一种聚乙烯结构壁管预脱模生产线的制作方法
1.本发明涉及钢带波纹管生产领域,尤其涉及一种聚乙烯结构壁管预脱模生产线。
背景技术:
2.聚乙烯结构双壁钢带波纹管是一种具有环状结构外壁和平滑内壁的新型管材,目前在生产工艺和使用技术上已经十分成熟。在聚乙烯结构双壁钢带波纹管生产过程中,通常采用将螺旋钢丝环加工形成弹簧装螺旋结构,并放入成型模具内部,装入内模后,采用螺杆挤出机将管体混合溶料挤入模具内部,采用冷水浇冲模具,使其内部冷却成型,然后将成型管材脱模;外模通常是可拆卸结构,脱模较为简单;而内模与双壁钢带波纹管之间贴合紧密,成型完毕后,特别是钢带波纹管两端,会形成与内模紧紧贴合的料头,如图4,这部分无法使用,但是会影响脱模,在脱模时对管件造成损坏,脱模完成后也需要进行切除。另外,钢带波纹管在安装时需要加工接头部位,此时由于钢带波纹管内部是空心的,加工时需要重新加塞芯轴,十分麻烦。因此可以设计一种聚乙烯结构壁管预脱模生产线,在完成脱模准备工作时,对接头部分也进行初步加工。
技术实现要素:
3.本发明针对现有技术中双壁钢带波纹管内模不易脱模的问题,设计了一种聚乙烯结构壁管预脱模生产线,对双壁钢带波纹管脱模前进行预处理,同时对接头部分进行初加工,可以提高整体工作效率和成品质量。
4.本发明是通过以下技术方案实现:
5.一种聚乙烯结构壁管预脱模生产线,包括预检区、输送区、加工区和吊装设备,所述预检区用于储存待加工的钢带波纹管,所述预检区一侧设置预检架,所述预检架一侧设置输送区,所述输送区末端设置加工区;所述输送区设置有能够向加工区移动的输送架;所述加工区设置有加工平台,所述加工平台两端均设置有用于支撑钢带波纹管的支撑体,所述支撑体上对称设置有滚轮,所述滚轮由驱动机构驱动并带动钢带波纹管转动;所述支撑体内侧设置有用于打磨钢带波纹管的打磨机构。
6.本发明设置一种生产线对双壁钢带波纹管进行脱模前的预处理,整个生产线采用半自动化操作,先在预检架上对待加工的钢带波纹管进行预检,检测是否有较大的质量问题或损伤,去除一些飞边等等,然后使用吊装设备吊装到输送架上,输送架输送一段距离,同时作为暂存区,减缓吊装设备的压力,最后吊装到加工区,对料头部分进行打磨,避免脱模时的粘接,并同时打磨出接头部分,使脱模工序更加快捷省力,提高了工作效率。本发明同时减少了吊装转运时间和距离,降低了安全隐患。
附图说明
7.图1为本发明优选实施例中一种聚乙烯结构壁管预脱模生产线布局示意图。
8.图2为本发明优选实施例中预检架的结构示意图。
9.图3为本发明优选实施例中输送架的截面结构示意图。
10.图4为本发明优选实施例中带内模的钢带波纹管脱模前的结构示意图。
11.附图标记如下:
12.1、预检区;2、输送架;3、加工平台;4、钢带波纹管;5、y形支架;6、转动轮;7、油缸;8、输送轨道;9、输送平台;10、防滑垫;11、链条;12、限位板;13、支撑架; 14、导向轮;15、驱动电机;16、链轮;17、拖链;18、支撑体;19、驱动装置;20、主动轮;21、从动轮;22、打磨架;23、磨头;24、水箱;25、喷头;26、集尘箱;27、吸尘罩;28、防撞限位机构;29、内模。
具体实施方式
13.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
14.本发明的一个优选实施例中,如图1所示,一种聚乙烯结构壁管预脱模生产线,包括预检区1、输送区、加工区和吊装设备,预检区1用于储存待加工的钢带波纹管4,可以选用方管钢拼焊呈的矩形架,将钢带波纹管4堆放在上面,所述预检区1一侧设置预检架,预检架一侧设置输送区,所述输送区末端设置加工区;所述输送区设置有能够向加工区移动的输送架2;所述加工区设置有加工平台3,所述加工平台3两端均设置有用于支撑钢带波纹管4的支撑体18,所述支撑体18上对称设置有滚轮,所述滚轮由驱动机构驱动并带动钢带波纹管4转动;所述支撑体18内侧设置有用于打磨钢带波纹管4的打磨机构。使用时,先在预检架上对待加工的钢带波纹管4进行预检,检测是否有较大的质量问题或损伤,去除一些飞边等等,然后使用吊装设备吊装到输送架2上,输送架2输送一段距离,同时作为暂存区,减缓吊装设备的压力,最后吊装到加工区进行进一步的加工。吊装设备一般选用工厂通用的天车。
