旋转焊接装置及相关方法与流程
1.本发明涉及一种旋转焊接装置和相关方法。
2.特别是,根据本发明的装置构造为按照预定的焊接间隔沿横向于幅材进给方向的方向焊接连续幅材。
3.例如,本发明的装置构造为焊接连续幅材以制作吸收性物品或尿布,特别是焊接尿布裤的侧褶。
4.在其他实施例中,本发明的装置构造为焊接连续幅材,用于制作:食品和糖果产品、比如巧克力或糖果的包装;饮料瓶和长方形包装;容纳固体、液体和半固体食品的小袋;烟草行业的产品、化妆品行业的产品、医药行业的产品以及个人和家庭护理行业的产品。
5.特别的是,该连续幅材可用于制作容纳液体或固体产品的包装或小袋。
背景技术:
6.现有技术中用于焊接吸收性物品的设备通常包括旋转部件,在其外围表面放置有待焊接的吸收性物品的连续幅材。
7.多个焊接单元构造成在旋转部件旋转经过预定的圆弧时焊接连续幅材。
8.这些焊接单元围绕旋转部件的旋转轴线相互之间成角度地间隔。
9.一个焊接单元和与其相邻的焊接单元之间的角度距离决定了连续幅材的焊接间隔。
10.关于连续幅材,焊接间隔由两个不同的焊接部之间的线性距离确定,这些焊接部在幅材的纵向延伸的方向上一个接一个。
11.为了优化成本,存在日益增加的需求以使用同一个旋转焊接装置来通过改变焊接间隔制造不同的产品形式。
技术实现要素:
12.为了优化成本,存在日益增加的需求以使用同一个旋转焊接装置来通过改变焊接间隔制造不同的产品形式。
13.为了改变装置的焊接间隔,有必要改变焊接单元相对于旋转元件的旋转轴线的径向位置,从而确定工作周缘,所需的焊接间隔沿着这个工作周缘获得。
14.改变工作周缘意味着改变每个焊接单元与相邻的焊接单元之间的圆弧。支承连续幅材的元件必须沿该圆弧配置,以确保将由相应的焊接单元焊接的幅材部分张紧。
15.在这种背景下,人们认为有必要开发如下的支承连续幅材的元件,这些元件能够响应工作周缘的变化,而不需要操作者手动干预,避免了手动拆除和重新组装部件的需要,从而加快了操作速度,并确保待焊接的连续幅材部分被正确张紧。
16.实际上,应该记住,当在手动执行的格式转换期间手动移除部件时,必须切割配置在支承元件上的连续幅材,并且,在重新组装部件后,必须再次将连续幅材缠绕在支承元件上。
17.在实践中,所涉及的工作使这一操作极为耗时。
18.关于改变工作周缘,人们觉得需要能够不间断地改变该周缘,以便能够制作标准和非标准的格式。
19.为了满足该需要,提供了一种用于焊接连续幅材的旋转装置,最好是用于制作吸收性物品或用于制作容纳液体或固体产品的小袋,包括:围绕相应旋转轴线旋转的旋转器件;多个焊接单元,这些焊接单元用于焊接连续幅材的并以相互间呈一定角度地间隔的方式安装在旋转器件上。
20.应该注意的是,焊接单元之间的角度距离限定了焊接间隔。
21.在旋转器件的旋转期间,每个焊接单元构造为从非操作位置行进到操作位置,反之亦然。
22.移动器件构造为通过使焊接单元朝向或远离旋转器件的旋转轴线移动来改变焊接单元的径向位置。
23.在旋转器件的旋转过程中,每个焊接单元被配置为从非操作位置到操作位置,反之亦然。
24.用于支承连续幅材的第一支承元件和第二支承元件参照旋转器件的旋转方向而分别配置在同一焊接单元的上游和下游,当焊接单元处于工作位置时,保持连续幅材张紧。
25.与各焊接单元相关的第一支承元件和第二支承元件由负荷承载结构支承,该负荷承载结构围绕旋转器件的旋转轴线延伸。
26.负荷承载结构与焊接单元连接成使得焊接单元的径向移动与第一支承元件和第二支承元件朝向旋转器件的旋转轴线方向和远离旋转轴线的移动相一致。
27.有利的是,焊接单元和连续幅材的支承元件之间的同时移动可以在没有操作者辅助的情况下管理旋转装置的格式转换。
