模制树脂产品及其模具、制造装置和制造方法与流程
1.本公开涉及一种模制树脂产品及其制造方法等,该模制树脂产品在其外表面上的光泽度通过提供精细的表面结构来调节。具体地,本发明涉及一种给与观察者明亮感的模制树脂产品。
背景技术:
2.用于各种产品的壳体和外壳的树脂部件的外表面需要高度舒适的设计。各种产品的示例包括电子设备,诸如数码相机和打印机。例如,可以通过使部件表面平滑来赋予部件表面类似镜面的光泽,从而提供美学上令人愉悦的光泽外观,或者相反,可以通过在部件表面上提供视觉上不可识别的精细凸起和凹陷来提供无光泽的质感。
3.作为一种改善树脂产品外表面的质感或赋予其令人愉悦的设计的方法,已经对模制产品的外表面进行了涂覆。然而,由于将涂层施加在各个模制产品上,所以从均匀性、变化、时间、生产率和成本等方面来看,涂覆不一定适合规模化生产。
4.因此,已经尝试设计用于树脂成型的模具的模制表面,从而在不进行涂覆的情况下通过树脂成型来改善外表面的质感。
5.例如,日本专利特开no.h09
‑
314569提出了一种制造模具的方法,其用于获得具有改进的设计和耐擦伤性的压花产品。
6.近年来,在产品设计上希望多样化,并且在某些情况下,为了特别改善设计,希望具有明亮感的豪华外表面。例如,优选地将其中闪光点(即具有高反射率的精细区域)以分散的方式设置在哑光基底上的质感作为赋予低调奢华感的外表面。
7.作为赋予外表面此种明亮感的方法,已知一种用与具有高反射率和微小尺寸的细微玻璃珠或金属片混合的涂料涂覆模制产品的外表面的方法。
8.然而,如上所述,从均匀性、变化、时间、生产率和成本等方面来看,使用涂层的加工方法不一定适合规模化生产。
9.然而,通过使用日本专利特开no.h09
‑
314569中描述的模具,可以制造这样的压花产品,其中在压花凹槽/凸起的凹槽中提供细微凹槽/凸起,并且在压花凹槽/凸起的凸起上形成平滑凸起表面,在所述平滑凸起表面中,细微凹槽/凸起是平滑的。
10.然而,用日本专利特开no.h09
‑
314569中公开的模具制造的压花产品的外表面具有与涂覆混合有细微玻璃珠或金属片的涂料的外表面的质感完全不同的质感,并且未给观察者提供接近涂覆表面给出的光彩度的感觉。
11.因此,希望通过使用模具的树脂成型来实现这样的树脂产品,该树脂产品的外表面给观察者一种与用混合有细微玻璃珠或金属片的涂料进行涂覆的情况的明亮感类似的明亮感。
技术实现要素:
12.根据本公开的一个方面,模制树脂产品包括在预定区域中形成的多个凸起。指示
多个凸起的高度分布的直方图具有两个峰值,这两个峰值具有作为其间边界的边界高度。在高度等于或小于边界高度的凸起是多个凸起中的第一凸起并且高度大于边界高度的凸起是第二凸起的情况下,第一凸起的算术平均曲率小于第二凸起的算术平均曲率。
13.参考附图,根据示例性实施例的以下描述,本公开的其它特征将变得显而易见。
附图说明
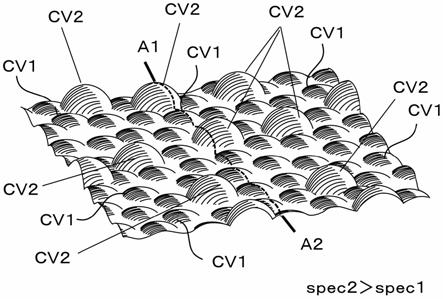
14.图1a是根据实施例的模制树脂产品的外表面的一部分的放大示意透视图。
15.图1b是沿着图1a的线a1
‑
a2截取的截面图。
16.图2a是示出设置在实施例的外表面上的细微凸起的高度分布的直方图。
17.图2b是其中去除了频率分布的波动(高频分量)的直方图。
18.图3是其上仅设置有第一凸起的基部表面的放大示意性透视图。
19.图4是实施例的模制树脂产品的示例的示意性透视图。
20.图5是示出通过使用激光显微镜观察根据实施例的模制树脂产品的外表面的结果的图。
21.图6是通过标准化凸起的高度分布并将高度转换成阴影(灰度)而表示的单色图像。
22.图7是黑白二进制图像,其中第二凸起由白色表示,而其它部分由黑色表示。
23.图8是用于描述通过使用激光加工机制造根据实施例的模具的方法的图。
24.图9a是示出注射成型装置的设置的图。
25.图9b是示出模具夹紧步骤的图。
26.图9c是示出注射步骤的图。
27.图9d是示出保压步骤和冷却步骤的图。
