一种镶嵌式自动化注塑抓取设备及其使用方法与流程
1.本发明涉及抓取设备技术领域,特别涉及一种镶嵌式自动化注塑抓取设备及其使用方法。
背景技术:
2.螺母普遍用于产品组装的过程中,例如,大多塑料筐中需要设置多个螺母以连接其他元件。比较常见的将螺母植入塑料框中的生产方式主要有两种,第一种方式为人工直接手动将螺母埋在塑料筐的塑胶模具中,然后注塑塑胶件,这种生产方式人工作业速度慢,人工成本高,而且注塑温度较高,工作环境较差,容易发生生产事故。第二种方式为先注塑塑胶件,将螺母拾取至特定的工装上,再用夹取工具夹取螺母移动,但这种方式在移动的过程中螺纹容易夹持不稳而掉落,亟需解决。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的在于提供一种镶嵌式自动化注塑抓取设备及其使用方法,以解决上述问题。
4.本发明的技术方案是这样实现的:一种镶嵌式自动化注塑抓取设备,包括:
5.上料机;
6.注塑机;
7.放料工位,放料工位连接在上料机上端;
8.上料工位,上料工位连接在上料机上端且与放料工位相邻设置;
9.支撑板,支撑板固定安装在上料机上端,并远离放料工位和上料工位设置;
10.第一机械臂,第一机械臂一端固定安装在支撑板上;
11.移动机构,移动机构位于上料机和注塑机上方;
12.第二机械臂,第二机械臂的一端连接于移动机构上;
13.其中,第一机械臂用于夹取放料工位内的螺母移动至上料工位上,第二机械臂远离移动机构的一端活动连接有抓取装置,第二机械臂通过抓取装置将上料工位上的螺母移动至注塑机上嵌入注塑模具内。
14.通过采用上述技术方案,通过抓取装置,能够较为牢固的抓取螺母,不易掉落,稳定性高,使用效果好。
15.本发明进一步设置为:抓取装置包括:
16.抓取板,第二机械臂远离移动装置的一端铰接于抓取板上端中部;
17.其中,上料工位上固定安装有滑轨,滑轨上滑动连接有上料板,上料板开设有若干间隔设置的安装孔,安装孔内设有内螺纹,安装孔上螺纹连接有定位柱,第二机械臂驱动抓取板移动至上料板上抓取螺母。
18.通过采用上述技术方案,可根据塑料筐中需要植入螺母的位置,对定位柱进行拆装更换位置,使用方便。
19.本发明进一步设置为,抓取板包括,
20.第一板体,第一板体包括切换器;
21.第二板体;
22.第三板体,第三板体固定安装在第一板体上端,第二板体固定安装在第一板体与第二板体之间;
23.其中,第一板体下端开设有若干与安装孔相配合的吸附孔,吸附孔的一端贯穿第一板体上端面设置,吸附孔下端孔口处开设有环吸附孔设置的环槽,环槽内固定安装有吸附装置。
24.通过采用上述技术方案,通过设置吸附装置对螺母进行强力的吸附,使其牢固的固定在第一板体下端的环槽内,不易掉落,使用效果好。
25.本发明进一步设置为,吸附装置包括:
26.第一套筒,第一套筒连接于环槽内槽壁上,第一套筒内侧设有内螺纹;
27.第二套筒,第二套筒连接于第一套筒外侧;
28.第三套筒,第三套筒连接与第二套筒外侧;
29.第一卡环,第一卡环固定安装在第一套筒上端外侧,第一卡环下端开设有第一插槽;
30.第二卡环,第二卡环固定安装在第二套筒上端外侧,第二卡环上端开设有第一螺纹插槽,第二卡环下端开设有第二插槽;
31.第三卡环,第三卡环固定安装在第三套筒上端外侧,第三卡环上端开设有第二螺纹插槽;
32.其中,环槽包括内槽壁和外槽壁,内槽壁上设有外螺纹,第一套筒通过内螺纹与环槽内槽壁上的外螺纹螺纹连接,第一卡环、第二卡环和第三卡环外侧设有外螺纹,第二卡环通过第一螺纹插槽与第一卡环螺纹连接,第三卡环通过第二螺纹插槽与第二卡环螺纹连接,第一卡环、第二卡环及第三卡环外侧还设有用于驱动吸附装置转动的驱动装置。