28.与相应的焊接单元相关联的至少一个第一支承元件和至少一个第二支承元件成对地设置在两个相应的焊接单元之间,使得围绕第一支承元件和第二支承元件缠绕的连续幅材限定了多边形的周边,该多边形的周边的长度根据第一支承元件和第二支承元件相对于旋转器件的旋转轴线的位置而变化。
29.有利的是,在旋转器件的旋转方向上,在一个焊接单元和下一个焊接单元之间成对地布置第一支承元件和第二支承元件允许沿着共同定义出多边形周边的折线配置连续的幅材;这允许管理相对于旋转器件的旋转轴线的每个位置的支承元件,而没有空间问题或支承元件之间的干涉。
30.如图3和图4详细示出,负荷承载结构包括:安装体,每个安装体用于相应的至少一对的至少一个支承元件和一个第二支承元件;以及连接体,每个连接体将负荷承载结构连接到相应的焊接单元。
31.有利的是,连接负荷承载结构和焊接单元的连接体允许整个负荷承载结构在焊接单元移动时被移动。
32.安装体可移动地联接至相应的连接体,这些连接体彼此不同。
33.每个安装体可以朝向和远离相应的连接体移动。
34.有利的是,每个安装体可以从最小长度的初始位置行进到最大长度的最终位置;这样,第一支承元件和第二支承元件可以被定位在最接近旋转器件的旋转轴线的最小位置
处和最远离旋转器件旋转轴线的最大位置处,从而能够支承连续的幅材,因此焊接间隔的范围为从最小长度到比最小长度长很多的最大长度。
35.就可获得的焊接间隔尺寸而言,例如,对于吸收性卫生用品,这相当于尺寸s的焊接间隔(即最小长度)以及尺寸xl的焊接间隔(即最大长度),总共有至少四个焊接间隔长度,对应于尺寸s、m、l和xl。
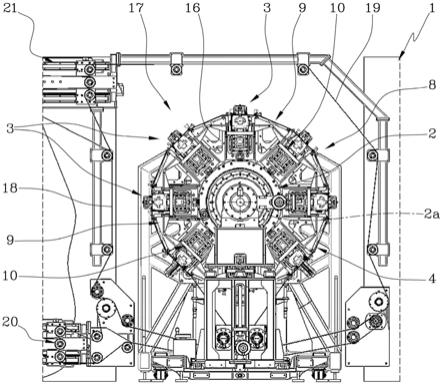
36.例如,图1示出了构造为最小长度的旋转装置。
37.例如,图2示出了构造为最大长度的旋转装置。
38.每个安装体包括相应的第一元件和相应的第二元件,第一元件和第二元件各自与相应的连接体相连。
39.相应安装体的每个第一元件和每个第二元件包括相应的第一部分,该第一部分沿相对于旋转器件的旋转轴线的径向方向可滑动地与负荷承载结构的相应连接体连结。
40.有利的是,每个安装体的第一元件和第二元件的滑动允许平移相应的第一支承元件和第二支承元件的位置。
41.如图4所示,相应安装体的每个第一元件和每个第二元件包括相应的第二部分,该第二部分沿相对于旋转器件的旋转轴线的周向方向与相应的第一部分可滑动地连结。
42.第一支承元件和第二支承元件由安装体的第一元件和第二元件的第二部分支承。
43.有利的是,第二部分和第一部分相对于彼此的进一步滑动允许安装体径向扩展,以在远离彼此的径向移动期间对相互间隔的焊接单元进行补偿。
44.每个安装体支承相应的壳体构件,用于收容相应的第一支承元件和第二支承元件。
45.由同一壳体构件支承的第一支承元件和第二支承元件与相应的焊接单元相关联,这些焊接单元彼此不同。
46.第一支承元件和第二支承元件以固定的距离配置在相应的壳体构件上;更具体地说,它们配置在壳体构件的相应第一端和第二端处。
47.这个固定的距离在可通过壳体构件的径向位移而获得的多边形周边中定义了恒定长度的边。
48.每个壳体构件可移动地联接至负荷承载结构的相应安装体,特别是联接至相应的第一元件和第二元件的第二部分。
49.如图5所示,负荷承载结构可滑动地连结到与旋转器件相连结的安装框架。
50.第一支承元件和第二支承元件是辊的形式,每个辊围绕相应的旋转轴线旋转。
51.有利的是,辊结构允许沿着横向于幅材的纵向延伸的线限定与连续幅材的接触区,限定通过围绕辊缠绕幅材获得的折线的相应角部。
52.保持器件被设置为保持连续幅材的不意于焊接的部分。
53.保持器件包括第一柔性元件和第二柔性元件,这些柔性元件围绕旋转器件的旋转轴线延伸,且连续幅材的该部分被放置在这些柔性元件之间。
54.有利的是,第一柔性元件和第二柔性元件用于保持不参与焊接的连续幅材部分,在连续幅材应从装置脱落时便于对装置的维护和清洁。
