耗材的包装盒、包装方法以及包装盒的制造方法与流程
1.本发明涉及一种耗材的包装盒、包装方法以及包装盒的制造方法。
背景技术:
2.耗材包装盒是指包装打印耗材(如墨盒、粉盒、硒鼓)、办公耗材(如记号笔,圆珠笔,油漆笔等)、实验室耗材(如试剂、助燃剂等)等耗材的外部包装。由于在运输中受到挤压、磕碰,可能导致耗材发生移位、泄露,现有的耗材往往需要单独塑封并固定,包装表面覆塑料膜,工艺过程费时费力,还需耗费大量塑料材料,浪费资源。另外,打印耗材上往往设置有与打印机连接的、用于记录厂家信息、打印信息等的芯片,目前的芯片升级需要拆卸包装,过于繁杂。
3.以打印耗材为例,为避免移位和漏墨问题,需要使用内衬来固定墨盒,然后再过多层共挤聚烯烃热收缩膜(简称pof膜)。该包装方法流程复杂,pof膜的过膜质量不好控制,影响工时,且包装盒制造过程需使用大量塑料材料不够环保。升级墨盒芯片时,需要拆掉包装盒把墨盒拿出,升级后再重新装入包装盒,影响效率。
技术实现要素:
4.本发明要解决的技术问题是为了克服现有技术中耗材难以定位、材料容易泄露、升级芯片操作费时费力的缺陷,提供一种耗材包装盒、包装方法以及包装盒的制造方法。该包装盒使用可吸附的、经济环保的材料制造而成,制造方法简易。本发明还提供了一种采用这种包装盒来包装耗材的方法,包装方式简易,不再需要内衬和过pof膜,大大节省了人工成本及包材成本。
5.本发明是通过下述技术方案来解决上述技术问题:
6.一种耗材的包装盒,其特点在于,所述包装盒包括上壳体和下壳体,所述上壳体和所述下壳体相互连接闭合后形成用于容纳所述耗材的容纳腔;所述包装盒由吸附材料制成;所述上壳体内壁和/或所述下壳体内壁具有一个或多个支撑部,所述支撑部与所述耗材的表面贴合,以限制所述耗材在所述容纳腔内的移动。
7.在本方案中,容纳腔中的支撑部可以根据耗材的外形设计,能够对耗材进行定位,方便工人包装。具体地,当耗材安装于包装盒内后,通过支撑部与耗材表面贴合以使得耗材固定,尽可能减小耗材在包装盒内的移动,无需使用内衬来固定。另外,支撑部与耗材贴合后,由于包装盒由吸附材料制成,所以当耗材发生泄漏时可以被吸附材料吸附,无需通过pof膜防漏。从而一方面可以简化耗材的包装流程,提升包装效率;另一方面,也能使得包装盒稳定支撑耗材,避免耗材晃动而损坏。考虑到存在制造公差,支撑部与耗材表面可能不完全贴合,或者支撑部与耗材表面存在微小间隙,但耗材在包装盒容纳腔中的些微移动并不影响支撑部实现“限制移动”的功能,实际上,本方案允许耗材在容纳腔内有小的移动。
8.较佳地,所述上壳体的外壁向所述上壳体的内壁凹陷以形成所述支撑部,和/或,所述下壳体的外壁向所述下壳体的内壁凹陷以形成所述支撑部。
9.在本方案中,支撑部是通过在模具中设置外凸结构,上壳体和/或下壳体在开模时相应产生凹陷结构而构成的,无需额外填充材料,节省了材料,使设计更加轻量化。
10.较佳地,所述吸附材料为纸浆材料或聚乳酸复合材料。
11.在本方案中,吸附材料是可完全自然降解的纸浆材料或聚乳酸复合材料,不但能够实现吸附作用,还能够保护环境。当然,还可以是其他的可降解材料制成。较佳地,所述纸浆材料为甘蔗渣纸板。
12.在本方案中,甘蔗渣纸板具有高吸附能力,避免因任一耗材材料泄露造成的污染,或对其他耗材造成的影响。
13.较佳地,所述容纳腔的内壁或者侧面设有辅料区。