33.通过采用上述技术方案,通过设置第一套筒、第二套筒及第三套筒,通过转动第一卡环、第二卡环和第三卡环来调整三个套筒的伸缩,抽气泵启动对吸附装置内的空气进行第一次抽取,第一卡环上转动,带动第一套筒下移与螺母上端面相抵,抽气泵进行第二次抽取,第二卡环上转动,带动第二套筒下移与螺母上端面相抵,抽气泵进行第三次抽取,形成两个相互分隔的低压空腔,防止螺母受振动偏移或者螺母在生产时工艺的偏差导致其中任意一个套筒无法贴紧螺母上端面而造成漏气,密封效果好。
34.本发明进一步设置为,驱动装置包括:
35.第四卡环,第四卡环设有三个,分别固定安装在第一卡环、第二卡环和第三卡环上端外侧;
36.第五卡环,第五卡环设有三个,分别连接于各个第四卡环外侧;
37.微型电机,微型电机设有三个,分别固定连接与各个第五卡环外一侧;
38.第一齿轮,第一齿轮键连接于微型电机的输出轴上;
39.第二齿轮,第二齿轮固定安装于第四卡环下端外侧;
40.滑杆,滑杆固定安装于环槽槽底远离微型电机的一侧,滑杆设有三个,两个相邻滑杆之间间隔设置;
41.其中,第四卡环的截面为“凹”字形,第五卡环凸出第四卡环外侧设置,第一齿轮与第二齿轮啮合,第五卡环上开设有供滑杆插入的通孔,微型电机与滑杆相对设置,滑杆用于限制第五卡环转动。
42.通过采用上述技术方案,当微型电机启动,第五卡环通过滑杆进行左右限位,微型电机只带动第一卡环、第二卡环和第三卡环转动,结构稳定。
43.本发明进一步设置为,切换器位于第一板体内的各个吸附孔的外侧中部,切换器包括:
44.第一管体;
45.第二管体,第二管体位于第一管体下方;
46.第一管体和第二管体间隔设置。
47.第一塞体,第一塞体位于第一管体内,第一塞体外侧壁与第一管体内壁相抵;
48.第二塞体,第二塞体位于第二管体内,第二塞体外侧壁与第二管体内侧壁相抵;
49.第一进气口,第一进气口贯穿地设置在第一管体上端;
50.第二进气口,第二进气口贯穿地设置在第一管体下端;
51.第三进气口,第三进气口贯穿地设置在第二管体上端;
52.第四进气口,第四进气口贯穿地设置在第二管体下端;
53.电动推杆,电动推杆的活动端活动密封连接于吸附孔上端内侧,电动推杆的下端固定安装有与吸附孔相配合的活塞;
54.第五进气口,第五进气口贯穿地设置在第二管体下端外侧;
55.第六进气口,第六进气口贯穿地设置在第二管体下端外侧,第五进气口与第六进气口相邻设置;
56.第七进气口,第七进气口贯穿地设置在吸附孔上端内侧壁上;
57.第八进气口,第八进气口贯穿地设置在第一卡环上端;
58.导气管,导气管包括第一导气管、第二导气管、第三导气管、第四导气管及第五导气管;
59.中间管体,中间管体连接于第一管体与第二管体之间,中间管体内设有连接第一塞体和第二塞体的第三管体;
60.单向阀,单向阀固定安装于第五导气管内;
61.泄压阀;
62.其中,第一管体和第二管体间隔设置,第五进气口通过第一导气管与外部抽气泵连通,第一进气口、第三进气口和第六进气口通过第二导气管连通,第七进气口与第二进气口通过第三导气管连通,第一进气口与第八进气口之间通过第四导气管连通,泄压阀固定安装于第二导气管内,且泄压阀与第六进气口相邻设置,第五导气管贯穿第一板体上端面与第二导气管连通。
