所。并且,管理装置5例如是位于设置有注射成型机10的工厂内或相对靠近工厂的场所(例如,工厂附近的通信公司的基站、办公场所等)的边缘服务器。并且,管理装置5例如可以是在设置有注射成型机10的工厂内设置的终端装置。终端装置例如可以是台式计算机终端等固定式终端装置,例如也可以是智能手机、平板电脑终端、笔记本型计算机终端等便携终端。管理装置5通过规定的通信线路与注射成型机10可通信地连接。规定的通信线路中例如包含工厂内的局域网(lan:local area network)。局域网可以由有线线路构成,也可以由无线线路构成,还可以以包含这两者的形式构成。并且,规定的通信线路中例如可以包含工厂外部的广域网(wan:wide area network)。广域网中例如可以包含以基站为末端的移动通信网、利用通信卫星的卫星通信网、因特网等。并且,规定的通信线路中例如可以包含wifi、蓝牙(注册商标)等近距离无线通信线路。
[0123]
输出目标装置6是事件发生时收集数据的输出目标。输出目标装置6例如可以是与上位控制器700a物理连接的外部存储装置。外部存储装置例如是usb(universal serial bus(通用串行总线))存储器。并且,输出目标装置6是通过规定的通信线路与注射成型机10(上位控制器700a)可通信地连接,并根据事件发生时收集数据来进行有关所发生的事件的诊断、数据分析的外部的信息处理装置。外部的信息处理装置例如可以是管理装置5。
[0124]
状态管理部7001根据通过数据收集部7004收集的有关注射成型机10的各种数据,来管理(监视)注射成型机10的状态、其动作。状态管理部7001例如监视预先规定的在注射成型机10中可能发生的多个事件的发生的有无。当判断为发生了多个事件中的任一事件时,状态管理部7001将该情况通知给收集数据决定部7002。
[0125]
多个事件中例如包含注射成型机10的规定的异常状态。注射成型机10的规定的异常状态中例如可以包含“压力异常”。“压力异常”表示作用于注射成型机10的规定部位的压力(例如,从螺杆330作用于成型材料的压力)的实际值包含于可判断为异常的数值范围
(即,相对较大的数值范围)的状态。并且,注射成型机10的规定的异常状态中例如可以包含“加速度异常”。“加速度异常”表示驱动注射成型机10的规定部位的致动器(例如,电动致动器)的加速度(实际值)包含于可判断为异常的数值范围(即,相对较大地数值范围)的状态。即,多个事件中可以包含一种或多种异常状态。
[0126]
并且,多个事件中例如可以包含注射成型机10的规定的维修(检查)时期的到来。如图4所示,规定的维修中例如可以包含“自动润滑脂供给装置的检查”。关于自动润滑脂供给装置的检查,例如建议每月实施一次,若从工厂出厂后的运转开始或上次检查起经过一个月,则其检查时期到来。并且,规定的维修中例如可以包含“螺杆组件(螺杆330)的检查”。关于螺杆组件的检查,例如建议每三个月实施一次,若从工厂出厂后的运转开始或上次检查起经过三个月,则其检查时期到来。并且,规定的维修中例如可以包含“(注射成型机10的)电源电压的检查”。关于电源电压的检查,例如建议每六个月实施一次,若从工厂出厂后的运转开始或上次检查起经过六个月,则其检查时期到来。并且,规定的维修中例如可以包含“塑化装置工作油(驱动注射装置300的液压致动器用的工作油)的检查”。关于塑化装置工作油的检查,例如建议每年实施一次,若从工厂出厂后的运转开始或上次检查起经过一年,则其检查时期到来。
[0127]
回到图3,当发生了规定的事件时(即,通过状态管理部7001判断为发生了规定的事件时),收集数据决定部7002决定事件发生时收集数据的内容。
[0128]
收集数据决定部7002例如可以根据通过操作装置750接收的使用者的输入操作,决定事件发生时收集数据的内容。事件发生时收集数据的内容中例如包含事件发生时的收集对象的数据的种类。并且,事件发生时收集数据的内容中包含事件发生时的收集对象的特定种类的数据的获取条件。获取条件中例如包含有关数据的获取期间的条件、获取数据时的注射成型机10的状态、限定动作工序的条件等。动作工序中例如可以包含闭模工序、升压工序、合模工序、脱压工序、开模工序、顶出工序、填充工序、保压工序、计量工序、冷却工序等。由此,使用者能够通过手动来决定事件发生时收集数据的内容,并将该内容指示给上位控制器700a(收集数据决定部7002)。