14.在本方案中,辅料包含但不限于说明书、宣传卡片等;辅料区还可分区对辅料进行固定。辅料放置后填充了耗材与上壳体,和/或,材料与下壳体之间的间隙,不仅不会影响耗材的定位,而且能进一步限制耗材在包装盒中的移动。
15.较佳地,所述容纳腔的内壁向外凹陷构成所述辅料区,所述支撑部环绕所述辅料区设置。
16.在本方案中,辅料区与支撑部是在包装盒从模具中脱模时同时产生的,环绕辅料区的支撑部与耗材表面贴合对耗材进行充分限位的同时,预留出存放辅料的辅料区。
17.较佳地,所述上壳体与所述下壳体侧面为斜面,所述斜面在所述容纳腔的侧面形成所述辅料区。
18.在本方案中,上壳体与下壳体侧面的斜面为拔模时设定的斜度产生的斜面,不但能够预留出辅料存放区域,还能够便于合盖,相应地,也能够避免因为合盖挤压而导致上壳体或下壳体的变形,避免影响定位精度。
19.较佳地,所述容纳腔内设有分区,每个所述分区用于放置一个所述耗材;相邻两个所述分区之间由隔板隔开,以定位所述耗材。
20.在本方案中,通过隔板在容纳腔内形成分区,从而在包装多个耗材时,能够将耗材定位并装配于相应的分区内,也能避免耗材与耗材之间挤压而相互影响。
21.较佳地,所述隔板设置于所述上壳体的内壁上和/或所述下壳体的内壁上。在本方案中,隔板是与上壳体和/或下壳体一体成型的,当然也可以是通过再加工、组装或其他方式形成的。
22.较佳地,所述包装盒至少包装一个墨盒。
23.在本方案中,包装盒可以用于包装墨盒,并且包装盒使用的材料可以吸附漏墨,也适用于不同型号的墨盒产品,比如,包含芯片的墨盒,或者不包含芯片的墨盒,单个墨盒,或者墨盒套装。
24.较佳地,所述包装盒包含至少一个开口,所述开口的位置与所述墨盒上的芯片位置相对应,所述开口的大小与所述芯片所在区域的大小相对应。
25.在本方案中,开口的大小和位置与芯片对应,使得芯片裸露在外,可配合人工和/或设备对芯片进行直接检查、测试、升级,避免拆装的繁琐步骤,简化了现有技术中需要拆掉包装盒将耗材取出,再重新装进包装盒的过程。开口还用于观测耗材的型号、颜色等;检查耗材是否漏墨、漏粉。
26.在本方案中,如果芯片对应的开口位置在包装盒的上面或者下面上的,上壳体与
下壳体的高度可以为1:1或为其他比例;如果芯片对应的开口位置在侧面,则下壳体的高度与芯片所在的墨盒侧面的高度相当,墨盒侧面被下壳体环绕。
27.较佳地,基于所述包装盒打开状态,所述上壳体和所述下壳体连接处一体成型,或者,所述上壳体和所述下壳体连接处为铰接,或者,所述上壳体和所述下壳体可拆卸连接。
28.较佳地,所述耗材包覆有包装体,并容置于所述包装盒,或者,所述耗材容置于所述包装盒,且所述包装盒包覆有包装体。
29.在本方案中,包装体可以包覆耗材并进行容置于包装盒之中;或者,耗材容置于包装盒后,包装体再包覆包装盒。包装体能够起到进一步包覆耗材、进一步提升防止耗材材料泄露的效果。包装体可以为塑封膜、密封膜或者包装袋。进一步地,包装体可以由保护环境的纸浆材料或聚乳酸复合材料制成,或者由其他材料制成。
30.一种耗材包装方法,其特点在于,所述耗材包装方法采用上述任何一种方案中的包装盒来包装耗材。使用本发明方法的包装方式简易,不再需要内衬和过pof膜,大大节省了人工成本及包材成本。
31.较佳地,所述包装方法还包括,在通过所述包装盒包装所述耗材之前,通过包装体包裹所述耗材;和/或,在通过所述包装盒包装所述耗材之后,通过包装体包裹所述包装盒。
32.一种耗材的包装盒的制造方法,其特点在于,其用于制造上述任何一种方案中的包装盒,所述制造方法包括:
33.s1100,制备纸浆材料,
34.s1200,将制备好的所述纸浆材料加工成浆料,
35.s1300,将所述浆料通过模具湿压成型,并制成所述包装盒。
36.较佳地,所述制造方法中的所述步骤s1300还包括:
37.s1311,通过冲压对模具湿压成型的成型件进行开口,
38.s1312,将开口后的所述成型件切边并得到所述包装盒;
39.和/或,所述步骤s1300中的所述模具上具有拔模斜度。
40.较佳地,所述制造方法中的所述步骤s1300还包括:
41.s1321,所述上壳体和所述下壳体在所述模具中湿压一体成型;
42.或者,所述步骤s1300还包括:
43.s1331,所述模具包括上壳体模具和下壳体模具,所述上壳体与所述下壳体分别通过所述上壳体模具和所述下壳体模具湿压成型,包括形成可铰接的结构或可拆卸连接的结构,
44.s1332,将所述上壳体的一端和所述下壳体的一端通过所述可铰接的结构铰接,或者,将所述上壳体的一端和所述下壳体的一端通过所述可拆卸连接的结构连接。
45.在本方案中,通过在模具上设置拔模斜度从而在上壳体与下壳体上形成斜面,不但能够预留出辅料存放区域,还能够便于合盖,相应地,也能够避免因为合盖挤压而导致上壳体或下壳体的变形,避免影响定位精度。
46.一种耗材的包装盒的制造方法,其特点在于,其用于制造上述任何一种方案中的包装盒,所述制造方法包括:
47.s2100,制备聚乳酸复合材料,
48.s2200,将制备好的所述聚乳酸复合材料通过注塑模具进行注塑成型或通过模具
模压成型,并制成所述包装盒。
49.较佳地,所述制造方法中的所述步骤s2200还包括:
50.s2210,通过在所述注塑模具上设置凸块对所述包装盒相应位置进行开口;
51.和/或,所述步骤s2200还包括:
52.s2220,所述包装盒的所述注塑模具上具有拔模斜度或者所述包装盒的所述模具上具有拔模斜度。
53.较佳地,所述制造方法中的所述步骤s2200还包括:
54.s2220,所述上壳体和所述下壳体在所述注塑模具中通过注塑一体成型或所述上壳体和所述下壳体通过所述模具模压一体成型;
55.或者,所述步骤s2200还包括:
56.s2231,所述注塑模具包括上壳体注塑模具和下壳体注塑模具,所述上壳体与所述下壳体分别通过所述上壳体注塑模具和所述下壳体注塑模具注塑成型,包括形成可铰接的结构或可拆卸连接的结构,或者,所述模具包括上壳体模具和下壳体模具,所述上壳体与所述下壳体分别通过所述上壳体模具和所述下壳体模具模压成型,包括形成可铰接的结构或可拆卸连接的结构,
57.s2232,将所述上壳体的一端和所述下壳体的一端通过所述可铰接的结构铰接,或者,将所述上壳体的一端和所述下壳体的一端通过所述可拆卸连接的结构连接。
58.在本方案中,通过在模具上设置拔模斜度从而在上壳体与下壳体上形成斜面,不但能够预留出辅料存放区域,还能够便于合盖,相应地,也能够避免因为合盖挤压而导致上壳体或下壳体的变形,避免影响定位精度。
59.较佳地,上述制造方法,其特点在于,在所述步骤s2100之后,所述制造方法还包括:
60.s2300,将所述聚乳酸复合材料通过设备共挤成型,或者,将所述聚乳酸复合材料通过设备吹塑成型,
61.s2400,将成型的所述聚乳酸复合材料进行分切,形成包装体。
