通过双材料增材制造的保护性掩模及相关方法与流程
通过双材料增材制造的保护性掩模及相关方法
背景技术:
1.本公开总体涉及零件制造,并且更具体地涉及一种用于覆盖零件的表面中的开口的保护性掩模。保护性掩模包括两个构件,一个构件由水溶性材料制成。两个构件均通过增材制造形成。
2.工业零件可在制造之后暴露于多种工艺以完成零件。在一个示例中,零件可暴露于喷丸硬化,其中零件的表面用锤击(peening)材料(诸如金属丸)轰击。在另一个示例中,零件可涂覆有保护层以保护其下面的材料免受使用零件的恶劣环境的影响。例如,可将热障涂层(tbc)施加到涡轮转子叶片的外表面,以保护叶片在使用期间免受高温影响。
3.一些零件可包括在其表面中的开口,这些开口需要在成型后处理期间受到保护。例如,涡轮转子叶片可包括各种内部冷却回路,这些内部冷却回路通过冷却通道(即,零件表面中的开口)通向零件的外表面。可提供冷却通道以冷却它们所存在位于的内部结构,和/或在零件的整个外表面上产生冷却膜。
4.采用多种机构来保护开口。在一些情况下,诸如插塞的可移除材料可设置在开口中或开口上方,以例如防止它们在涂层施加在开口上方时被填充。可移除材料阻挡涂层进入开口,但增加了制造时间和复杂性,因为必须最终移除可移除材料和/或其上的涂层。例如,每个开口必须移除阻挡材料,这可能是耗时的。此外,涂层典型地施加在阻挡材料上,但需要从阻挡材料上移除以暴露阻挡材料和/或开口。因为涂层桥接在阻挡材料上,所以涂层的移除可导致涂层的其余部分(例如,tbc)的大量破裂,这可使得零件不可用或需要大量的附加处理。在通过该工艺利用零件的材料卡住阻挡材料的情况下,在锤击工艺之后移除阻挡材料可能尤其具有挑战性。其他方法采用屏蔽特征(诸如悬突),以保护开口。在一些情况下,悬突被移除,在这种情况下它们呈现与可移除的阻挡材料类似的挑战。在其他情况下,悬突保持为零件的组成部分。在后一种情况下,零件的复杂性增加,并且可牺牲零件的性能以适应悬突。无论采用何种方法,目前用于保护零件的表面中的开口的工艺都可能具有挑战性,因为单独形成和/或移除保护性掩模可能非常复杂。
5.增材制造(am)包括通过材料的连续层叠而不是材料的移除来生产零件的多种过程。因此,增材制造可形成复杂的几何形状,而无需使用任何种类的工具、模具或夹具,并且很少浪费或不浪费材料。并非由实心材料坯体(其中许多被切削掉并丢弃)加工部件,增材制造中使用的唯一材料是使部件成形所需的材料。因此,许多工业零件(诸如涡轮转子叶片)通过增材制造制成。增材制造的进步产生了可使用两种不同材料打印的系统。
技术实现要素:
6.本公开的第一方面提供了一种用于零件的保护性掩模,该零件在其表面中包括多个开口,该保护性掩模包括:安装构件,该安装构件至少部分地位于多个开口中的至少两个开口中的每个开口内,其中每个安装构件包括水溶性材料;和掩蔽构件,该掩蔽构件联接到安装构件,该掩蔽构件包括非水溶性材料,并且其中每个安装构件包括水溶性材料的第一多个整体层,并且掩蔽构件包括非水溶性材料的第二多个整体层。
7.本公开的第二方面提供了一种增材制造(am)结构,该结构包括:零件,该零件在其表面中包括多个开口;和保护性掩模,该保护性掩模包括:安装构件,该安装构件至少部分地位于多个开口中的至少两个开口中的每个开口内,其中每个安装构件包括水溶性材料;和掩蔽构件,该掩蔽构件联接至少两个安装构件,该掩蔽构件包括非水溶性材料,其中每个安装构件包括水溶性材料的第一多个整体层,并且掩蔽构件包括非水溶性材料的第二多个整体层,并且其中每个安装构件和掩蔽构件使用至少双材料增材制造系统形成。
8.本公开的第三方面提供了一种方法,该方法包括:第一顺序地在预定路径中逐层顺序地分配流体水溶性材料,以选择性地生成至少部分地位于零件的表面中的多个开口中的至少两个内的安装构件;以及第二顺序地在预定路径中逐层地分配流体非水溶性材料,以选择性地生成联接至少两个安装构件的掩蔽构件。
9.本公开的示例性方面被设计成解决本文描述的问题和/或未讨论的其他问题。
附图说明
10.从结合描绘本公开的各种实施方案的附图的对本公开的各个方面的以下详细描述,将更容易理解本公开的这些和其他特征,其中:
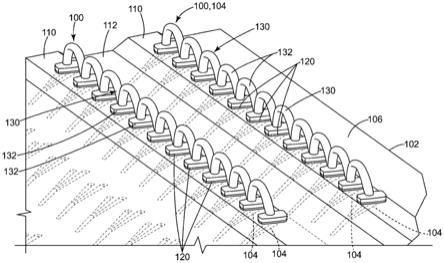
11.图1示出了根据本公开的实施方案的在零件上包括保护性掩模的增材制造(am)结构的透视图;
12.图2示出了根据本公开的实施方案的在零件上包括保护性掩模的am结构的放大侧视图;
13.图3示出了根据本公开的其他实施方案的在零件上包括保护性掩模的am结构的放大侧视图;
14.图4示出了根据本公开的实施方案的顺序形成保护性掩模的安装构件的侧视图;
15.图5示出了根据本公开的实施方案的顺序形成保护性掩模的掩蔽构件的侧视图;
16.图6示出了根据本公开的实施方案的将涂层施加到am结构的放大侧视图;
17.图7示出了根据本公开的实施方案的对am结构进行喷丸硬化的放大侧视图;并且
18.图8示出了根据本公开的实施方案的溶解安装构件的放大侧视图。
19.应当注意,本公开的附图未必按比例绘制。附图旨在仅描绘本公开的典型方面,并且因此不应当被视为限制本公开的范围。在附图中,类似的编号表示附图之间的类似的元件。
具体实施方式
20.作为初始事项,为了清楚地描述当前技术,当引用和描述相关部件时,将有必要选择某些术语。在可能范围内,通用行业术语将以与术语的接受含义一致的方式来使用和采用。除非另有说明,否则应当对此类术语给出与本技术的上下文和所附权利要求书的范围一致的广义解释。本领域的普通技术人员将了解,通常可以使用若干不同或重叠术语来引用特定部件。在本文中可描述为单个零件的物体可以包括多个部件并且在另一个上下文中被引用为由多个部件组成。另选地,本文中可描述为包括多个部件的物体可在别处称为单个零件。在本文中可以有规律地使用若干描述性术语,如下所述。术语“第一”、“第二”和“第三”可以可互换地使用,以将一个部件与另一个部件区分开,并且不旨在表示单独部件的位
置或重要性。
21.本文使用的术语仅用于描述特定实施方案的目的并且不旨在限制本公开。如本文所用,单数形式“一个”、“一种”和“该”旨在也包括复数形式,除非上下文另有明确地说明。将进一步理解,当在说明书中使用时,术语“包括”和/或“包含”指定存在陈述特征、整数、步骤、操作、元件和/或部件,但是不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、部件和/或它们的组。“任选的”或“任选地”意指随后描述的事件或情况可能发生或可能不发生,并且该描述包括事件发生的实例和事件不发生的实例。
22.在元件或层被称为“在
…
上”、“接合到”、“连接到”或“联接到”另一个元件或层的情况下,它可直接在另一个元件或层上、接合到、连接到或联接到另一个元件或层,或者可存在居间元件或层。相比之下,当元件被称为“直接处于另一个元件或层上”、“直接接合到另一个元件或层”、“直接连接到另一个元件或层”或“直接联接到另一个元件或层”时,可不存在居间元件或层。用于描述元件之间关系的其他词语应以类似的方式解释(例如,“在
…
之间”与“直接在
…
之间”,“相邻”与“直接相邻”等)。如本文所用,术语“和/或”包括一个或多个相关联的所列项目的任何和所有组合。
23.如上所述,本公开提供了一种用于零件的保护性掩模,该零件在其表面中包括多个开口。保护性掩模包括安装构件,该安装构件至少部分地位于多个开口中的至少两个开口中的每个开口内。每个安装构件包括水溶性材料。掩蔽构件联接该至少两个安装构件。掩蔽构件包括非水溶性材料。每个安装构件包括水溶性材料的第一多个整体层,并且掩蔽构件包括非水溶性材料的第二多个整体层。保护性掩模可由双材料增材制造系统制成。本发明还提供了一种相关方法。
24.增材制造(am)包括通过材料的连续层叠而不是材料的移除来生产部件的多种过程。因此,增材制造可形成复杂的几何形状,而无需使用任何种类的工具、模具或夹具,并且很少浪费或不浪费材料。并非由实心材料坯体(其中许多被切削掉并丢弃)加工部件,增材制造中使用的唯一材料是使部件成形所需的材料。增材制造技术通常包括采用待形成的部件的三维计算机辅助设计(cad)文件,以电子方式将该部件切成层(例如,18微米至102微米厚)并且创建具有每个层的二维图像(包括向量、图像或坐标)的文件。然后,可将该文件加载到制备软件系统中,该制备软件系统解读该文件,使得可通过不同类型的增材制造系统来构建该部件。在增材制造的3d打印、快速成型(rp)和直接数字制造(ddm)形式中,对材料层进行选择性分配、例如烧结、成形、沉积等以形成该部件。