63.通过采用上述技术方案,当第二机械臂带动抓取板移动至螺母上方~cm处时,电动推杆启动回缩,将空气通过第二进气口压入第一管体内,推动第一塞体向上移动,带动切换芯整体上移,第二导气管内气压上升达到泄压阀设定值,泄压阀开启,第二导管内的压缩空气通过第二管体、第四导气管排向螺母上端面,对掉落至螺母上端表面的灰尘颗粒进行冲击,保证套筒与螺母上端面接触平整,接触时不会产间隙,密封性好,进而保证了抓取装
置抓取螺母的牢固性,第二机械臂带动抓取板移动至注塑机上后各个套筒将螺母顶出至待加工的塑料筐上,完成装配,之后电动推杆伸出,第一管体内气压降低,第一塞体下移,外部空气通过单向阀进入至第一管体内,为下一次抓取螺母进行准备。
64.本发明进一步设置为,包括:
65.第一支撑柱;第一支撑柱设有四根,分别固定安装于第一板体上端四角处;
66.第二支撑柱;
67.复位弹簧;复位弹簧套设于第二支撑柱外侧;
68.其中,第二支撑柱设有若干且呈阵列设置并固定安装在第二板体与第三板体之间,复位弹簧上下两端分别与第三板体和第二板体相抵,电动推杆的活动端通过螺栓连接在第二板体下端面,第三板体与第一支撑柱固定连接。
69.通过采用上述技术方案,通过设置多个第二支撑柱连接牢固,再加设复位弹簧,传动至抓取板上的振动通过复位弹簧进行消除,减震效果好。
70.一种镶嵌式自动化注塑抓取设备的使用方法,包括如下步骤:。
71.s1、根据塑料筐上所需安装螺母的位置对上料板上的定位柱进行安装,并设定好上料机上与定位柱位置相对应的第一机械臂的程序;
72.s2、将加工好的螺母放至放料工位上;
73.s3、第一机械臂夹取放料工位上的螺母放至定位柱上;
74.s4、第二机械臂启动,移至上料工位上方,转动抓取板直至抓取板与上料板平行,并调整至吸附孔与定位柱同轴;
75.s5、第二支撑臂带动抓取板向下平移,定位柱插入吸附孔中,直至抓取板移动至螺母上方1~2cm处;
76.s6、此时电动推杆启动回缩,将空气通过第二进气口压入第一管体内,推动第一塞体向上移动,带动切换芯整体上移;
77.s7、第二导气管内气压上升达到泄压阀设定值,泄压阀开启,第二导管内的压缩空气通过第二管体、第四导气管排向螺母上端面;
78.s8、抓取板下移,直至螺母下端面与抓取板下端面平行,此时第三卡环上的微型电机启动,第三套筒下移抵触螺母上端面;
79.s9、此时抽气泵启动对吸附装置内的空气进行第一次抽取,第一卡环上的微型电机启动,带动第一套筒下移与螺母上端面相抵,抽气泵进行第二次抽取,第二卡环上的微型电机启动,抽气泵进行第三次抽取;
80.s10、第二机械臂带动抓取板脱离上料工位,旋转抓取板使其垂直与地面后,带动抓取板移动至注塑机上,微型电机带动第一、第二和第三套筒顶出螺母至塑料筐上,随后吸附装置复位并循环s3。
81.通过采用上述技术方案,通过对螺母上端面的喷气,及抽气泵与三个套筒相配合形成的两个低压空腔,使得抓取装置能够较好的抓取螺母,并降低了螺母在移动的过程中所受外部振动的影响,稳定性高,使用效果好。
附图说明
82.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
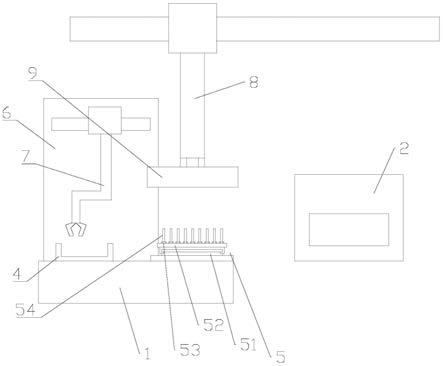
83.图1为本发明具体实施方式镶嵌式自动化注塑抓取设备整体结构示意图;
84.图2为本发明具体实施方式抓取板结构示意图;
85.图3为本发明具体实施方式a局部放大图;
86.图4为本发明具体实施方式b局部放大图。
具体实施方式
87.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