55.本发明还涉及用于焊接连续幅材的旋转方法,优选用于制造吸收性物品或用于制造装有液体或固体产品的小袋,其中用于焊接连续幅材的多个焊接单元围绕共同的旋转轴
线以相互之间呈一定角度地间隔开的方式配置。
56.该方法包括围绕旋转轴线输送连续幅材的步骤和在输送连续幅材的步骤期间焊接连续幅材的步骤。
57.根据要获得的焊接间隔,该方法包括改变焊接单元的径向位置且同时朝向或远离旋转轴线地改变连续幅材的位置的步骤;连续幅材围绕旋转轴线延伸,以限定出多边形周边,该多边形周边的长度根据连续幅材相对于旋转轴线的径向位置而变化,以能够适应焊接单元径向位置的变化。
附图说明
58.本发明的进一步特点及其优点在以下对旋转焊接装置的一些优选实施例的非限制性描述中更为明显,如附图中示意性地说明,其中:
[0059]-图1是根据本发明的旋转焊接装置在最小长度的位置处的示意性正视图;
[0060]-图2是根据本发明的旋转焊接装置在最大长度的位置处的示意性正视图;
[0061]-图3示出了来自图1的放大的细节;
[0062]-图4示出了来自图2的放大的细节;
[0063]-图5示出了旋转焊接装置的细节的示意性立体图,其中一些部分被切掉以便更好地说明其他部分。
具体实施方式
[0064]
附图标记1指示根据本发明的用于焊接连续幅材4的旋转装置。
[0065]
优选地,旋转焊接装置1制造吸收性物品或其部件,或制造用于容纳液体或固体产品的小袋。
[0066]
旋转装置1包括围绕相应的旋转轴线2a旋转的旋转器件2,多个焊接单元3用于焊接连续幅材4,并以相互间有一定角度地间隔的方式安装在旋转器件2上。
[0067]
优选地,旋转器件2包括安装在轴上的圆柱形滚筒,该滚筒围绕旋转轴线2a旋转。
[0068]
在旋转器件2的旋转期间,每个焊接单元3构造为从非操作位置行进到操作位置,反之亦然。
[0069]
参照它们围绕旋转轴线2a的旋转,焊接单元3在工作周缘的圆弧中从非操作位置行进到操作位置。
[0070]
工作周缘的圆弧的长度根据在连续幅材4上进行焊接所需时间而定。
[0071]
移动器件5构造为,通过使焊接单元3朝向或远离旋转器件2的旋转轴线2a移动来改变焊接单元3的径向位置。
[0072]
换句话说,移动器件5使焊接单元3朝向或远离旋转器件2的旋转轴线2a地平移运动。
[0073]
移动器件5使所有的焊接单元3同时朝向或远离旋转器件2的旋转轴线2a移动。
[0074]
关于每个焊接单元3,用于支承连续幅材4的至少一个第一支承元件6和至少一个第二支承元件7各自配置在焊接单元3的在旋转器件2旋转方向上的上游和下游。
[0075]
第一支承元件6和第二支承元件7是辊23的形式,每个辊围绕相应的旋转轴线23a旋转。
[0076]
当焊接元件3处于操作位置时,支承元件6和第二支承元件7可以使连续幅材4保持张紧。
[0077]
与相应的焊接单元3关联的第一支承元件6和第二支承元件7由负荷承载结构8支承,该负荷承载结构与焊接单元3连接。
[0078]
焊接单元3的径向移动与负荷承载结构8的移动相对应,使第一支承元件6和第二支承元件7朝向和远离旋转器件2的旋转轴线2a移动。
[0079]
负荷承载结构8允许同时将所有的焊接单元3与支承连续幅材4的第一支承部件6和第二支承部件7一起移动,从而在没有操作人员的帮助下执行格式转换操作。
[0080]
第一支承元件6和第二支承元件7与相应的焊接单元3关联,成对地配置在两个相应的焊接单元3之间。
[0081]
这样,围绕第一支承元件6和第二支承元件7缠绕的连续幅材4限定出多边形的周边,其长度是随着第一支承元件6和第二支承元件7相对于旋转器件2的旋转轴线2a的位置而变化。
[0082]
有利的是,多边形结构允许沿最小和最大多边形长度支承连续幅材4的功能独立于第一支承元件6和第二支承元件7的尺寸。
[0083]