[0129]
并且,收集数据决定部7002也可以根据对应表,自动地决定与事件的内容相对应(匹配)的事件发生时收集数据。如上所述,对应表中,按照多个事件中的每一事件,将事件的内容与事件发生时收集数据的内容建立对应关联。因此,收集数据决定部7002能够将与由来自状态管理部7001的通知指定的事件对应的内容的数据决定为事件发生时收集数据。
[0130]
例如,如图5所示,对应表50中,“压力指示值数据”、“压力实际值数据”及“动作工序数据”与作为规定事件的“压力异常”建立对应关联。压力指示值数据是表示有关成为对象的压力的指示值的控制数据。压力实际值数据是表示成为对象的压力的实际检测值的检测数据。动作工序数据是表示发生了“压力异常”的事件时的注射成型机10的动作工序的数据。并且,对应表50中,例如,“速度指示值数据”、“速度实际值数据”、“转矩指示值数据”、“转矩实际值数据”及“动作工序数据”与作为规定事件的“加速度异常”建立对应关联。速度指示值数据是表示对象的电动致动器的速度指示值的控制数据。速度实际值数据是表示对象的电动致动器的速度的实际检测值的检测数据。转矩指示值数据是表示对象的电动致动器的转矩指示值的控制数据。转矩实际值数据是表示对象的电动致动器的转矩的实际检测值的检测数据。动作工序数据是表示发生了“加速度异常”的事件时的注射成型机10的动作
工序的数据。并且,对应表50中,例如“dc(direct current(直流))母线电压数据”、“dc电流数据”及“动作工序数据”与作为规定事件的“电源电压的检查”(的时期到来)建立对应关联。dc母线电压数据表示注射成型机10的电源电路中的dc母线(直流侧)的电压的检测数据。dc电流数据表示注射成型机10的电源电路的直流电流的检测数据。动作工序数据表示检测到dc母线电压数据及dc电流数据时的注射成型机10的动作工序。
[0131]
回到图3,例如若发生规定的事件(具体而言,若通过状态管理部7001判断为发生了规定的事件),则上位控制器700a使显示装置760显示用于选择是手动决定还是自动决定事件发生时收集数据的画面。由此,当事件发生时,使用者能够选择是手动决定还是自动决定事件发生时收集数据的内容。并且,也可以如后述那样,例如若发生规定的事件(具体而言,若通过状态管理部7001判断为发生了规定的事件),则上位控制器700a(收集数据决定部7002)自动地决定事件发生时收集数据的内容。
[0132]
对应表存储部7003中存储有对应表。由此,收集数据决定部7002能够读出对应表并进行利用。
[0133]
数据收集部7004收集有关注射成型机10的数据。数据收集部7004包含平时数据收集部7004a及事件发生时数据收集部7004b。
[0134]
平时数据收集部7004a例如收集状态管理部7001用于管理(监视)注射成型机10的各种状态的有关注射成型机10的各种数据(以下,称为“平时收集数据”)。通过平时数据收集部7004a收集的数据存储于收集数据存储部7005。
[0135]
事件发生时数据收集部7004b例如根据规定事件的发生,收集符合通过收集数据决定部7002决定的内容的数据(事件发生时收集数据)。具体而言,事件发生时数据收集部7004b可以对通过收集数据决定部7002决定的事件发生时收集数据的内容与存储于收集数据存储部7005的作为平时收集数据已经收集完毕的数据的内容进行核对。然后,事件发生时数据收集部7004b可以从已经收集完毕的收集数据中收集(提取)事件发生时收集数据。并且,事件发生时数据收集部7004b可以额外收集除了事件发生时收集数据中的作为平时收集数据已经收集完毕的数据以外的数据(不足量的数据)。并且,事件发生时数据收集部7004b可以不依赖于平时收集数据的内容,而重新收集通过收集数据决定部7002决定的内容的事件发生时收集数据。通过事件发生时数据收集部7004b收集的事件发生时数据输出至收集数据提示部7006。
[0136]