88.如图1至图4所示,本发明公开了一种镶嵌式自动化注塑抓取设备,包括:
89.上料机1;
90.注塑机2;
91.放料工位4,放料工位4连接在上料机1上端;
92.上料工位5,上料工位5连接在上料机1上端且与放料工位4相邻设置;
93.支撑板6,支撑板6固定安装在上料机1上端,并远离放料工位4和上料工位5设置;
94.第一机械臂7,第一机械臂7一端固定安装在支撑板6上;
95.移动机构,移动机构位于上料机1和注塑机2上方;
96.第二机械臂8,第二机械臂8的一端连接于移动机构上;
97.其中,第一机械臂7用于夹取放料工位4内的螺母移动至上料工位5上,第二机械臂8远离移动机构的一端活动连接有抓取装置,第二机械臂8通过抓取装置将上料工位5上的螺母移动至注塑机2上嵌入注塑模具内。
98.通过采用上述技术方案,通过抓取装置,能够较为牢固的抓取螺母,不易掉落,稳定性高,使用效果好。
99.在本发明实施例中,抓取装置包括:
100.抓取板9,第二机械臂8远离移动装置的一端铰接于抓取板上端中部;
101.其中,上料工位5上固定安装有滑轨51,滑轨51上滑动连接有上料板52,上料板52开设有若干间隔设置的安装孔53,安装孔53内设有内螺纹,安装孔53上螺纹连接有定位柱54,第二机械臂8驱动抓取板移动至上料板5上抓取螺母。
102.通过采用上述技术方案,可根据塑料筐中需要植入螺母的位置,对定位柱进行拆装更换位置,使用方便。
103.在本发明实施例中,抓取板包括,
104.第一板体91,第一板体91包括切换器17;
105.第二板体92;
106.第三板体93,第三板体93固定安装在第一板体91上端,第二板体92固定安装在第一板体91与第二板体92之间;
107.其中,第一板体91下端开设有若干与安装孔53相配合的吸附孔10,吸附孔10的一端贯穿第一板体91上端面设置,吸附孔10下端孔口处开设有环吸附孔10设置的环槽11,环槽11内固定安装有吸附装置。
108.通过采用上述技术方案,通过设置吸附装置对螺母进行强力的吸附,使其牢固的固定在第一板体下端的环槽内,不易掉落,使用效果好。
109.在本发明实施例中,吸附装置包括:
110.第一套筒121,第一套筒121连接于环槽11内槽壁上,第一套筒121内侧设有内螺纹;
111.第二套筒122,第二套筒122连接于第一套筒121外侧;
112.第三套筒123,第三套筒123连接与第二套筒122外侧;
113.第一卡环131,第一卡环131固定安装在第一套筒121上端外侧,第一卡环131下端开设有第一插槽141;
114.第二卡环132,第二卡环132固定安装在第二套筒122上端外侧,第二卡环132上端开设何有第一螺纹插槽142,第二卡环132下端开设有第二插槽143;
115.第三卡环133,第三卡环133固定安装在第三套筒123上端外侧,第三卡环133上端开设有第二螺纹插槽144;
116.其中,环槽11包括内槽壁和外槽壁,内槽壁上设有外螺纹,第一套筒121通过内螺纹与环槽11内槽壁上的外螺纹螺纹连接,第一卡环131、第二卡环132和第三卡环133外侧设有外螺纹,第二卡环132通过第一螺纹插槽142与第一卡环131螺纹连接,第三卡环133通过第二螺纹插槽144与第二卡环132螺纹连接,第一卡环131、第二卡环132及第三卡环133外侧还设有用于驱动吸附装置转动的驱动装置。