25.根据本公开的实施方案,3d打印并且更具体地多头挤出机增材制造技术的进展在形成保护性掩模方面具有优势。除了别的以外,该技术可被称为熔融沉积成型(fdm)。在这些增材制造工艺中,通过在预定路径中逐层选择性地分配流体来构建物体。零件和/或分配头可在x
‑
y方向上移动。零件和/或分配头也可在竖直方向上移动以容纳构建。所用的材料可以是(例如)流体形式的热塑性聚合物、陶瓷等。一旦产生每个层,零件几何形状的每个二维切片硬化。该材料可自然硬化或可使用例如冷却、加热或紫外线暴露来固化。
26.待保护的零件可通过常规减材技术形成,但也可使用增材制造来构建。例如,在金属粉末增材制造技术,诸如直接金属激光熔化(dmlm)(也称为选择性激光熔化(slm))中,将金属粉末层顺序地熔化在一起以形成该零件。更具体地讲,使用涂敷器均匀地分布于金属粉末床上之后,将细金属粉末层顺序地熔化。每个涂敷器包括由金属、塑料、材料、碳纤维或
橡胶制成的模唇、刷、刮刀或滚筒形式的涂敷器元件,该涂敷器元件将金属粉末均匀铺展在构建平台上方。金属粉末床可在竖直轴中移动。该过程在具有精确控制的气氛的处理室中发生。一旦形成每个层,就可通过选择性地熔化金属粉末来使部件几何形状的每个二维切片熔凝。该熔化可通过高功率的熔化束(诸如100瓦镱激光器)执行,以便完全焊接(熔化)金属粉末而形成固体金属。该熔化束使用扫描镜在x
‑
y方向上移动,并且其强度足以完全焊接(熔化)金属粉末以形成固体金属。可降低金属粉末床以用于每个后续二维层,并且该过程重复进行,直至完全形成该部件。
27.参见附图,图1示出了根据本公开的各种实施方案的保护性掩模100的透视图,并且图2示出了保护性掩模的放大的局部侧视图。如上所述,在零件成型后处理(例如,热处理、涂覆、表面精加工等)期间,保护性掩模100保护零件102。零件102在其表面106中包括多个开口104。零件102可包括任何现在已知或以后开发的工业零件。在一个非限制性示例中,零件102可包括涡轮转子叶片,该涡轮转子叶片包括通过冷却通道通向零件的外表面(例如,表面106)的各种内部冷却回路(参见例如图3)。可提供冷却通道以冷却它们所存在位于的内部结构,和/或在零件102的表面106上形成冷却膜。尽管在所有情况下不是必需的,如图1示例所示,开口104可定位在零件的表面106中的从零件的另一个表面112延伸的底座110中。开口104可在表面106处具有任何截面形状,例如,圆形、椭圆形、多边形(正方形、矩形、梯形等)、扩散器形状等,并且可相对于表面106沿任何方向延伸到零件102中。开口104可以以间隔方式(例如,等距或不等距)跨表面106定位。零件102可使用任何现在已知或以后开发的技术形成。在一个非限制性示例中,零件102可通过增材制造(例如dmlm或slm)形成。由于这些工艺是熟知的,因此除了陈述该工艺包括在处理室内提供金属粉末床,并且顺序地熔化金属粉末床上的金属粉末层以生成包括开口104的零件102之外,将不详细描述其处理的细节。
28.继续参考图1和图2,保护性掩模100可包括至少部分地位于多个开口104中的至少两个开口中的每个开口内的安装构件120。安装构件120可以以任何必要的程度延伸到相应的开口104中,以在使用时保持其在每个开口104中的位置。安装构件120可施加在少至两个开口104中。在图2中,在开口104中示出了两个安装构件120,并且在图1中,在开口120中使用了十二个安装构件120。在某些实施方案中,每个开口104可包括至少部分地位于其中的安装构件120,从而使得安装构件120以间隔方式跨表面106定位,其中开口104如此布置。如图2所示,安装构件120可任选地沿着零件102的表面106从相应的开口104向外延伸。即,如图2所示,安装构件120可覆盖表面106的部分122。安装构件120可具有距表面106的任何期望高度。例如,安装构件120的高度可以大于要施加到零件102的涂层170(图6)的预期厚度,以防止涂层170桥接在安装构件120和/或掩蔽构件130(本文所述)上,并减少或消除在移除保护性掩模100期间可能导致的涂层170的破裂。