数据收集部7004(平时数据收集部7004a及事件发生时数据收集部7004b)例如通过下位控制器700b、驱动器700c,获取(收集)搭载于注射成型机10的各种传感器的检测数据。并且,数据收集部7004(平时数据收集部7004a及事件发生时数据收集部7004b)例如可以从管理装置5、下位控制器700b及驱动器700c中的至少一个中获取(收集)注射成型机10的控制数据(例如,有关对各种致动器的控制指示值等的控制数据)。并且,数据收集部7004(平时数据收集部7004a及事件发生时数据收集部7004b)例如可以通过管理装置5获取(收集)从外部获取的有关注射成型机10的数据。从外部获取的有关注射成型机10的数据中例如包含拍摄注射成型机10的整体、规定部位等而得到的图像数据。图像数据例如可以通过设置于注射成型机10的周围且与管理装置5可通信地连接的摄像机获取,其既可以是静止图像可以是动态图像。
[0137]
收集数据存储部7005中存储通过数据收集部7004(平时数据收集部7004a)收集的
数据。
[0138]
收集数据提示部7006(通知部的一例)通过显示装置760,将通过数据收集部7004收集的事件发生时数据的内容提示(通知)给使用者。由此,当发生了规定的事件时,使用者能够确认通过数据收集部7004收集的数据(事件发生时收集数据)的内容。
[0139]
数据选择部7007根据通过操作装置750进行的规定的输入操作,从通过数据收集部7004收集的事件发生时收集数据中选择出向输出目标装置6输出的对象的数据。由此,例如在不想将一部分数据提供给外部的情况下,使用者能够限制向外部(输出目标装置6)提供的事件发生时收集数据的内容。数据选择部7007例如可以构成为,能够从通过数据收集部7004作为事件发生时收集数据而收集的多种数据中选择一部分种类的数据。并且,数据选择部7007例如可以构成为,能够选择仅抽出通过数据收集部7004作为事件发生时收集数据而收集的特定种类的时序数据的一部分时段的数据。
[0140]
数据输出部7008将通过数据收集部7004收集的数据输出至注射成型机10的外部。数据输出部7008例如将通过数据收集部7004收集的事件发生时收集数据输出至输出目标装置6。由此,服务人员能够将输出(即,写入)至作为输出目标装置6的外部存储装置的(d1)事件发生时数据读取到规定的终端,并利用于有关规定的事件的诊断、分析等。并且,作为输出目标装置6的信息处理装置能够将从数据输出部7008获取(接收)的事件发生时收集数据利用于有关规定的事件的诊断、分析等。
[0141]
[控制装置的控制处理]
[0142]
接着,参考图6、图7,对控制装置700(上位控制器700a)所进行的有关事件发生时的数据收集的控制处理(以下,称为“事件发生时数据收集控制处理”)的具体例进行说明。
[0143]
<事件发生时数据收集控制处理的一例>
[0144]
图6是概略表示上位控制器700a所进行的事件发生时数据收集控制处理的一例的流程图。例如若通过状态管理部7001判断为发生了多个事件中的任一事件,并且对是手动决定还是自动决定事件发生时收集数据的内容的选择画面进行选择操作,则本流程图便开始。以下,关于后述图7的流程图也可以相同。
[0145]
如图6所示,在步骤s102中,上位控制器700a判定是否通过操作装置750接收到自动决定事件发生时收集数据的含义的输入操作。当通过操作装置750接收到自动决定事件发生时收集数据的含义的输入操作时,上位控制器700a进入步骤s104,除此以外的情况下,(即,当接收到手动决定的输入操作时)进入步骤s106。
[0146]
在步骤s104中,收集数据决定部7002根据对应表存储部7003的对应表,决定与所发生的规定的事件相符(匹配)的事件发生时收集数据的内容。若步骤s104的处理完成,则上位控制器700a进入步骤s112。
[0147]
另一方面,在步骤s106中,上位控制器700a在显示装置760显示用于设定收集数据的内容的设定画面。由此,使用者能够通过操作装置750操作该设定画面,并手动设定(决定)事件发生时收集数据的内容。若步骤s106的处理完成,则上位控制器700a进入步骤s108。
[0148]
在步骤s108中,上位控制器700a判定通过操作装置750进行的事件发生时收集数据的设定是否完成。例如,当通过操作装置750操作了显示于设定画面的表示设定完成的图标等时,上位控制器700a可以判定为设定完成。当事件发生时收集数据的设定完成时,上位
控制器700a进入步骤s110,当未完成时,待机直至完成为止(反复步骤s108的处理)。
[0149]
在步骤s110中,收集数据决定部7002根据通过设定画面进行的设定内容,决定事件发生时收集数据的内容(例如,种类、获取条件等)。若步骤s110的处理完成,则上位控制器700a进入步骤s112。