62.本发明的积极进步效果在于:容纳腔中的支撑部可以根据耗材的外形设计,能够对耗材进行定位,方便工人包装。具体地,当耗材安装于包装盒内后,通过支撑部与耗材表面贴合以使得耗材固定,尽可能减小耗材在包装盒内的移动,无需使用内衬来固定。另外,支撑部与耗材贴合后,由于包装盒由吸附材料制成,所以当耗材发生泄漏时可以被吸附材料吸附,无需通过pof膜防漏。从而一方面可以简化耗材的包装流程,提升包装效率;另一方面,也能使得包装盒稳定支撑耗材,避免耗材晃动而损坏。再者,包装盒使用可吸附的、经济环保的材料制造而成,根据不同的材料适用符合其材料特性的不同制造方法,制造步骤明确、简便。
附图说明
63.图1为本发明实施例提供的墨盒容置于包装盒的正视图;
64.图2为本发明实施例提供的墨盒容置于包装盒的俯视图;
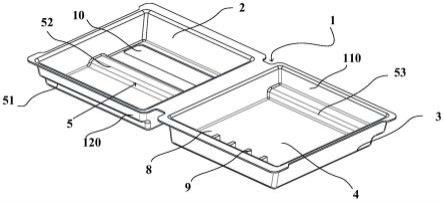
65.图3为本发明实施例1提供的包装盒的立体结构示意图;
66.图4为本发明实施例1提供的包装盒的立体结构示意图;
67.图5为本发明实施例1提供的包装盒的正视图;
68.图6为本发明实施例2提供的包装盒的立体结构示意图;
69.图7为本发明实施例2提供的包装盒的俯视图;
70.图8为本发明实施例3提供的包装盒的立体结构示意图;
71.图9为本发明实施例3提供的包装盒的立体结构示意图;
72.图10为本发明实施例提供的包装盒的制造步骤;
73.图11为本发明实施例提供的步骤s1300的具体制造步骤;
74.图12为本发明实施例提供的步骤s1300的具体制造步骤;
75.图13为本发明实施例提供的包装盒的制造步骤;
76.图14为本发明实施例提供的步骤s2200的具体制造步骤。
77.图15为本发明实施例提供的包装盒的包装体的制造步骤;
78.附图标记说明
79.包装盒 1
80.内壁 110
81.外壁 120
82.上壳体 2
83.下壳体 3
84.容纳腔 4
85.支撑部 5
86.第一支撑件 51
87.第二支撑件 52
88.第三支撑件 53
89.第四支撑件 54
90.第五支撑件 55
91.辅料区 6
92.斜面 7
93.分区 8
94.隔板 9
95.开口 10
96.墨盒 11
97.芯片 1100
具体实施方式
98.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在的实施例范围之中。
99.本发明实施例提供了一种耗材的包装盒1,包装盒1包括上壳体2和下壳体3,上壳体2和下壳体3相互连接闭合后形成用于容纳耗材的容纳腔4;包装盒1由吸附材料制成;上壳体2内壁110和/或下壳体3内壁110具有一个或多个支撑部5,支撑部5与耗材的表面贴合,以限制耗材在容纳腔4内的移动。容纳腔4中的支撑部5可以根据耗材的外形设计,能够对耗
材进行定位,方便工人包装。具体地,当耗材安装于包装盒1内后,通过支撑部5与耗材表面贴合以使得耗材固定,尽可能减小耗材在包装盒1内的移动,无需使用内衬来固定。支撑部5与耗材贴合后,由于包装盒1由吸附材料制成,所以当耗材发生泄漏时可以被吸附材料吸附,无需通过pof膜防漏。从而一方面可以简化耗材的包装流程,提升包装效率;另一方面,也能使得包装盒1稳定支撑耗材,避免耗材晃动而损坏。本发明还考虑到由于存在不可避免的制造公差,支撑部与耗材表面可能不完全贴合,或者支撑部与耗材表面存在微小间隙,但耗材在包装盒容纳腔中的些微移动并不影响支撑部实现“限制移动”的功能,实际上,本方案允许耗材在容纳腔内有小的移动。