28.图9e是示出开模步骤和脱模步骤的图。
29.图10a是包括根据实施例的模制树脂产品的相机的外部视图。
30.图10b是包括根据实施例的模制树脂产品的打印机的外部视图。
具体实施方式
31.将参考附图描述作为本公开的实施例的模制树脂产品、模制树脂产品的制造方法、模具和包括模制树脂产品的设备等。
32.要注意的是,下面将描述的实施例的模制树脂产品的外表面不一定限于暴露于设备的壳体或外壳的外部的表面。例如,即使表面对于用户来说不是总是视觉上可识别的,在某些情况下,如果在设备的门、舱口或盖部分等打开时表面是视觉上可识别的,则应将该表面视为外表面。因此,在下面的描述中,有时将可以由用户视觉识别的树脂部件或树脂产品的表面简称为“外表面”。
33.要注意的是,在将在以下实施例的描述中参考的附图中,假设由相同附图标记表示的元件具有相同的功能,除非另有描述。
34.模制树脂产品
35.将描述根据实施例的模制树脂产品的用作给观察者明亮感的预定区域的外表面的形状。图1a是用作根据实施例的模制树脂产品的预定区域的外表面的一部分的示意性放
大透视图,以及图1b是沿着图1a的线a1
‑
a2截取的外表面的截面图并且示出了其形状。如图1a和图1b所示,根据实施例,在外表面上设置了许多细微凸起。图2a是示出设置在实施例的外表面上的细微凸起的高度分布的直方图。直方图的纵轴表示用作频率的凸起数量,直方图的横轴表示凸起高度。此外,图2b是通过将低通滤波器应用到图2a的直方图并由此去除频率分布的波动(即,高频分量)而获得的直方图。
36.从示出设置在实施例的模制树脂产品的外表面上的凸起的高度分布的图2a和图2b,可以看出直方图中有两个峰值。两个峰值之间的边界,即两个峰值之间的谷的底部将被称为高度hx(边界高度),高度等于或小于边界高度hx的凸起将被统称为第一凸起cv1,高度大于高度hx的凸起将被统称为第二凸起cv2。
37.在实施例的模制树脂产品的外表面上,第一凸起cv1的总数n1大于第二凸起cv2的总数n2。另外,如图1a所示,第二凸起cv2以分散的方式设置,并且第二凸起cv2中的每一个由多个第一凸起cv1粗略地包围。外表面上每单位面积的第一凸起cv1的排列密度高于第二凸起cv2的排列密度。
38.这里,为了便于描述,图3以示意性放大透视图的形式示出了其上仅设置有第一凸起cv1的模制树脂产品的外表面形状。在下面的描述中,为了方便起见,其上如图3所示仅设置有第一凸起cv1的外表面将被称为基部表面。基部表面是这样的压花表面,其视觉上给人一种哑光的感觉。压花表面是通过在模具(诸如铸模或压模)的表面上形成由凹槽和凸起构成的细微图案并将该图案转印到模制树脂产品上而获得的表面,并且该压花表面是没有镜面抛光的无光泽表面。
39.本实施例的外表面具有这样一种形状,在所述形状中,高于第一凸起cv1的第二凸起cv2以分散的方式设置在基部表面上。此外,第二凸起cv2的曲率半径小于第一凸起cv1的曲率半径。这里,曲率半径是通过凸起的顶点的近似圆的半径,如图1b所示,并且在第二凸起cv2的曲率半径是r2并且第一凸起的曲率半径是r1的情况下,r1>r2成立。图1a的实施例可以涉及其中图3的基部表面上的第一凸起cv1中的一部分第一凸起由具有较大高度和较小曲率半径的第二凸起cv2代替的形状。应注意,如果通过使用曲率半径的倒数作为曲率来研究外表面上的凸起组的统计学问题,则第一凸起cv1的算术平均曲率spc1小于第二凸起cv2的算术平均曲率spc2,并且spc2>spc1成立。
40.具有此种形状的外表面的本实施例的模制树脂产品可以给观察者一种与涂覆混合有细微玻璃珠或金属片的涂料的表面的明亮感类似的明亮感。在涂覆的情况下,通过将具有高反射率的玻璃珠或金属片分散在无光泽涂料中并利用材料之间的反射率差异,可以实现其中闪光点(即高反射率的细微区域)以分散的方式设置在哑光基底上的明亮感。