[0150]
另外,在本例中,可以省略使用者手动决定(设定)收集数据的内容的处理。此时,省略步骤s102、s106~s110的处理。例如,若通过状态管理部7001判断为发生了多个事件中的任一事件,则上位控制器700a可以显示包含用于使用者进行自动收集事件发生时收集数据的操作对象(例如,图标)的操作画面。然后,若该操作画面的操作对象被操作,则上位控制器700a可以开始省略了步骤s102、s106~s110的本流程图的处理。并且,例如若通过状态管理部7001判断为发生了多个事件中的任一事件,则上位控制器700a可以自动开始省略了步骤s102、s106~s110的本流程图的处理。
[0151]
在步骤s112中,数据收集部7004对在步骤s104或步骤s110中决定的事件发生时收集数据的内容与已经收集完毕的平时收集数据的内容进行比较。若步骤s112的处理完成,则上位控制器700a进入步骤s114。
[0152]
在步骤s114中,数据收集部7004判定是否需要额外的数据收集。具体而言,当事件发生时收集数据中包含除了已经收集完毕的平时收集数据以外的种类的数据、已经收集完毕的平时收集数据中未包含的时段的数据时,数据收集部7004可以判定为需要额外的数据收集。当需要额外的数据收集时,数据收集部7004进入步骤s116,当不需要时,进入步骤s122。
[0153]
在步骤s116中,数据收集部7004请求下位控制器700b、驱动器700c、管理装置5发送额外的收集对象的数据(以下,称为“额外收集数据”)。具体而言,数据收集部7004输出(发送)请求发送额外收集数据的信号(以下,称为“请求信号”)。请求信号中包含额外的收集对象的数据的内容(例如,种类、获取条件等)。请求信号可以发送至所有下位控制器700b、驱动器700c及管理装置5,发送目标也可以限定于能够获取额外的收集对象的数据的发送源(以下,称为“额外收集数据发送源”)。若步骤s116的处理完成,则上位控制器700a进入步骤s118。
[0154]
在步骤s118中,数据收集部7004接收(获取)从额外收集数据发送源发送的额外收集数据。若步骤s118的处理完成,则上位控制器700a进入步骤s120。
[0155]
另外,例如当因通信故障等某种原因,经过了一定时间还未完成从额外收集数据发送源的额外收集数据的获取时,即使有不足的额外收集数据,上位控制器700a也可以进入步骤s120。
[0156]
在步骤s120中,数据收集部7004输出基于已有的平时收集数据及额外收集数据的事件发生时收集数据。具体而言,数据收集部7004可以输出基于已有的平时收集数据中的与所决定的事件发生时收集数据的内容相同内容的数据(提取数据)、以及新接收(获取)的额外收集数据的组合的数据。并且,当已有的平时收集数据中不存在与事件发生时收集数据的内容相同种类、相同时段的数据时,数据收集部7004可以输出仅由额外收集数据构成的事件发生时收集数据。若步骤s120的处理完成,则上位控制器700a进入步骤s124。
[0157]
另一方面,在步骤s122中,数据收集部7004输出基于已有的平时收集数据的事件发生时收集数据。具体而言,数据收集部7004可以提取已有的平时收集数据中的与所决定
的事件发生时收集数据的内容相同内容的数据并输出所提取的数据。并且,数据收集部7004可以输出从已有的平时收集数据中删除了与所决定的事件发生时收集数据的内容不同的数据的编辑数据。若步骤s122的处理完成,则上位控制器700a进入步骤s124。
[0158]
在步骤s124中,收集数据提示部7006通过显示装置760进行有关所收集的事件发生时收集数据的显示。具体而言,收集数据提示部7006将用于从所收集的事件发生时收集数据中选择实际输出至外部的对象的数据的选择画面显示于显示装置760。由此,使用者能够通过操作装置750操作选择画面,而从所收集的事件发生时收集数据中选择实际输出至外部(输出目标装置6)的数据。收集数据提示部7006例如可以将所输出的事件发生时数据的种类(项目)等以基于名称、简单说明的列表形式概略显示在选择画面。并且,收集数据提示部7006例如可以在所输出的事件发生时数据的概略内容的基础上,通过时间序列的曲线图等将所输出的事件发生时数据的具体数值、其变化等详细显示在选择画面。若步骤s124的处理完成,则上位控制器700a进入步骤s126。