100.下面以包装盒1用于包装墨盒11为例,如图1和图2所示,本实施例为墨盒11包装盒1,并且包装盒1使用的材料可以吸附漏墨,可适用于不同型号的墨盒11产品,比如,包含芯片1100的墨盒11,或者不包含芯片1100的墨盒11,单个墨盒11,或者墨盒11套装。包装盒1包含开口10,开口10的大小和位置与芯片1100对应,使得芯片1100裸露,可配合人工和/或设备对芯片1100进行直接检查、测试、升级,避免拆装的繁琐步骤,简化了现有技术中需要拆掉包装盒1将墨盒11取出,再重新装进包装盒1的过程。开口10还用于观测墨盒11的型号、颜色等;检查墨盒11是否漏墨、漏粉。
101.下面结合具体的包装盒1结构进一步说明本发明的实施方式,包含实施例1-3。
102.实施例1
103.如图3和图4所示,该包装盒1的上壳体2和下壳体3的内壁110均具有支撑部5。上壳体2的支撑部5由第一支撑件51和第二支撑件52组成,下壳体3的支撑部5由第三支撑件53组成。墨盒放入包装盒1后与第一支撑件51、第二支撑件52以及第三支撑件53贴合,其中第一支撑件51和第二支撑件52与墨盒的上表面贴合,从高度上对墨盒进行定位;第一支撑件51和第三支撑件53分别与墨盒上两个相对的侧面贴合,从纵向上对墨盒进行定位。在墨盒发生泄漏或者被外来物质污染的情况下,包装盒1使用的吸附材料通过与墨盒贴合的支撑部5或内壁110的其他部位吸附漏墨,有效防止进一步泄漏或污染。
104.作为一种具体的实施例,如图3和图4所示,该包装盒1的上壳体2和下壳体3的外壁120均向内壁110凹陷形成支撑部5,其中上壳体2的外边沿向内壁110凹陷形成第一支撑件51,上壳体2的中间位置向内壁110凹陷形成第二支撑件52,下壳体3的与第一支撑件51相对的外边沿向内壁110凹陷形成第三支撑件53,均为长条形。在本实施例中,支撑部5均为一体成型,无需额外填充材料,节省了材料,使设计更加轻量化。此外,支撑部5还可以由其他形状的支撑件组成,或者由其他材料填充制成。
105.在本实施例中,容纳腔4的侧面设有辅料区6。如图5所示,该包装盒1的侧面和墨盒之间的空隙形成辅料区6,用于放置辅料,包含但不限于说明书、宣传卡片等;辅料区6还可增设分区8,以便对辅料进行固定。辅料区6放置辅料后,填充了墨盒与上壳体2,和/或,墨盒与下壳体3之间的空隙,从横向上对墨盒在包装盒1内的移动进行限制,和/或,进一步从纵向上对墨盒在包装盒1中的移动进行限制。
106.作为一种具体的实施例,如图5所示,上壳体2与下壳体3的侧面为拔模时设定的斜度产生的斜面7,当墨盒放入包装盒1后,墨盒与包装盒1在侧面形成的空隙为辅料存放的辅料区6。斜面7的斜度设计为能够便于对上壳体2与下壳体3进行合盖操作的角度,以减小合盖时包装盒1以及墨盒的受力,相应地,能够避免因为合盖挤压而导致上壳体2和/或下壳体
3的变形,避免影响定位精度。
107.作为一种具体的实施方式,如图3和图4,在本实施例中包装盒1包含一个开口10,开口10的位置位于上壳体2上,正对墨盒芯片的位置,开口10的大小与芯片所在区域的大小相当。
108.优选地,如图5所示,由于芯片对应的开口10位置在上壳体2的上表面上的,在本实施例中,上壳体2与下壳体3的高度为1:1,当然在此种情形下,上壳体2和下壳体3的高度还可调整为其他比例。
109.优选地,如图3-5所示,本实施例中的上壳体2和下壳体3为一体成型,当然,在其他实施例中,上壳体2的一端可以和下壳体3的一端铰接,或以可拆卸方式连接,或以其他方式连接。
110.实施例2
