一种高粘度材料3D打印装置及方法
一种高粘度材料3d打印装置及方法
技术领域
1.本发明属于3d打印技术领域,具体涉及一种高粘度材料3d打印装置及方法。
背景技术:
2.3d打印技术又称“增材制造”技术,是以计算机三维设计模型为蓝本,通过软件分层离散和数控成型系统,利用激光束、热熔喷嘴等方式将塑料、金属粉末、陶瓷粉末、细胞组织等特殊材料进行逐层堆积黏结,最终叠加成型,制造出实体产品的制造方法。目前已广泛应用于交通运输、建筑、医疗、航空航天等领域。
3.目前可供3d打印的材料多种多样,包括工程塑料、金属粉末、光敏树脂、生物材料等,然而有些材料由于较高的粘度而无法应用于3d打印领域,如陶瓷粘土、高固含量材料、粘性聚合物等,使用常规的3d打印方法打印时常会出现堵头、挤出缓慢等缺点;这些高粘度材料在生产生活中大量存在,医疗、建筑、航空航天等领域对这些材料的3d打印需求非常庞大。
技术实现要素:
4.为了克服上述现有技术的问题,本发明的目的在于提供了一种高粘度材料3d打印装置及方法,实现高粘度材料的3d打印,在气压挤出过程中不堵塞,提高打印时的挤出速度,保证挤出的均匀性和稳定性。
5.为了实现上述目的,本发明采用以下技术方案:
6.一种高粘度材料3d打印装置,包括3d打印机框架1以及其上安装的超声振动打印模块;3d打印机框架1包括x,y,z三轴运动机构,超声振动打印模块安装在x轴滑块5上;
7.所述的超声振动打印模块包括安装板2,安装板2连接在x轴滑块5上,安装板2经换能器3和安装支架6连接,安装支架6上安装有打印喷头。
8.所述的打印喷头包括喷嘴12,喷嘴12上端连接在转接头11下端,转接头11上端连接在料筒10下端,料筒10连接在安装支架6上,料筒10上端和料筒盖8连接,料筒盖8顶部连接有气动接头7;安装支架6的侧面连接有风扇9。
9.所述的料筒10上端通过橡胶垫14和料筒盖8连接。
10.所述的料筒10中间部分有凹槽,用于放置缓冲环15,防止料筒10和安装支架6在振动过程中相互碰撞。
11.所述的风扇9一共有两个,分别安装在安装支架6的两侧,安装方向一致。
12.所述的安装支架6与换能器3大端定位连接,再由结构胶将安装支架6和换能器3固连;换能器3小端也使用结构胶与安装板2连接,并且安装板2上通孔与换能器3小端为过盈配合;换能器3将交流电信号转换为施加在安装支架6上的水平振动,带动打印喷头在水平方向高频率振动。
13.所述的换能器3通过应变陶瓷上耳片与超声波发生器连接,当超声波发生器的输出频率与换能器振子的频率匹配时,换能器输出效率达到最大,带动与换能器3连接的安装
支架6上的打印喷头在水平方向上高频振动。
14.所述的风扇9由温度控制系统控制,温度控制系统包括粘贴于料筒10壁上的k型薄膜式热电偶,k型薄膜式热电偶和单片机电路连接,k型薄膜式热电偶给单片机实时反馈料筒10上的温度,当温度超过某一设定值时,单片机控制风扇9开始工作进行散热。
15.利用一种高粘度材料3d打印装置的方法,包括以下步骤:
16.1)将配置好的高粘度材料装入料筒10后,安装好超声振动打印模块,并将超声发生器与换能器3连接,超声频率取28khz,振幅为2~10μm,连接完成后,打开超声发生器,施加振动于料筒10上;
17.2)打开温度控制系统,对料筒10温度进行实时监测,当料筒10温度超过设定阈值时,风扇9开启,在超声振动和风扇9的不断工作下,料筒10的温度将逐渐稳定,温度稳定后开始打印;
18.3)打印时打开气压开关,高粘度材料顺畅挤出,打印喷头按照编写的g代码进行移动,在每层打印结束后,关闭气压和振动,移动到指定位置,让当前打印的材料暴露于紫外光下,快速光固化成形;固化完成后,z轴抬升,移动下一层的初始移动点,打开振动和气压,开始下一层的打印,不断循环直至整个零件打印完成为止。
19.本发明的有益效果是:
20.本发明装置利用超声振动减小高粘度材料与料筒的摩擦,能够更加顺畅的挤出高粘度材料,解决了打印过程中由于材料粘度过大而带来的喷嘴堵塞或挤出缓慢的问题。
21.本发明温度控制系统通过k型薄膜式热电偶和风扇9实时准确的监测和控制打印温度,使得打印过程中不会因为温度上升而导致挤出速度不一致,保证了高粘度材料挤出的均匀性和稳定性。