41.相比之下,在本实施例的外表面中,通过利用模制设计出形成在外表面上的凸起的形状而不是利用不同材料之间的反射率差异,可以实现其中闪光点(即高反射率的细微区域)以分散的方式设置在哑光基底上的明亮感。
42.因为光反射使得入射角和反射角相等,所以当入射表面的法线的角度分布范围更宽时,诸如在入射表面是曲面的情况下,反射光的角度分布更宽。例如,如果光以某一入射角入射到诸如镜面的完美的平坦表面上,则仅在某一反射角的方向上反射光。相反,在入射表面是不平坦表面的情况下,反射角分布在各个方向上。
43.另外,在常规的界面反射中,入射角越大,反射光的强度越高。即,当表面具有波动
时,反射光的漫射性增加,并且存在反射强度较高的角度。
44.其上的第一凸起cv1具有相对较大曲率半径的基部表面比平坦表面或镜面更多地漫射光,并因此给出哑光的感觉。此外,通过以分散的方式将具有比第一凸起cv1更大的高度和更小的曲率半径的第二凸起cv2设置在基部表面上,可以实现其中闪光点分散在哑光背景中的明亮感。
45.通过将基部表面形成为包括具有大曲率半径的部分的压花表面来控制镜面反射分量的强度。此外,通过以分散的方式将具有比基部表面更大高度和更小曲率半径的凸起设置在基部表面上,将具有更高反射强度并且将光漫射到更宽角度范围的闪光点赋予基部表面。由于基部表面和闪光点之间的反射强度特性和漫射角特性的差异,可以实现反射根据视角而变化的明亮感。
46.可以根据在可以通过使用模具模制而可重复地制造模制树脂产品的范围内赋予的明亮感来适当地设定根据实施例的模制树脂产品的外表面的形状。例如,在由外表面上的第二凸起cv2占据的面积的比率在平面图中低于5%的情况下,闪光点的数量太少,反射强度太低,因此不能充分获得明亮感,并因此优选由外表面上的第二凸起cv2占据的面积的比率为5%或更高。同时,在由第二凸起cv2占据的面积的比率在平面图中高于40%的情况下,闪光点的数量太多,并且基部表面和闪光点之间的对比差异变得不足。在这种情况下给予观察者的明亮感降低,并且因此由第二凸起cv2占据的面积优选为外表面面积的40%或更低。
47.另外,关于仅在外表面上形成第一凸起cv1的区域的表面粗糙度,spc值优选等于或大于10[1/mm]并且等于或小于30[1/mm],并且sdr(展开界面面积比)值优选等于或大于0.001并且等于或小于0.015。
[0048]
这里,spc值是穿过凸起的顶点的脊线的算术平均曲率,即穿过凸起的顶点的脊线的近似圆的半径倒数的平均值,并且由以下公式(1)表示。在此公式(1)中,x和y表示平面图中坐标系中外表面上的位置,z表示该位置处凸起的高度方向分量,以及n表示凸起的顶点数量。较小的该值表示凸起的形状不陡且幅度宽,以及较大的该值表示凸起的形状尖锐且窄。
[0049]
公式(1)
[0050][0051]
在基部表面的算术平均曲率spc小于10[1/mm]的情况下,基部表面近似为平坦表面,并且根据光如何入射而发生接近镜面反射的反射。同时,在基部表面的算术平均曲率spc大于30[1/mm]的情况下,基部表面的漫射性和反射强度增加,因此基部表面和用作闪光点的第二凸起cv2之间的对比差异变得不足,并且不能获得明亮感。
[0052]
此外,sdr是展开界面面积比,并且由以下公式(2)表示。在公式(2)中,x和y表示平面图中坐标系中外表面上的位置,z表示该位置处凸起的高度方向分量,并且a表示定义区域的面积。因此,展开界面面积比sdr表示相对于定义区域的面积,表面积有多大。
[0053]
公式(2)
[0054][0055]
较小的展开界面面积比sdr的值表示外表面接近平坦表面,较大的sdr值表示存在许多陡峭表面。
[0056]
在基部表面的sdr小于0.001的情况下,基部表面近似为平坦表面,并且根据光如何入射而发生接近镜面反射的反射。同时,在基部表面的sdr大于0.015的情况下,基部表面的漫射性和反射强度增加,因此基部表面和用作闪光点的第二凸起cv2之间的对比差异变得不足,并且不能获得明亮感。
[0057]