111.如图6和图7所示,该包装盒1的上壳体2和下壳体3的内壁110均具有支撑部5。上壳体2的支撑部5由一个第四支撑件54组成,下壳体3的支撑部5由第五支撑件55组成。墨盒放入包装盒1后与第四支撑件54、第五支撑件55贴合,其中第四支撑件54和第五支撑件55从高度上对墨盒进行定位,另外,第五支撑件55还能从周向上对墨盒进行定位。在墨盒发生泄漏或者被外来物质污染的情况下,包装盒1使用的吸附材料通过与墨盒贴合的支撑部5或内壁110的其他部位吸附漏墨,有效防止进一步泄漏或污染。
112.作为一种具体的实施例,如图6和图7所示,该包装盒1的上壳体2和下壳体3的外壁120均向内壁110凹陷形成支撑部5,其中上壳体2的中间位置向内壁110凹陷形成矩形的第四支撑件54,下壳体3的底面边线和侧面均有向内壁110凹陷的第五支撑件55。下壳体3的底面边线向内壁110凹陷形成的第五支撑件55与第四支撑件54位置相对,下壳体3侧面向内壁110凹陷形成的第五支撑件55环绕墨盒布置。此外,第四支撑件54凸向墨盒区域的面积小于墨盒放置在包装盒1后横截面的大小,合盖时从上壳体2的上表面向下轻轻按压第四支撑件54,可以调整墨盒至适当位置,即从墨盒上表面看去,第四支撑件54凸向墨盒的一面正好与墨盒放置到包装盒1上边缘线的持平,盒盖盖上后墨盒不会晃动。在本实施例中,支撑部5均为一体成型,无需额外填充材料,节省了材料,使设计更加轻量化。此外,支撑部5还可以由其他形状的支撑件组成,或者由其他材料填充制成。
113.优选地,如图6和图7所示,从包装盒内部看去容纳腔4的内壁110向外凹陷、从包装盒外部看去容纳腔4的外壁120向外凸起,第五支撑件55环绕该凹陷/凸起设置。当第五支撑件55与墨盒表面贴合后,墨盒与该凹陷/凸起形成辅料区6用于放置辅料,辅料包含但不限于说明书、宣传卡片等;辅料区6还可增设分区8,以便对辅料分别固定。辅料区6放置辅料后,填充了墨盒与下壳体3之间的空隙,进一步从高度上对墨盒在包装盒1中的移动进行限制。在本方案中辅料区6是由下壳体3外壁120向内壁110凹陷形成第五支撑件55时形成的,在其他实施例中,也可以是内壁110向外凸起(从包装盒外部看去)成适合墨盒大小的形状形成的。
114.优选地,如图6和图7所示,在本实施例中包装盒1包含一个开口10,开口10的位置位于下壳体3的侧面,正对墨盒芯片的位置,开口10的大小与芯片所在区域的大小相当。
115.优选地,下壳体3的高度与芯片所在的墨盒侧面的高度相当,墨盒侧面被下壳体3环绕。从上壳体2与下壳体3盒盖后,墨盒在高度方向上和周向上均被包装盒1限位,合盖后
墨盒不会在包装盒1内晃动。
116.优选地,作为一种具体的实施方式,如图6和图7所示,本实施例中的上壳体2和下壳体3为一体成型,当然,在其他实施例中,上壳体2的一端可以和下壳体3的一端铰接,或以可拆卸方式连接,或以其他方式连接。
117.实施例3
118.在本实施例中,包装盒的结构与实施例1或实施2中包装盒1的结构基本相同。不同之处在于,在实施例1或实施2中包装盒1的基础上,其内壁110上设有相应的隔板,以使容纳腔内形成相应的分区,每个分区用于放置一个墨盒,从而在包装多个墨盒时,能够将墨盒定位并装配于相应的分区内,也能避免墨盒与墨盒之间挤压而相互影响。
119.具体以基于实施例1中的墨盒包装盒为例,其容纳腔4内设有分区8,每个分区8用于放置一个墨盒;相邻两个分区8之间由隔板9隔开,以定位墨盒。