22.本发明超声振动通过超声发生器与换能器3的谐振实现,振幅为2~10μm,通过对打印喷头施加小振幅振动,既提高了打印时的挤出速度,同时也保证了打印的精度。
附图说明
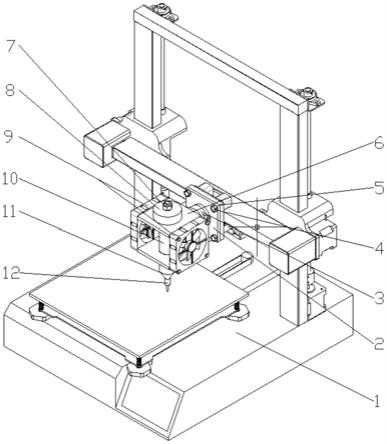
23.图1是本发明装置的整体装配图。
24.图2是本发明装置中超声振动打印模块的轴测图。
25.图3是本发明装置中超声振动打印模块的左视图。
具体实施方式
26.以下结合实施例和附图对本发明作出详细说明。
27.如图1所示,一种高粘度材料3d打印装置,包括3d打印机框架1以及其上安装的超声振动打印模块;3d打印机框架1包括x,y,z三轴运动机构,x轴使用传送带传动,y,z轴使用滚珠丝杆传动,超声振动打印模块安装在x轴滑块5上。
28.如图1和图2所示,所述的超声振动打印模块包括安装板2,安装板2通过安装板螺栓4连接在x轴滑块5上,安装板2经换能器3和安装支架6连接,安装支架6上安装有打印喷头。
29.所述的打印喷头包括喷嘴12,喷嘴12上端螺纹连接在转接头11下端,转接头11上端螺纹连接在料筒10下端,料筒10螺纹连接在安装支架6上,料筒10上端和料筒盖8连接,料
筒盖8顶部连接有气动接头7;安装支架6的侧面连接有风扇9。打印喷头各部分都通过螺纹相互连接,可以根据需求更换不同尺寸的喷嘴,在打印完成后也可快速拆卸,进行清理维修。
30.所述的料筒10上端通过橡胶垫14和料筒盖8连接,橡胶垫14用于防止打印过程中喷头松动。
31.所述的料筒10中间部分有凹槽,用于放置缓冲环15,不仅起到辅助定位的作用,同时防止料筒10和安装支架6在振动过程中相互碰撞,发出噪音。
32.所述的风扇9一共有两个,分别由四个风扇螺栓13安装在安装支架6的两侧,安装方向一致,通过这样的布置形式能够更好的带动料筒10四周的空气流动,将料筒10上的热量带走,使料筒10的温度维持在一定范围内。
33.所述的安装支架6通过连接螺栓16与换能器3大端定位连接,再由结构胶将安装支架6和换能器3固连;换能器3小端也使用结构胶与安装板2连接,并且安装板2上通孔与换能器3小端为过盈配合,可以起到定位作用;换能器3是将输入的电功率转换成机械功率再传递出去,即将交流电信号转换为施加在安装支架6上的水平振动,带动打印喷头在水平方向高频率振动,使高粘度材料更顺畅的挤出。
34.如图3所示,所述的换能器3通过应变陶瓷上耳片与超声波发生器连接,当超声波发生器的输出频率与换能器振子的频率匹配时,换能器输出效率达到最大,带动与换能器3连接的安装支架6上的打印喷头在水平方向上高频振动,大大提高了高粘度材料的挤出速度。
35.打印喷头不断高频振动,不可避免的使得料筒10温度逐渐升高,为防止温度升高导致挤出的不稳定,通过风扇9对料筒10进行散热;风扇9由温度控制系统控制,温度控制系统包括粘贴于料筒10壁上的k型薄膜式热电偶,k型薄膜式热电偶和单片机电路连接,k型薄膜式热电偶给单片机实时反馈料筒10上的温度,当温度超过某一设定值时,单片机控制风扇9开始工作进行散热。
36.利用一种高粘度材料3d打印装置的方法,包括以下步骤:
37.1)将配置好的高粘度材料装入料筒10后,安装好超声振动打印模块,并将超声发生器与换能器3连接,超声频率取28khz,振幅为2~10μm,连接完成后,打开超声发生器,施加振动于料筒10上;
38.2)打开温度控制系统,对料筒10温度进行实时监测,当料筒10温度超过40℃时,风扇9开启,在超声振动和风扇9的不断工作下,料筒10的温度将逐渐稳定,温度稳定后开始打印;
39.3)打印时打开气压开关,气压为0.5mpa,高粘度材料顺畅挤出,打印喷头按照编写的g代码进行移动,在每层打印结束后,关闭气压和振动,移动到指定位置,让当前打印的材料暴露于紫外光下,快速光固化成形;固化完成后,z轴抬升,移动下一层的初始移动点,打开振动和气压,开始下一层的打印,不断循环直至整个零件打印完成为止。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1