另外,在用作闪光点的第二凸起cv2的形状被统计研究的情况下,spc值优选等于或大于15[1/mm]并且等于或小于100[1/mm],并且sdr值优选等于或大于0.020并且等于或小于0.080。
[0058]
在用作闪光点的第二凸起cv2的spc小于15[1/mm]的情况下,闪光点的反射强度太低以致不能从基部表面获得足够的对比差异,因那而不能获得足够的亮度感。同时,在用作闪光点的第二凸起cv2的spc大于100[1/mm]的情况下,闪光点的漫射范围增加,并且作为闪光点的功能变差。在用作闪光点的第二凸起cv2的sdr值小于0.020的情况下,闪光点上的漫射和基部表面上的漫射之间的差异变得太小以致不能获得足够的亮度感。同时,在用作闪光点的第二凸起cv2的sdr值大于0.080的情况下,尽管闪光点的漫射和反射强度增加,但是反射强度变得太高,这使得观察者从闪光点感觉到强烈的粒度感。在这种情况下,外观的粒度被过分夸大,并且不一定能获得预期的质感。
[0059]
另外,用作基部表面的第一凸起cv1和用作闪光点的第二凸起cv2之间的spc比率优选为1.5或更高并且10.0或更低。在比率低于1.5的情况下,基部表面和闪光点之间的对比差异太小以致不能获得足够的亮度感。在比率高于10.0的情况下,每个闪光点变小,因此来自闪光点的反射光的强度降低,因而变得不能充分地用作闪光点。根据发明人进行的实验,用作基部表面的第一凸起cv1和用作闪光点的第二凸起cv2之间的spc比率特别优选地在3至8的范围内。
[0060]
接下来,图4是根据实施例的模制树脂产品的示例的透视图,示出了其外观。上述第一凸起cv1和第二凸起cv2形成在模制树脂产品41的表面区域42上以用于赋予明亮感。要注意的是,由于第一凸起cv1和第二凸起cv2非常小,为了便于说明,图4通过在表面区域42中添加简单的质感来说明这些。
[0061]
接下来,将更详细地描述表面区域42的外表面形状。
[0062]
图5示出了通过使用激光显微镜观察根据实施例的模制树脂产品的外表面的结果。本文使用的激光显微镜是由keyence公司生产的3d激光扫描共聚焦显微镜vk
‑
x系列中的一种。图5示出了通过组合由总共24次测量获得的数据而获得的显微图像,测量由使用50x显微镜透镜对四行六列进行的测量构成。要注意的是,图2a中所示的直方图是从其获得图5的观察结果的外表面的高度分布。因此,通过获得参考图2a和图2b描述的边界高度hx,可以从图5的图像中分别提取第一凸起cv1和第二凸起cv2。如果获得第一凸起cv1和第二凸起cv2,则可以通过使用配备有激光显微镜的多文件分析应用来获得第一凸起cv1和第二凸起cv2中的每一个的spc和sdr。在本实施例的模制树脂产品中,用作闪光点的第二凸起cv2
的spc值为80.2,第二凸起cv2的sdr值为0.045,用作基部表面的第一凸起cv1的spc值为12.3,并且第一凸起cv1的sdr值为0.004。
[0063]
图6示出了单色图像,其中通过对形成在外表面上的大量凸起的高度分布进行标准化并将高度转换成图像的阴影或灰度来表示高度,并且较浅的颜色,即更接近白色的颜色,表示凸起的高度较大。
[0064]
图7示出了黑/白二进制图像,其中第二凸起cv2由白色表示,而其它部分由黑色表示。也就是说,图7示出了通过参考图2a和图2b描述的方法区分的表示第一凸起cv1和第二凸起cv2的黑/白二进制图像。换句话说,白色部分表示闪光点,黑色部分表示基部表面。通过获得白色部分和黑色部分中的每一个的面积,可以获得给予观察者明亮感的第二凸起cv2在外表面中的占据面积比,或者获得闪光点相对于基部表面的面积比。要注意的是,在外表面中用作闪光点的第二凸起cv2的占据面积比为14%。
[0065]
如上所述,在根据本实施例的模制树脂产品中,通过使用模具进行模制设计出形成在外表面上的凸起的形状而不是利用不同材料之间的反射率差异,实现闪光点(即具有高反射率的细微区域)以分散的方式设置在哑光基底上的明亮感。
[0066]
模具
[0067]