负荷承载结构8包括用于安装第一支承元件6和第二支承元件7的安装体9。
[0084]
每个安装体9支承相应成对的至少一个第一支承元件6和一个第二支承元件7。
[0085]
承载结构8包括多个连接体10,每个连接体将负荷承载结构8连接到相应的焊接单元3。
[0086]
为了能够从最小长度构造行进到最大长度构造,安装体9可移动地连接到各自的连接体10,这些连接体彼此不同。
[0087]
每个安装体9可以朝向和远离相应的连接体10移动。
[0088]
每个安装体9可以朝向和远离相应的连接体10平移运动。
[0089]
每个安装体9包括相应的第一元件11和相应的第二元件12,它们与相应的连接体10连接。
[0090]
相应安装体9的每个第一元件11和每个第二元件12包括相应第一部分13,该第一部分13沿着径向方向朝向和远离旋转器件2的旋转轴线2a可滑动地与负荷承载结构8的相应连接体10连结。
[0091]
换句话说,每个第一元件11和每个第二元件12的第一部分13相对于负荷承载结构8的连接体10以平移方式朝向和远离旋转器件2的旋转轴线2a移动。
[0092]
相应安装体9的每个第一元件11和每个第二元件12包括相应的第二部分14,该第二部分14沿相对于旋转器件2的旋转轴线2a的周向方向与相应的第一部分13可滑动地连接,使得第一元件11的第二部分14和第二元件12的第二部分14朝向和远离彼此移动。
[0093]
第一支承元件6和第二支承元件7由安装体9的第一元件11和第二元件12的第二部分14支承。
[0094]
每个安装体9支承相应的壳体构件15,用于收容相应的第一支承元件6和第二支承元件7。
[0095]
更具体地说,由同一壳体构件15支承的第一支承元件6和第二支承元件7与相应的焊接单元3相关联,这些焊接单元彼此不同。
[0096]
第一支承元件6和第二支承元件7以固定的距离配置在相应的壳体构件15上;更具体地说,它们配置在外壳部件15的相应第一端15a和第二端15b处。
[0097]
每个壳体构件15可移动地联接至负荷承载结构8的相应安装体9,特别是联接至相应的第一元件11和第二元件12的第二部分14。
[0098]
负荷承载结构8可滑动地连结至与旋转器件2相连结的安装框架16。
[0099]
安装框架16包括多个引导件22,负荷承载结构8沿着该引导件滑动。
[0100]
旋转焊接装置1包括固定器件17,用于固定不意于被焊接的连续幅材4的一部分。
[0101]
固定器件17包括第一柔性元件18和第二柔性元件19,这些柔性元件围绕旋转器件2的旋转轴线2a延伸,连续幅材4的不将被焊接的部分配置在该柔性元件之间。
[0102]
为了根据各第一支承元件6和第二支承元件7的焊接单元3相对于旋转器件2的旋转轴线2a的位置变化而调整第一柔性元件18和第二柔性元件19的长度,第一张紧器件20和第二张紧器件21构造为各自改变第一柔性元件18和第二柔性元件19的长度。
[0103]
本发明另一个目的是用于焊接连续幅材的旋转方法,较佳地是用于制造吸收性物品或用于制造装有液体或固体产品的小袋,其中用于焊接连续幅材4的多个焊接单元3围绕共同的旋转轴线2a以相互之间呈一定角度地间隔的方式配置。
[0104]
该方法包括围绕旋转轴线2a输送连续幅材4的步骤和在输送连续幅材4的步骤期间焊接连续幅材4的步骤。
[0105]
根据要获得的焊接间隔,该方法包括改变焊接间隔的步骤,包括改变焊接单元3的径向位置,同时朝向或远离旋转轴线2a地改变连续幅材4的位置。
[0106]
改变连续幅材4的位置的步骤包括围绕旋转轴线2a配置连续幅材4,以限定多边形的周边,其长度根据连续幅材4相对于旋转轴线2a的径向位置而变化,以便能够适应焊接单元3的径向位置的变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1