[0159]
在步骤s126中,数据选择部7007根据通过操作装置750接收的有关选择画面的操作,判定是否将所收集的所有事件发生时数据都选择为输出对象。当将所收集的所有事件发生时数据都选择为输出对象时,数据选择部7007进入步骤s128,当仅将一部分选择为输出对象时,进入步骤s130。
[0160]
另外,可以预先决定通过数据选择部7007选择为输出对象的数据的内容(种类、时段等)。
[0161]
在步骤s128中,数据输出部7008将通过数据收集部7004收集(在步骤s120或步骤s124中输出)的事件发生时收集数据直接输出至输出目标装置6。若步骤s128的处理完成,则上位控制器700a结束本次流程图的处理。
[0162]
另一方面,在步骤s130中,数据输出部7008仅将通过数据收集部7004收集的事件发生时收集数据中的通过数据选择部7007选择出的一部分数据输出至输出目标装置6。若步骤s128的处理完成,则上位控制器700a结束本次流程图的处理。
[0163]
如此,在本例中,当发生注射成型机10中可能发生的多个事件中的任一事件时,上位控制器700a能够自动收集与所发生的事件的内容相匹配的事件发生时收集数据。
[0164]
<事件发生时数据收集控制处理的另一例>
[0165]
图7是概略表示上位控制器700a所进行的事件发生时数据收集控制处理的另一例的流程图。
[0166]
如图7所示,步骤s202~s208的处理与图6的步骤s102~s108相同,因此省略说明。
[0167]
若步骤s208的处理完成,则上位控制器700a进入步骤s210。
[0168]
在步骤s210中,收集数据决定部7002与图6的步骤s110的情况相同地,根据通过设定画面进行的设定内容,决定事件发生时收集数据的内容。同时,收集数据决定部7002将所决定的事件发生时收集数据的内容登记到对应表中。例如,收集数据决定部7002可以将与对象的事件建立对应关联的数据的内容更新为手动设定的本次事件发生时收集数据的内容。
[0169]
若步骤s210的处理完成,则上位控制器700a进入步骤s212。
[0170]
步骤s212~s230的处理与图6的步骤s112~s130相同,因此省略说明。
[0171]
如此,在本例中,上位控制器700a能够将手动设定的事件发生时数据的内容登记
到对应表中。因此,例如上位控制器700a能够在下次以后(d3)发生相同的事件时,自动收集在上次发生相同事件时由服务人员手动设定的事件发生时数据。
[0172]
<事件发生时数据收集控制处理的又一例>
[0173]
在上述图6、图7中,以与登记于对应表中的各个事件建立对应关联的事件发生时数据的内容为一个的情况为前提,但也可以是各个事件与多个事件发生时数据的内容建立对应关联。即,对应表中可以登记多个某一种类的事件与事件发生时数据的内容之间的对应关系,登记内容(即,事件发生时数据的内容)可以互不相同。这是因为,例如在发生注射成型机10的规定异常或规定的维修时期到来时,想要收集的数据的内容有可能根据使用者、服务人员而不同。
[0174]
此时,可以在图6的步骤s102与步骤s104之间补加将用于从多个登记中选择一个的选择画面显示于显示装置760的处理及判定是否通过选择画面完成了一个登记的选择的处理。图7的步骤s202与步骤s204之间也可以补加相同的处理。由此,在步骤s104中,收集数据决定部7002能够根据通过选择画面选择的一个登记,决定事件发生时收集数据。
[0175]
并且,此时,在图7的步骤s210中,收集数据决定部7002可以将对所发生的对象的事件与根据通过设定画面进行的设定内容而决定的事件发生时收集数据建立对应关联的对应关系额外登记到对应表中。由此,上位控制器700a能够根据使用者进行的手动设定,增加与本次发生的对象的事件建立对应关联的事件发生时收集数据的内容的登记数。
[0176]
[作用]
[0177]
接着,对本实施方式所涉及的注射成型机10(控制装置700)的作用进行说明。
[0178]
在本实施方式中,数据收集部7004针对注射成型机10中可能发生的多个事件中的每一事件,根据事件的发生而收集与事件的内容相符的有关注射成型机10的数据。
[0179]
由此,控制装置700能够自动收集与发生的每一事件的内容相符(匹配)的数据。
[0180]