117.通过采用上述技术方案,通过设置第一套筒、第二套筒及第三套筒,通过转动第一卡环、第二卡环和第三卡环来调整三个套筒的伸缩,抽气泵启动对吸附装置内的空气进行第一次抽取,第一卡环上转动,带动第一套筒下移与螺母上端面相抵,抽气泵进行第二次抽取,第二卡环上转动,带动第二套筒下移与螺母上端面相抵,抽气泵进行第三次抽取,形成两个相互分隔的低压空腔,防止螺母受振动偏移或者螺母在生产时工艺的偏差导致其中任意一个套筒无法贴紧螺母上端面而造成漏气,密封效果好。
118.在本发明实施例中,驱动装置包括:
119.第四卡环151,第四卡环151设有三个,分别固定安装在第一卡环131、第二卡环132和第三卡环133上端外侧;
120.第五卡环152,第五卡环152设有三个,分别连接于各个第四卡环151外侧;
121.微型电机153,微型电机153设有三个,分别固定连接与各个第五卡环152外一侧;
122.第一齿轮154,第一齿轮154键连接于微型电机153的输出轴上;
123.第二齿轮155,第二齿轮155固定安装于第四卡环151下端外侧;
124.滑杆16,滑杆16固定安装于环槽11槽底远离微型电机153的一侧,滑杆16设有三个,两个相邻滑杆16之间间隔设置;
125.其中,第四卡环151的截面为“凹”字形,第五卡环152凸出第四卡环151外侧设置,第一齿轮154与第二齿轮155啮合,第五卡环152上开设有供滑杆16插入的通孔,微型电机153与滑杆16相对设置,滑杆16用于限制第五卡环152转动。
126.通过采用上述技术方案,当微型电机启动,第五卡环通过滑杆进行左右限位,微型电机只带动第一卡环、第二卡环和第三卡环转动,结构稳定。
127.在本发明实施例中,切换器17位于第一板体91内的各个吸附孔10的外侧中部,切换器17包括:
128.第一管体173;
129.第二管体174,第二管体174位于第一管体173下方;
130.第一管体173和第二管体174间隔设置。
131.第一塞体1731,第一塞体1731位于第一管体173内,第一塞体1731外侧壁与第一管体173内壁相抵;
132.第二塞体1732,第二塞体1741位于第二管体174内,第二塞体1732外侧壁与第二管体174内侧壁相抵;
133.第一进气口175,第一进气口175贯穿地设置在第一管体173上端;
134.第二进气口176,第二进气口176贯穿地设置在第一管体173下端;
135.第三进气口177,第三进气口177贯穿地设置在第二管体174上端;
136.第四进气口178,第四进气口178贯穿地设置在第二管体174下端;
137.电动推杆19,电动推杆19的活动端活动密封连接于吸附孔10上端内侧,电动推杆19的下端固定安装有与吸附孔10相配合的活塞191;
138.第五进气口181,第五进气口181贯穿地设置在第二管体174下端外侧;
139.第六进气口182,第六进气口182贯穿地设置在第二管体174下端外侧,第五进气口181与第六进气口181相邻设置;
140.第七进气口192,第七进气口192贯穿地设置在吸附孔10上端内侧壁上;
141.第八进气口183,第八进气口183贯穿地设置在第一卡环132上端;
142.导气管,导气管包括第一导气管、第二导气管、第三导气管、第四导气管及第五导气管;
143.中间管体,中间管体连接于第一管体173与第二管体174之间,中间管体内设有连接第一塞体1731和第二塞体1741的第三管体179;
144.单向阀184,单向阀184固定安装于第五导气管内;
145.泄压阀193;