接下来,将详细描述用于在树脂材料的外表面上形成上述第一凸起cv1和第二凸起cv2的模具。用于在树脂上形成第一凸起cv1的第一凹槽和用于在树脂上形成第二凸起cv2的第二凹槽限定在模具的模制表面中。
[0068]
作为模具的材料,例如,可以使用适合于将细微形状可再重复地转印到树脂上的材料,诸如不锈钢或铝。在模具的模制表面中,限定了用于通过转印形成上述第一凸起cv1和第二凸起cv2的凹槽,即,形成了倒模。虽然原则上可以通过切割、喷砂和蚀刻等来限定此种凹槽,但是特别优选的是,通过激光加工来限定凹槽,以用于在短时间内以高精度限定细微凹槽。
[0069]
图8是用于描述通过使用激光加工机制造根据实施例的模具的方法的图。激光加工机51包括能够发射用于加工的激光52的激光头53和其上可以放置用作加工目标对象的模具块54的加工台55。可以通过x轴移动机构、y轴移动机构和z轴移动机构来改变激光头53和模具块54的相对位置,并且因此用于加工的激光52可以照射到模具块54上的任意位置。
[0070]
从激光头53发射的激光由未示出的光学系统会聚并聚焦到预定的聚焦位置。因此,当将激光照射到加工区域上时,驱动各个轴的移动机构,以保持激光头53和照射点总是彼此分开焦距的状态。此外,作为一种用于降低照射能量密度以控制加工形状(诸如凹槽的曲率和深度)的方法,可以在保持散焦状态的同时进行激光照射,在所述散焦状态中,激光头53和照射点之间的距离偏离所述焦距一定量。
[0071]
激光头53包括双轴电流扫描器和fθ透镜,并且可以通过驱动电流镜以高速扫描照射位置。可以比载物台的驱动更快地执行电流镜的扫描,并且因此从减少处理时间的观点来看,通过移动载物台结合用电流镜扫描来控制照射位置是有利的。
[0072]
作为激光加工的激光光源,连续波激光器:可以使用进行连续照射的cw激光以及重复短时间照射的脉冲激光等。在本实施例中,优选使用脉冲宽度为纳秒量级的激光光源。优选使用其中可以任意选择诸如照射强度、脉冲长度和脉冲间隔的条件的激光器,例如,可以将由amplitude systems公司制造的纳秒脉冲激光器用作激光振荡器。在本实施例中,将
由纳秒脉冲激光振荡器产生的用于处理的激光的波长设置为1030纳米,将脉冲宽度设置为30纳秒,并且将平均输出设置为15w。
[0073]
根据用于将第一凸起cv1和第二凸起cv2转印到树脂材料上的第一凹槽和第二凹槽的形状通过设置照射条件来执行激光照射,并且因此在模具的表面中限定了大量凹槽。
[0074]
制造方法
[0075]
接下来,将描述通过使用上述模具制造本实施例中的模制树脂产品的方法。图9a至图9e是用于描述通过使用注射成型机制造根据实施例的模制树脂产品的制造过程的示意图。
[0076]
图9a是示出了注射成型装置的设置的示意图,并且示出了模具61和62、用于将树脂注射到模具中的圆筒63以及用于将树脂材料装入圆筒63中的料斗64。用于将第一凸起cv1和第二凸起cv2转印到树脂材料上的第一凹陷和第二凹陷限定在模具61和/或模具62的模制表面中。在本实施例中,使用增强聚碳酸酯树脂作为树脂材料,增强聚碳酸酯树脂是黑色的并且其中混合了约30%的玻璃填料。
[0077]
圆筒63中包括本文中未示出的螺杆,并且通过电动机65旋转螺杆将树脂材料输送到圆筒63的远端。另外,圆筒63设置有未示出的加热器,并且从料斗64装入的固体树脂材料在输送到圆筒63的远端时通过被加热到等于或高于其熔点的温度而熔化,并且将其保留在圆筒63的远端部分中的空间中。
[0078]
接下来,执行图9b所示的模具夹紧步骤。由未示出的移动机构定位模具61和62,然后闭合以形成型腔。此外,由未示出的加热器加热模具61和62。通常,将用于使高温液体流动的通道限定在模具中,并且通过控制液体的流量和温度来调节模具的温度。应注意,该步骤中模具的加热温度将被称为模具温度。
[0079]