120.如图8和图9所示,4个隔板9将容纳腔4内纵向化为5个分区8,用于包装多个墨盒。隔板9能够将墨盒分别定位并装配于相应的分区8内,还能避免墨盒与墨盒之间挤压而相互影响。在其他具体实施情景下,隔板9的数量由需要包装的墨盒数量确定。
121.优选地,隔板9设置于下壳体3的内壁110上。隔板9与下壳体3为一体成型,位置与第三支撑件53相对。在其他具体实施情景下,隔板9还可以位于上壳体2上,或者通过其他方式与上壳体2和/或下壳体3相连。
122.对于以上实施例1、实施例2和实施3中的包装盒结构,或者更多其他包装盒的结构实施方式,其还可以进一步具有以下实施方式。
123.作为一种具体地实施方式,包装盒1由纸浆材料或聚乳酸复合材料制成。
124.包装盒1采用可完全自然降解的、可吸附性的纸浆材料或聚乳酸复合材料制作,不但能够保护环境,还能够实现吸附作用。其中,聚乳酸复合材料可以通过pla(聚乳酸)、pbat(己二酸丁二醇酯和对苯二甲酸丁二醇酯的共聚物)或者无机物等制备。当然,包装盒1还可以是其他的可降解材料制成。
125.优选地,纸浆材料为一种甘蔗渣纸板。
126.甘蔗渣纸板具有高吸附能力,避免因任一耗材材料泄露造成的污染,或对其他耗材造成的影响。
127.作为一种具体的实施方式,耗材包覆有包装体,并容置于包装盒1,包装体位于耗材和包装盒1之间;或者,作为另一种具体的实施方式,耗材先容置于包装盒1,包装体再包覆包装盒1。通过本方案,包装体能够进一步包覆耗材,也能够进一步起到防止耗材材料泄露的效果。并且,包装体可以由聚乳酸复合材料或其他材料制成,可以保护环境。
128.本发明实施例还提供了一种耗材的包装方法,以实施例1为例,包装盒1的容纳腔4及支撑部5为按照墨盒11的形状大小及芯片1100的位置设计,墨盒11放入容纳腔4后与支撑部5贴合,芯片1100与开口10相对,辅料放置于斜面7与墨盒11之间的辅料区6后,进一步填充了墨盒11与上壳体2、墨盒11与下壳体3之间的间隙,对墨盒11进行进一步定位。辅料装入完毕后合盖即完成墨盒11的包装。在包装完毕后,操作人员可以通过开口10观测墨盒11的型号、颜色等,并且检查墨盒11是否漏墨、漏粉,便于产线进行质量检查。在发生漏墨的情况下,一方面包装盒1与墨盒11贴合的支撑部5及其他部分可以吸收漏墨,另一方便可以从开口10位置观察漏墨的情况以确认是否需要更换墨盒11。进一步的,在墨盒11包装完成后如
需对芯片1100进行检查、测试、升级,无需打开包装盒1,操作人员可以人工和/或通过设备从开口10处对芯片1100进行操作,避免拆装的繁琐步骤,简化了现有技术中需要拆掉包装盒1将墨盒11取出,再重新装进包装盒1的过程。实施例2与1包装方式基本类似,此处不再不赘述。对于实施例3,与实施例1不同的是,安装多个墨盒11时,依次将墨盒11放入各分区8中,墨盒11与墨盒11之间还能通过隔板9定位,避免墨盒与墨盒之间发生挤压。
129.优选地,在通过包装盒包装耗材之前,通过包装体包裹所述耗材;和/或,在通过包装盒包装所述耗材之后,通过包装体包裹包装盒。具体地,包装体可以为塑封膜、密封膜或者包装袋。
130.本发明实施例还提供了一种耗材的包装盒1的制造方法。作为一种具体的实施方式,如图10、图11及图12所示,任一种包装盒1的实施例均可通过步骤s1100制备纸浆材料,步骤s1200将制备好的纸浆材料加工成浆料,步骤s1300将浆料通过模具湿压成型。