146.其中,第一管体173和第二管体174间隔设置,第五进气口181通过第一导气管与外部抽气泵连通,第一进气口175、第三进气口177和第六进气口182通过第二导气管连通,第七进气口192与第二进气口176通过第三导气管连通,第一进气口175与第八进气口183之间通过第四导气管连通,泄压阀193固定安装于第二导气管内,且泄压阀193与第六进气口182相邻设置,第五导气管贯穿第一板体91上端面与第二导气管连通。
147.通过采用上述技术方案,当第二机械臂带动抓取板移动至螺母上方~cm处时,电动推杆启动回缩,将空气通过第二进气口压入第一管体内,推动第一塞体向上移动,带动切换芯整体上移,第二导气管内气压上升达到泄压阀设定值,泄压阀开启,第二导管内的压缩空气通过第二管体、第四导气管排向螺母上端面,对掉落至螺母上端表面的灰尘颗粒进行冲击,保证套筒与螺母上端面接触平整,接触时不会产间隙,密封性好,进而保证了抓取装置抓取螺母的牢固性,第二机械臂带动抓取板移动至注塑机上后各个套筒将螺母顶出至待
加工的塑料筐上,完成装配,之后电动推杆伸出,第一管体内气压降低,第一塞体下移,外部空气通过单向阀进入至第一管体内,为下一次抓取螺母进行准备。
148.在本发明实施例中,包括:
149.第一支撑柱20;第一支撑柱20设有四根,分别固定安装于第一板体91上端四角处;
150.第二支撑柱21;
151.复位弹簧22;复位弹簧22套设于第二支撑柱21外侧;
152.其中,第二支撑柱21设有若干且呈阵列设置并固定安装在第二板体92与第三板体93之间,复位弹簧22上下两端分别与第三板体93和第二板体92相抵,电动推杆19的活动端通过螺栓连接在第二板体92下端面,第三板体93与第一支撑柱21固定连接。
153.通过采用上述技术方案,通过设置多个第二支撑柱连接牢固,再加设复位弹簧,传动至抓取板上的振动通过复位弹簧进行消除,减震效果好。
154.一种镶嵌式自动化注塑抓取设备的使用方法,包括如下步骤:。
155.s1、根据塑料筐上所需安装螺母的位置对上料板上的定位柱进行安装,并设定好上料机上与定位柱位置相对应的第一机械臂的程序;
156.s2、将加工好的螺母放至放料工位上;
157.s3、第一机械臂夹取放料工位上的螺母放至定位柱上;
158.s4、第二机械臂启动,移至上料工位上方,转动抓取板直至抓取板与上料板平行,并调整至吸附孔与定位柱同轴;
159.s5、第二支撑臂带动抓取板向下平移,定位柱插入吸附孔中,直至抓取板移动至螺母上方1~2cm处;
160.s6、此时电动推杆启动回缩,将空气通过第二进气口压入第一管体内,推动第一塞体向上移动,带动切换芯整体上移;
161.s7、第二导气管内气压上升达到泄压阀设定值,泄压阀开启,第二导管内的压缩空气通过第二管体、第四导气管排向螺母上端面;
162.s8、抓取板下移,直至螺母下端面与抓取板下端面平行,此时第三卡环上的微型电机启动,第三套筒下移抵触螺母上端面;
163.s9、此时抽气泵启动对吸附装置内的空气进行第一次抽取,第一卡环上的微型电机启动,带动第一套筒下移与螺母上端面相抵,抽气泵进行第二次抽取,第二卡环上的微型电机启动,抽气泵进行第三次抽取;
164.s10、第二机械臂带动抓取板脱离上料工位,旋转抓取板使其垂直与地面后,带动抓取板移动至注塑机上,微型电机带动第一、第二和第三套筒顶出螺母至塑料筐上,随后吸附装置复位并循环s3。
165.通过采用上述技术方案,通过对螺母上端面的喷气,及抽气泵与三个套筒相配合形成的两个低压空腔,使得抓取装置能够较好的抓取螺母,并降低了螺母在移动的过程中所受外部振动的影响,稳定性高,使用效果好。
166.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1