接着,执行图9c所示的注射步骤。圆筒63远端处的喷嘴压靠在设置在模具62中的注射孔部分上。然后,电动机65运转以旋转未示出的螺杆,从而将熔融树脂66注射到由模具61和62限定的型腔中。要注意的是,该步骤中的熔融树脂66的温度将被称为树脂温度。
[0080]
接着,执行图9d所示的保压步骤和冷却步骤。在保压步骤中,通过控制圆筒63中的油压,将施加到注射到型腔中的熔融树脂66的压力保持在预定值。应注意,该预定值的压力将被称为保压压力。应注意,作为保压压力,可以选择允许熔融树脂66填充型腔中的空间中的所有角落的各种值。也就是说,将适当值的保压压力施加到熔融树脂66,使得树脂无间隙地注射到模具的模制表面的凹槽和凸起中及其周围,使得以高形状精度形成第一凸起cv1和第二凸起cv2。
[0081]
在保压步骤之后的冷却步骤中,由图9d所示的布置中未示出的冷却机构冷却模具61和62,使得型腔内的树脂冷却至等于或低于树脂的玻璃转变温度的温度,并因此固化。作为冷却机构,例如,可以使用为模具周围的制冷剂提供通道并通过循环制冷剂来冷却模具的方法。
[0082]
在型腔内的树脂固化后,进行图9e所示的开模步骤和脱模步骤。首先,在开模步骤中,由未示出的驱动机构移动模具61和/或模具62以将模具61和62彼此分离。
[0083]
在随后的脱模步骤中,通过例如突出未示出的顶针而将粘附到模具中的一个模具上的模制树脂产品67与模具分离。应注意,如果需要,可以去除在已经取出的模制树脂产品67上形成的浇口痕迹,该浇口痕迹是留在注射浇口位置处的毛刺。
[0084]
根据上述制造方法,在本实施例中,可以制造在其外表面上以高形状精度形成第一凸起cv1和第二凸起cv2的模制树脂产品。
[0085]
其它实施例
[0086]
要注意的是,本公开不限于上述实施例,并且在本公开的技术概念内各种修改和组合是可能的。
[0087]
例如,用于形成第一凸起cv1和第二凸起cv2的方法不限于上述注射成型方法,并且可以使用将模具表面的形状转印到树脂材料上的各种类型的转印成型方法。例如,第一凸起cv1和第二凸起cv2可以通过适当的转印方法(诸如辊压成型或压制成型)形成在树脂上。
[0088]
此外,根据实施例的模制树脂产品不限于图4所示的示例。根据本发明,可以将明亮感赋予各种形状和功能的模制树脂产品。
[0089]
例如,可以将明亮感赋予图10a所示的相机的相机主体的外部部件121或相机的透镜筒的外部部件122。可选地,例如,可以将明亮感赋予图10b所示的打印机顶板的外部部件131或打印机侧表面的外部部件132。要注意的是,相机的示例不限于图10a所示的示例,并且包括可互换透镜的单反相机、无反光镜相机、紧凑型相机和具有图像捕捉功能的智能手机。此外,打印机的示例不限于图10b所示的示例,并且包括各种实施例,诸如仅具有打印功能的装置、复印机和具有读取功能的多功能装置。记录系统的示例没有特别限制,并且包括电子照相系统、喷墨系统和热转印系统。
[0090]
此外,本公开不仅可适用于用于相机和打印机的模制树脂产品,还可适用于任何希望观察者视觉识别明亮感的模制树脂产品,诸如汽车内部部件和化妆品外盒。模制树脂产品可以具有如薄片或膜的薄平板形状,或者具有弯曲表面的三维形状,或者可以具有柔性。
[0091]
作为用于模制树脂产品的树脂材料的主要成分,例如,可以优选使用热塑性树脂,诸如聚乙烯、聚苯乙烯、聚丙烯、聚氯乙烯、聚酯、聚酰胺和聚碳酸酯,但是主要成分不限于这些。此外,尽管因为通过使用表面反射赋予了明亮感而优选使用不透明的树脂材料,但是颜色不受限制。通过在树脂材料中混合适当的颜料等,可以按需对树脂材料进行着色。此外,本公开也可适用于通过在树脂中添加玻璃填料或碳填料而获得的增强树脂以及诸如导电树脂的功能性树脂等。
[0092]
虽然已经参考示例性实施例描述了本公开,但是应当理解,本公开不限于所公开的示例性实施例。所附权利要求的范围应被赋予最广泛的解释,以便包含所有这些修改和等效结构和功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1