并且,在本实施方式中,上述多个事件中可以包含注射成型机10的规定的异常状态及注射成型机10的规定的维修时期到来中的至少一个。
[0181]
例如,使用者有可能需要根据注射成型机10的异常状态的发生,而等待服务人员的指示或与服务人员共享异常状态的内容。因此,有可能导致注射成型机10的停机时间相对地变长。
[0182]
相对于此,在本实施方式中,控制装置700能够根据注射成型机10的规定异常的发生,自动收集与异常的内容相符的事件发生时数据。因此,能够利用自动收集的事件发生时数据,在相对较短的时间内实现与服务人员共享注射成型机10的异常状态。因此,能够相对地缩短注射成型机10的停机时间。
[0183]
并且,例如当根据来自使用者的要求来应对注射成型机10的异常时,服务人员有可能需要记住对于可能发生的每一个异常应收集的数据的内容。
[0184]
相对于此,在本实施方式中,控制装置700能够根据注射成型机10的规定异常的发生,自动收集与异常的内容相符的事件发生时数据。因此,服务人员无需记住针对注射成型机10中可能发生的每一异常应收集的数据的内容。因此,能够提高服务人员的便利性。
[0185]
并且,例如有可能需要使用者根据注射成型机10的异常状态的发生进行异常内容的报告等。
[0186]
相对于此,在本实施方式中,控制装置700能够根据注射成型机10的规定异常的发
生,自动收集与异常的内容相符的事件发生时数据。因此,使用者能够利用自动收集的事件发生时数据而迅速地进行异常内容的报告。
[0187]
并且,在本实施方式中,控制装置700能够根据注射成型机10的规定的维修时期的到来,自动收集与维修的内容相符的事件发生时数据。因此,例如服务人员能够利用根据维修时期的到来而自动获取的事件发生时数据,预测维修对象的部件的故障等,而实现预先准备维修对象的部件等的应对。
[0188]
并且,在本实施方式中,收集数据提示部7006将通过数据收集部7004收集的事件发生时数据的内容通知给使用者。
[0189]
由此,控制装置700能够让使用者确认所收集的事件发生时数据的内容(例如,数据的种类、数据的概要等)。
[0190]
另外,上位控制器700a可以在利用显示装置760的视觉通知的基础上或代替地,进行利用声音输出装置(例如,扬声器等)的听觉通知。
[0191]
并且,在本实施方式中,数据选择部7007可以根据对操作装置750的规定的输入操作,从通过数据收集部7004收集的事件发生时收集数据中选择输出至外部(输出目标装置6)的对象的数据。
[0192]
由此,控制装置700能够让使用者选择实际输出至外部的数据。因此,控制装置700例如能够将使用者不想输出至外部的种类的数据、某一种类的时间序列数据中的使用者不想输出至外部的一部分时段的数据等排除在外,而仅将使用者允许输出的数据选择性地输出至外部。
[0193]
并且,在本实施方式中,数据收集部7004可以对事件发生时收集数据的内容与已经收集完毕的平时收集数据的内容进行核对。
[0194]
由此,控制装置700能够确认已经收集完毕的平时收集数据中是否包含与事件发生时收集数据相同内容的数据。
[0195]
并且,在本实施方式中,数据收集部7004可以收集事件发生时收集数据中的除了已经收集完毕的数据以外的数据。
[0196]
由此,控制装置700能够抑制有关数据收集的重复的不必要的处理以减轻处理负担。
[0197]
并且,在本实施方式中,数据输出部7008可以将通过数据收集部7004收集的(一部分或所有)事件发生时收集数据输出至外部。
[0198]
由此,能够利用输出至输出目标装置6的数据,在注射成型机10的外部进行有关发生的事件的诊断、分析等。
[0199]
[变形/变更]
[0200]
以上,对实施方式进行了说明,但本发明并不限定于特定的实施方式,能够在技术方案中所记载的宗旨的范围内进行各种变形、变更。
[0201]
例如,在上述实施方式中,以注射成型机10为对象,说明了与事件发生时的事件的内容相符的数据收集的方法,但也可以以其他工业用机械为对象,适用相同的数据收集的方法。其他工业用机械中例如包含机床、工业机器人等、固定于工厂的固定式机械。并且,其他工业用机械中例如包含移动式施工机械。移动式施工机械中例如包含挖土机、推土机等工程机械、联合收割机等农用机械、移动式起重机等运输机械等。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1