131.优选地,步骤1300还包括步骤s1311,通过冲压对模具湿压成型的成型件进行冲口,从而形成开口10,步骤s1312,将冲口后的成型件切边并得到包装盒1;作为一种具体的实施方式,步骤s1300中的模具上还具有拔模斜度,在脱模过程中,上壳体2与下壳体3上会形成对应的斜面7,斜面7与耗材之间预留出了辅料区6以存放辅料,相应的斜面7还便于合盖,相应地,也能够避免因为合盖挤压而导致上壳体2或下壳体3的变形,避免影响定位精度。
132.优选地,步骤1300还包括步骤s1321,上壳体2和下壳体3在模具中湿压一体成型;或者,步骤s1300还包括步骤s1331,模具包括上壳体模具和下壳体模具,上壳体2与下壳体3分别通过上壳体模具和下壳体模具湿压成型,包括形成可铰接的结构或可拆卸连接的结构,步骤s1332,将上壳体2的一端和下壳体3的一端通过可铰接的结构铰接,或者,将上壳体2的一端和下壳体3的一端通过可拆卸连接的结构连接。
133.本发明实施例还提供了另一种耗材的包装盒的制造方法。作为一种具体的实施方式,如图13和图14所示,任一种包装盒1的实施例均可通过步骤s2100制备聚乳酸复合材料,步骤s2200,将制备好的聚乳酸复合材料通过注塑模具进行注塑成型或通过模具模压成型。其中,聚乳酸复合材料的制备可以使用pla、pbat或者无机物。当然,在其他实施例中,还可以通过注射、热成型及挤出成型等方式对聚乳酸复合材料进行加工并形成包装盒。
134.优选地,步骤s2200还包括:步骤s2210,通过在注塑模具上设置凸块对包装盒1相应位置进行开口以形成开口10;和/或,步骤s2200还包括:步骤s2220,包装盒1的注塑模具上具有拔模斜度或者包装盒1的模具上具有拔模斜度。在脱模过程中,上壳体2与下壳体3上会形成对应的斜面7,斜面7与耗材之间预留出了辅料区6以存放辅料,相应的斜面7还便于合盖,相应地,也能够避免因为合盖挤压而导致上壳体2或下壳体3的变形,避免影响定位精度。
135.优选地,步骤s2200还包括:步骤s2220,上壳体2和下壳体3在所述注塑模具中通过注塑一体成型或上壳体2和下壳体3通过所述模具模压一体成型;或者,步骤s2200还包括:步骤s2231,注塑模具包括上壳体注塑模具和下壳体注塑模具,上壳体2与下壳体3分别通过上壳体注塑模具和下壳体注塑模具注塑成型,包括形成可铰接的结构或可拆卸连接的结构,或者,模具包括上壳体模具和下壳体模具,上壳体2与下壳体3分别通过上壳体模具和下壳体模具模压成型,包括形成可铰接的结构或可拆卸连接的结构,步骤s2232,将上壳体2的
一端和下壳体3的一端通过可铰接的结构铰接,或者,将上壳体2的一端和下壳体3的一端通过可拆卸连接的结构连接。
136.本发明实施例还提供了一种包装体的制造方法,如图15所示,具体方法为:步骤s2100,制备聚乳酸复合材料,步骤s2300,将聚乳酸复合材料通过设备共挤成型,或者,将聚乳酸复合材料通过设备吹塑成型;步骤s2400,将成型的聚乳酸复合材料进行分切,形成包装体。具体地,包装体可以为塑封膜、密封膜或者包装袋。通过这种方法制造出来的包装体可以包覆于耗材表面并容置于包装盒,或包覆于包装盒之外,该包装盒可以是由纸浆材料制成的,也可以是聚乳酸材料制成的。当然,在其他实施例中,还可以通过注射、热成型及挤出成型等方式对聚乳酸复合材料进行加工,或者使用其他材料制成包装体。
137.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1