29.根据本公开的实施方案,每个安装构件120包括水溶性材料,即,其能够被水溶解。水溶性材料可包括任何现在已知或以后开发的水溶性聚合物、陶瓷等(其可承受与保护性掩模100一起施加就位的处理的环境)。在一个非限制性示例中,水溶性材料可包括水溶性陶瓷,其可承受热处理、涂层处理(诸如施加tbc)和表面106的喷丸硬化等。
30.保护性掩模100还可包括联接至少两个安装构件120的掩蔽构件130。与安装构件120相比,掩蔽构件130包括非水溶性材料,即,它不能溶解在水中。非水溶性材料可包括任
何现在已知或以后开发的水不溶性材料,诸如但不限于:聚合物或陶瓷,该材料一旦硬化可承受与保护性掩模100一起施加的处理的环境。此外,非水溶性材料还应当具有足够的结构强度以保持其自身和安装构件120的位置。
31.掩蔽构件130可以采用能够将安装构件120联接在一起并至少部分地覆盖安装构件120的任何形式的结构。在一个非限制性示例中,掩蔽构件130可包括联接到至少两个安装构件120中的相应一个安装构件的第一构件132以及将第一构件132中的每个第一构件联接在一起的第二构件134。第一构件132可包括能够将第一构件132和安装构件120的不同材料联接在一起的任何结构。第一构件132还可包括使得例如通过撬点和/或抓握位置易于移除(例如,“折断”)保护性掩模100的任何结构。虽然在图2中示出为具有表面对表面接触,但如图3所示,第一构件132和/或安装构件120可具有将它们联接在一起的相互作用结构136,诸如但不限于:公
‑
母接口、粘结材料等。掩蔽构件130、更具体地其第一构件132覆盖每个安装构件120的至少一部分。在图1和图2中,掩蔽构件130覆盖安装构件120的大部分(如果不是全部的话)。然而,如图3所示,掩蔽构件130可以使安装构件120的一部分138暴露。例如,在安装构件120的材料比掩蔽构件130的材料便宜并且安装构件120的材料可以承受处理的环境而不会损坏(尽管它是暴露的)的情况下,则后一种布置方式可能是期望的。
32.图1至图3还示出了包括零件102和保护性掩模100的增材制造(am)结构140。
33.如图4和图5所示,根据本发明的实施方案的方法可以包括使用至少双材料增材制造(am)系统150形成至少两个安装构件120和掩蔽构件130。am系统150可以包括能够用两种材料(例如,安装构件120的水溶性材料和掩蔽构件130的非水溶性材料)打印的任何现在已知或以后开发的增材制造系统。在一个非限制性示例中,am系统150可以基于fdm技术,如本文所述。如图所示,am系统150可以包括双分配头152;然而,能够处理两种材料的单个分配头也是可能的。如图4的截面视图所示,该方法可包括首先在预定路径中逐层顺序地分配流体水溶性材料160,以选择性地生成至少部分地位于零件102的表面106中的多个开口104中的至少两个开口内的安装构件120(示出为部分地产生)。如本文所用,“分配”包括其中am系统150产生层的任何方式,诸如但不限于:铺设、以背压喷涂、沉积、烧结等。另外,“流体”表示材料通常不具有固定的形状,并且易于屈服于外部压力,例如液体或糊剂。
34.图5示出了在预定路径中逐层地第二顺序地分配流体非水溶性材料162,以选择性地生成联接至少两个安装构件120的掩蔽构件130(示出为部分地产生)。如所理解的,am系统150和/或零件102的至少一部分可以在分配发生时水平移动以产生层。还应当理解,am系统150和/或零件102可以在层之间竖直移动,以容纳am结构140的生长。安装构件120可以在开始掩蔽构件130之前完全完成,或者,如果am系统150有能力,则两个构件120、130可以同时形成,例如,在给定层内发生材料改变。由于安装构件120和掩蔽构件130进行增材制造,每个安装构件120包括水溶性材料的多个整体层,并且掩蔽构件130包括非水溶性材料的多个整体层。