15.本发明的一个优选实施例中,如图2所示,实施例1中预检架一般采用两个固定在地面上的对称设置的y形支架5,y形支架5的顶端两侧对称设置有可以自由转动的转动轮6,方便转动钢带波纹管4检查是否有较明显的质量缺陷,y形支架5的竖直支撑部采用油缸7支撑,可以调节y形支架5的高度,以便适用于不同尺寸的钢带波纹管4。
16.本发明的一个优选实施例中,如图3所示,所述输送架2包括固定设置的输送轨道8,所述输送轨道8上滑动设置有输送平台9,所述输送平台9呈凹陷的圆弧形,所述输送平台9上表面设置有防滑垫10,防滑垫10一般选用带有凸起的柔性橡胶垫,可以顶在钢带波纹管4 表面防止钢带波纹管4打滑的同时不损伤钢带波纹管4。所述输送轨道8包括两个相互平行且开口相对设置的u形槽,所述u形槽内固定设置有链条11;所述u形槽顶部设置有凸起的限位板12,所述限位板12形成沿着输送轨道8方向的导向通道;所述输送平台9底部设置有支撑架13,所述支撑架13底部设置有在导向通道内运动的导向轮14,所述支撑架13一端设置有驱动电机15,所述驱动电机15的输出端向下伸出且与链轮16固定连接,所述链轮16与链条11咬合。所述支撑架13上设置有支撑缸,所述支撑缸的另一端连接在输送平台9底部,用作辅助支撑,防止输送平台9被压坏。所述输送轨道8外侧还设置有拖链17,所述拖链17 一端与所述输送轨道8连接,另一端与所述支撑架13连接,所述拖链17内设置管路和线路。输送时,将钢带波纹管4放置在输送平台9上,防滑垫10的凸起部分顶在钢带波纹管4表面;启动驱动电机15,驱动电机15带动链轮16转动,由于链轮16与链条11咬合,而链条11处于固
定状态,链轮16转动时就会沿着链条11的方向移动,从而带动整个输送架2移动,同时由于导向通道对导向轮14的限位导向作用,使得整个输送平台9沿着输送轨道8方向来回移动。拖链17对电线和管路起保护作用,防止线路跟着来回运动时与地面接触发生磨损。
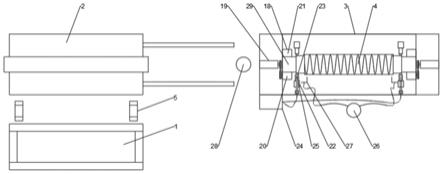
17.本发明的一个优选实施例中,如图1所示,加工区内设置有加工平台3,加工平台3包括支架,支架两端设置有两个相互对称的支撑体18,支撑体18采用v形体,两个v形体支撑钢带波纹管4,使得钢带波纹管4的轴线与输送轨道8基本平行,可以节省车间的空间,方便产线布局。v形体的顶端设置两个相互对称的滚轮,一个为主动轮20,一个为从动轮21,主动轮20在v形体的外侧由驱动装置19驱动,驱动装置19可以选用电机或者液压马达。将钢带波纹管4两端露出的内模29放在主动轮20和从动轮21上,由驱动装置19带动钢带波纹管4一起转动。支撑体18的内侧设置有打磨装置,打磨装置包括打磨架22,打磨架22安装加工平台3上并位于钢带波纹管4两侧,并可以沿钢带波纹管4轴向平移,打磨架22上铰接有可以调整角度的打磨机,打磨机的磨头23对准钢带波纹管4的外壁,打磨机可以选用改装过的手持式打磨机。当钢带波纹管4开始转动时,启动打磨机,调节打磨机的位置就可以对钢带波纹管4进行加工,可以打磨掉钢带波纹管4两端粘接的部分,并可以加工出接头。
18.本发明的一个优选实施例中,如图1,加工平台3上还可以设置冷却装置,冷却装置包括固定在加工平台3一侧的水箱24和设置在打磨机上方的喷头25,通过水泵将水箱24里的冷却液泵入到喷头25中,喷头25喷洒出冷却液用于润滑和冷却。
19.如图1,加工区的一侧还设置有集尘装置,集尘装置包括固定安装在加工平台3一侧的集尘箱26以及安装在打磨机外侧的吸尘罩27,用于将打磨形成的碎屑收集起来集中处理, 做到零排放,防止污染现场环境。
20.由于钢带波纹管4内部有内模29,惯性较大,为了防止钢带波纹管4在输送架2上因为惯性撞到加工平台3或者拉坏输送轨道8,可以在输送区和加工区之间设置防撞限位机构28, 如图1,防撞限位机构28包括固定设置在两轨道轴线上的立柱,立柱顶端设置橡胶的防撞板, 可以在对钢带波纹管4进行阻停的同时不损坏钢带波纹管4的端部,防撞限位机构28的支撑部采用油缸7支撑,可以调节防撞限位机构28的高度。
21.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1