35.如本文所述,在第一顺序分配之前,可通过增材制造来形成零件102。例如,零件102可由另一个am系统(诸如dmlm机器)制成,该系统在处理室内提供金属粉末床,并且顺序地熔化金属粉末床上的金属粉末层以生成包括开口104的零件102。
36.图6和图7示出了可施加到零件102(其上施加有保护性掩模100)的说明性处理。应当强调的是,说明性工艺为可施加到零件102(其上具有保护性掩模100)的大量工艺中的仅
两个工艺。图6示出了例如通过热喷涂或其他适当的技术在零件102上施加涂层170。如图所示,安装构件120防止涂层170进入开口104。如前所述,安装构件120距表面106的高度可被选择为大于要施加到零件102的涂层170(图6)的预期厚度。以这种方式,安装构件120可以减少或防止涂层170桥接在安装构件120和/或掩蔽构件130上,并且减少或消除在移除保护性掩模100期间可能导致的涂层170的破裂。涂层170可包括任何现在已知或以后开发的涂层,诸如但不限于:油漆、热障涂层、环境涂层等。图7示出了将喷丸硬化施加到零件102。如图所示,安装构件120防止喷丸材料172(例如,金属丸)进入或损坏开口104。掩蔽构件130覆盖安装构件120的至少一部分,以在喷丸硬化期间保护安装构件120,例如,在安装构件由不能承受喷丸硬化的材料制成的情况下。应当理解,图7的喷丸硬化可在图6的涂覆之前施加。
37.图8示出了将安装构件120(图6至图7)暴露于水180以移除安装构件120,并释放掩蔽构件130。安装构件120可以以任何方式暴露于水180,例如,通过将流体递送到安装构件120上、浸渍、喷涂等。在任何情况下,暴露于水180溶解安装构件120的水溶性材料
‑
仅一个剩余的部分构件,如图8所示。一旦安装构件120至少大部分被移除,掩蔽构件130被释放,即掩蔽构件将脱落或可以容易地移除。在可能的情况下,掩蔽构件130可被处置或重复使用。如图8所示,开口104中没有可阻挡它们的预期操作的任何损坏或材料。
38.本发明的实施方案提供了包括安装构件120的一体化打印的双材料保护性掩模100,该安装构件可被“洗掉”以允许掩蔽构件130的剩余部分容易地脱落。可利用由掩蔽构件130的第一构件132提供的重力和/或撬点和抓握位置容易地移除保护性掩模100。如上所述,一体地附接的保护性掩模100可用于零件102的处理。值得注意的是,保护性掩模100消除了开口104的昂贵的机加工和/或清理,并且降低了例如在喷丸硬化期间损坏开口几何形状的风险。相对于清洁和/或维修开口104原本需要的电化学机加工(ecm)、激光钻孔或烧蚀,保护性掩模100也可显著降低劳动力成本以及工厂和设备成本。安装构件120可被配置为防止任何涂层桥接在保护性掩模上,从而减少或防止涂层的其余部分(例如,tbc)的破裂,该破裂可使得零件不可用或需要广泛的附加处理。
39.如在整个说明书和权利要求书中使用的,近似语言可以用于修改可以允许变化的任何定量表示,而不会导致与其相关的基本功能的变化。因此,由一个或多个术语(诸如“约”、“大约”和“基本上”)修饰的值不限于指定的精确值。在至少一些情况下,近似语言可以对应于用于测量值的仪器的精度。这里以及整个说明书和权利要求书中,范围限制可以可以组合和/或互换。除非上下文或语言另有说明,否则这些范围被识别并包括其中包含的所有子范围。应用于范围的特定值的“大约”适用于两个终止值,除非另外依赖于测量值的仪器的精度,否则可以指示所述值的+/
‑
10%。
40.以下权利要求书中的所有装置或步骤加功能元件的对应结构、材料、动作和等同物旨在包括用于结合具体要求保护的其他要求保护的元件执行功能的任何结构、材料或动作。已经出于说明和描述的目的给出了对本公开的描述,但其并不旨在穷举或将本公开限制于所公开的形式。在不脱离本公开的范围和实质的情况下,许多修改和变化对于本领域普通技术人员将是显而易见的。选择和描述了实施方案以便最好地解释本公开的原理和实际应用,并且使得本领域的其他技术人员能够理解具有适合于预期的特定用途的各种修改的本公开的各种实施方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1