增强相排列可控的复合材料直写成型3D打印方法及装置
增强相排列可控的复合材料直写成型3d打印方法及装置
技术领域
1.本发明涉及打印技术领域,尤其涉及的是一种增强相排列可控的复合材料直写成型3d打印装置。
背景技术:
2.增强复合材料相较于传统材料具有机械性能优异、比重小、耐磨、耐高温、热膨胀系数低等特点。被广泛应用于制备飞行器、汽车及精密机械中的关键结构部件。制备兼具轻质、高强韧性、抗冲击的复合材料构件能够提高其综合性能和服役寿命,减少资源、能源的损耗。满足上述特性的复合材料构件通常具有复杂的跨尺度梯度复合结构。
3.直写成型3d打印是一种制备具有复杂结构复合材料构件的常用方法。但现有技术打印精度偏低,对于尺度远小于喷嘴直径且无特殊场响应特性的常规增强相,其排列方式难以控制,所制备的复合材料构件产品中的增强相呈无规则排列,微观尺度的力学性能不稳定,从而会影响复合材料构件的宏观力学性能和服役寿命,进而限制其应用。
4.因此,现有技术还有待于改进和发展。
技术实现要素:
5.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种增强相排列可控的复合材料直写成型3d打印装置,旨在解决现有技术中由于增强相在打印实体中呈无规则排列导致其微观力学性能不稳定的问题。
6.本发明解决技术问题所采用的技术方案如下:
7.一种增强相排列可控的复合材料直写成型3d打印装置,其中,包括:
8.三维运动机构;
9.浆料输送机构,设置于所述三维运动机构;所述浆料输送机构包括:
10.料筒,设置于所述三维运动机构并用于装载打印浆料;所述打印浆料为半流体或膏状混合物,包括基体材料、增强相及辅助试剂体系;
11.加压装置,设置于所述料筒并用于提供挤出打印浆料的推力;
12.喷嘴旋转机构,设置于所述料筒的底部;
13.计算机控制系统,分别与所述三维运动机构、所述浆料输送机构和所述喷嘴旋转机构连接,并用于控制所述浆料输送机构、所述喷嘴旋转机构和所述三维运动机构。
14.所述的增强相排列可控的复合材料直写成型3d打印装置,其中,所述喷嘴旋转机构包括:
15.连接件,与所述料筒转动连接;
16.鲁尔接头,设置于所述连接件;
17.喷嘴,设置于所述鲁尔接头;
18.旋转驱动装置,设置于所述三维运动机构并用于驱动所述连接件转动并带动所述喷嘴转动以使所述增强相可沿浆料打印路径呈螺旋状排列且定位可控;
19.所述的增强相排列可控的复合材料直写成型3d打印装置,其中,所述旋转驱动装置包括:
20.旋转驱动件,设置于所述三维运动机构;
21.带轮,设置于所述旋转驱动件的转轴;
22.同步带,所述同步带的两端分别与所述连接件、所述带轮连接。
23.所述的增强相排列可控的复合材料直写成型3d打印装置,其中,所述三维运动机构包括:
24.基座;
25.滑动组件,设置于所述基座;
26.电机,设置于所述滑动组件,用于驱动所述滑动组件移动;
27.固定夹具,设置于所述滑动组件,并与所述料筒及所述旋转驱动件连接。
28.所述的增强相排列可控的复合材料直写成型3d打印装置,其中,所述滑动组件包括:
29.x轴滑轨,设置于所述基座;
30.x轴移动件,设置与所述x轴滑轨;
31.z轴滑轨,设置于所述x轴移动件;
32.z轴移动件,设置与所述z轴滑轨;
33.y轴滑轨,设置于z轴移动件;
34.y轴移动件,设置与所述y轴滑轨;
35.所述y轴移动件与所述固定夹具连接;或者
36.所述基座为等边三角形基座,且所述滑动组件包括:
37.三个竖直滑轨,分别竖直设置于所述等边三角形基座各角;
38.三个竖直移动件,分别设置于各竖直滑轨;
39.三个并联臂,一端与各竖直移动件转动连接,另一端与所述固定夹具转动连接,通过三个在竖直方向移动的竖直移动件及所述并联臂的共同作用实现所述固定夹具在三维坐标系内的移动。
40.一种增强相排列可控的复合材料直写成型3d打印方法,采用如上述任意一项所述装置进行打印,其中,所述打印方法包括:
41.提供基体材料、增强相及辅助试剂体系,将所述基体材料、所述增强相与所述辅助试剂体系混合成符合打印要求的半流体或膏状混合物后装入所述料筒;
42.通过所述喷嘴旋转机构驱动所述喷嘴转动;
43.通过所述加压装置对所述料筒中的所述打印浆料加压,使所述打印浆料从所述喷嘴旋转机构中挤出,以使所述增强相可沿浆料打印路径呈螺旋状排列且定位可控。
44.所述的增强相排列可控的复合材料直写成型3d打印方法,其中,所述打印浆料中基体材料包括:金属材料、陶瓷材料、高分子材料中的至少一种;
45.所述增强相包括:微观形态为一维短纤维或二维片状形态的金属、氧化物、碳化物、硼化物、氮化物、碳单质及高分子化合物中的至少一种;
46.所述辅助试剂体系包括:分散剂、表面活性剂、粘结剂、塑性剂、悬浮剂、消泡剂、润滑剂及固化剂中的至少一种。
47.所述的增强相排列可控的复合材料直写成型3d打印方法,其中,所述喷嘴旋转机构包括:
48.连接件,与所述料筒转动连接;
49.鲁尔接头,设置于所述连接件;
50.喷嘴,设置于所述鲁尔接头;
51.旋转驱动装置,设置于所述三维运动机构并用于驱动所述喷嘴旋转机构转动以使所述增强相可沿浆料打印路径呈螺旋状排列且定位可控;
52.所述喷嘴的直径为0.1mm
‑
3mm,所述增强相的直径为1nm
‑
11μm,所述喷嘴的转速范围为0
‑
3000rpm,所述加压装置的压力为0mpa
‑
2mpa。
53.所述的增强相排列可控的复合材料直写成型3d打印方法,其中,所述打印方法还包括:
54.对所述打印浆料进行固化处理,得到初始打印制品,以及对所述初始打印制品进行后处理,得到目标打印制品。
55.所述的增强相排列可控的复合材料直写成型3d打印方法,其中,所述固化处理包括:自然固化、光固化以及低温固化中的至少一种;
56.所述后处理包括:清洗、机械加工及热处理中的至少一种。
57.有益效果:通过控制喷嘴旋转机构驱动喷嘴旋转,可使喷嘴内打印浆料产生周向剪应力场,使打印浆料在挤出时产生剪切流变效应,并使增强相沿浆料打印路径呈螺旋状排列且定位可控。
附图说明
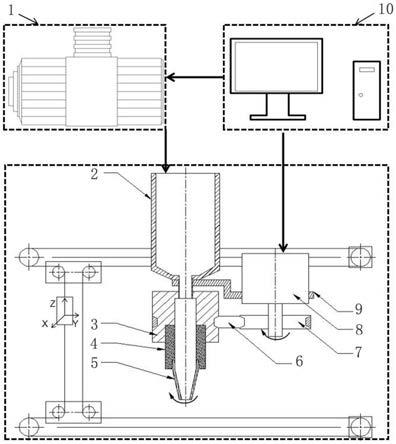
58.图1是本发明中增强相排列可控的复合材料直写成型3d打印装置的第一结构示意图。
59.图2是本发明中增强相排列可控的复合材料直写成型3d打印装置的第二结构示意图。
60.图3是本发明中喷嘴不旋转时增强相在打印路径中取向的截面图。
61.图4是本发明中喷嘴不旋转时增强相在打印路径中取向的侧视图。
62.图5是本发明中喷嘴旋转时增强相在打印路径中取向的截面图。
63.图6是本发明中喷嘴旋转时增强相在打印路径中取向的侧视图。
64.图7是本发明中打印路径中间部位增强相呈螺旋排列的结构示意图。
65.图8是本发明中打印路径两端部位增强相呈螺旋排列的结构示意图。
66.图9是本发明中喷嘴在第一转速下增强相呈螺旋排列的结构示意图。
67.图10是本发明中喷嘴在第二转速下增强相呈螺旋排列的结构示意图。
68.图11是本发明中喷嘴在第一方向下增强相呈螺旋排列的结构示意图。
69.图12是本发明中喷嘴在第二方向下增强相呈螺旋排列的结构示意图。
70.附图标记说明:
71.1、加压装置;2、料筒;3、连接件;4、鲁尔接头;5、喷嘴;6、同步带;7、带轮;8、旋转驱动件;9、固定夹具;10、计算机控制系统。
具体实施方式
72.为使本发明的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
73.请同时参阅图1
‑
图12,本发明提供了一种增强相排列可控的复合材料直写成型3d打印装置的一些实施例。
74.如图1
‑
图2所示,本发明的一种增强相排列可控的复合材料直写成型3d打印装置,包括:
75.三维运动机构;
76.浆料输送机构,所述浆料输送机构包括:
77.料筒2,设置于所述三维运动机构并用于装载打印浆料;所述打印浆料为半流体或膏状混合物,包括基体材料、增强相及辅助试剂体系;
78.加压装置1,设置于所述料筒2并用于提供挤出打印浆料的推力;
79.喷嘴旋转机构,设置于所述料筒2的底部,
80.计算机控制系统,分别与所述三维运动机构、所述浆料输送机构和所述喷嘴旋转机构连接,并用于控制所述三维运动机构、所述浆料输送机构和所述喷嘴旋转机构。
81.三维运动机构是指在三维空间上均可移动的装置,喷嘴旋转机构是指用于驱动喷嘴旋转的装置,当进行打印操作时,通过计算机控制系统10控制加压装置1对料筒2内的打印浆料施加推力,使打印浆料顺利挤出,并通过控制喷嘴旋转机构驱动喷嘴5旋转,调节喷嘴5旋转速度和旋转方向的参数,打印路径中增强相的排列方式(偏转角度、螺距)随之改变。本方法打印制品力学性能相比普通3d打印显著提高,能满足具有高性能仿生结构(如雀尾螳螂虾锤状趾棒的布利冈结构、贝类珍珠层的砖混结构、竹子厚壁的柱状纤维结构等)的复合材料构件的使用要求。
82.值得说明的是,本发明基于传统直写成型打印技术,提出辅加剪应力场控制增强相排列技术,利用喷嘴旋转机构使喷嘴内打印浆料产生剪切流变效应,控制打印浆料中增强相的取向和分布,提高打印精细度,使所打印复合材料制品的微观结构精度可低于喷嘴直径尺度,旨在解决直写成型3d打印复合材料制品中常规增强相排列方式不可控、微观尺度力学性能不稳定的问题。
83.具体地,加压装置1通过软管与料筒2连接,从而对料筒2内打印浆料施加压力,推动打印浆料从料筒2进入喷嘴旋转机构,再从喷嘴5中挤出。喷嘴旋转机构不工作时,打印浆料内无旋转剪应力场,打印浆料从喷嘴5中挤出后,增强相沿打印路径轴向排列,具体如图3和图4所示,增强相的长度方向平行于打印路径的轴向。
84.在本发明实施例的一个较佳实现方式中,如图1
‑
图2所示,所述喷嘴旋转机构包括:
85.连接件3,与所述料筒2转动连接;
86.鲁尔接头4,设置于所述连接件3;
87.喷嘴5,设置于所述鲁尔接头4;
88.旋转驱动装置,设置于所述三维运动机构并用于驱动所述连接件转动并带动所述喷嘴转动以使所述增强相可沿浆料打印路径呈螺旋状排列且定位可控。
89.具体地,喷嘴旋转机构与料筒2转动连接,喷嘴5可以相对于料筒2转动,喷嘴旋转机构具体通过旋转驱动装置驱动喷嘴5转动。在旋转驱动装置的作用下,喷嘴5内打印浆料产生了周向剪应力场,使打印浆料在挤出时产生剪切流变效应,并使增强相沿浆料打印路径呈螺旋状排列且定位可控,有针对性地改善打印制品的整体或局部力学性能,以制备具有特殊力学特性的复合材料构件。
90.通过浆料输送机构和喷嘴旋转机构的配合使得增强相呈螺旋状排列在打印路径中,通过控制旋转驱动装置的转速,可以实现增强相螺旋尺寸的变化,当转速高时,增强相螺旋排列的螺距小,增强相与打印路径的中轴线的夹角大;转速低时,增强相螺旋排列的螺距大,增强相与打印路径的中轴线的夹角小。
91.增强相的直径为1nm
‑
11μm,增强相的长径比为8
‑
200。加压装置1的压力为0mpa
‑
2mpa。在这些参数下,有利于增强相在基体材料中可控螺旋排布。
92.料筒2与连接件3连接的一端收窄,使得增强相的长度方向趋向于向喷嘴5的中心轴线的方向排列,便于初步控制增强相的朝向,使得增强相朝向喷嘴5,有利于提高喷嘴5中增强相的排布方向可控性。
93.具体地,由于在打印过程中,三维运动机构、加压装置1以及旋转驱动装置需要同步进行控制,因此,采用计算机控制系统10控制三维运动机构、加压装置1以及旋转驱动装置。旋转驱动装置的启停、转速以及转向均由计算机控制系统10控制。将控制旋转驱动装置的程序编写到计算机控制系统10中即可实现对旋转驱动装置的控制,通过对旋转驱动装置运动方式的控制,可以在一个作业程序中打印出具有不同排列方式增强相的结构材料,以实现有针对性地提高材料的整体或局部力学性能。
94.具体地,连接件3与喷嘴5之间采用鲁尔接头4连接的优点有:
95.(1)鲁尔接头4是一种标准化接头,具有优异的气密性。
96.(2)方便更换喷嘴5。当喷嘴5在打印过程中出现堵头的状况,可直接更换新的喷嘴5。
97.所述喷嘴5的出口收窄,进一步利于增强相沿喷嘴5的轴向排列。喷嘴5的出口直径为0.1mm
‑
3mm,也就是说,喷嘴5的出口最小处的直径为0.1mm
‑
3mm。
98.在本发明实施例的一个较佳实现方式中,如图1
‑
图2所示,所述旋转驱动装置包括:
99.旋转驱动件8,设置于所述三维运动机构;
100.带轮7,设置于所述旋转驱动件8的转轴;
101.同步带6,所述同步带6的两端分别与所述连接件3、所述带轮7连接。
102.具体地,为了实现喷嘴5的转动,采用旋转驱动件8和同步带6带动喷嘴5转动,具体带动连接件3转动。带轮7上设置有第一带槽,连接件3上设置有第二带槽,同步带6围绕在带轮7和连接件3外,并卡在第一带槽和第二带槽内,从而可以增加同步带6与带轮7、连接件3之间的摩擦力,确保喷嘴5的转速的稳定性。喷嘴5的转速范围为0
‑
3000rpm。旋转驱动件8可以是伺服电机或步进电机。
103.在本发明实施例的一个较佳实现方式中,如图1
‑
图2所示,所述装置的三维运动机构包括:
104.基座;
105.滑动组件,设置于所述基座;
106.电机,设置于所述滑动组件,用于驱动所述滑动组件移动;
107.固定夹具9,设置于所述滑动组件,并与所述料筒及所述旋转驱动件8连接。
108.滑动组件是指在可滑动的构件,固定夹具9是指用于固定料筒和喷嘴旋转机构(具体固定喷嘴旋转机构中的旋转驱动件8)的构件。通过滑动组件移动固定夹具9,从而带动料筒和喷嘴旋转机构移动,将打印浆料打印在相应位置上。
109.在本发明实施例的一个较佳实现方式中,如图1
‑
图2所示,所述滑动组件可以采用滑轨运动系统,所述滑动组件包括:
110.x轴滑轨,设置于所述基座;
111.x轴移动件,设置与所述x轴滑轨;
112.z轴滑轨,设置于所述x轴移动件;
113.z轴移动件,设置与所述z轴滑轨;
114.y轴滑轨,设置于z轴移动件;
115.y轴移动件,设置与所述y轴滑轨;
116.所述y轴移动件与所述固定夹具9连接。
117.具体地,x轴移动件是指沿x轴方向移动的部件,y轴移动件是指沿y轴方向移动的部件,z轴移动件是指沿z轴方向移动的部件,通过x轴移动件、y轴移动件可以使喷嘴旋转机构位于xy平面坐标系内任意位置,从而便于打印。
118.具体地,在打印过程中采用逐层打印的方式,在打印每一层时,通过x轴移动件和y轴移动件可以将喷嘴旋转机构对准该层的任意位置进行打印,然后通过z轴移动件,将喷嘴旋转机构抬起一个层的高度,继续通过x轴移动件和y轴移动件进行下一层的打印,直至打印结束。
119.需要说明的是,还可以通过三角洲结构的三维运动机构移动喷嘴旋转机构。
120.所述基座为等边三角形基座,且所述滑动组件包括:
121.三个竖直滑轨,分别竖直设置于所述等边三角形基座各角;
122.三个竖直移动件,分别设置于所述竖直滑轨;
123.三个并联臂,一端与各竖直移动件转动连接,另一端与所述固定夹具9转动连接,通过三个在竖直方向移动的竖直移动件及所述并联臂的共同作用实现所述固定夹具9在三维坐标系内的移动。
124.具体地,采用三角洲结构,通过调整三个竖直移动件在竖直滑轨上的位置,可以带动三个并联臂以调整喷嘴旋转机构在三维空间内的位置。
125.基于上述任意实施例所述的增强相排列可控的复合材料直写成型3d打印装置,本发明还提供了一种增强相排列可控的复合材料直写成型3d打印方法的较佳实施例:
126.如图1所示,本发明实施例的增强相排列可控的复合材料3d打印方法,包括以下步骤:
127.步骤s100、提供基体材料、增强相及辅助试剂体系,将所述基体材料、所述增强相与所述辅助试剂体系混合成符合打印要求的半流体或膏状混合物后装入所述料筒。
128.具体地,所述基体材料包括:金属材料、陶瓷材料、高分子材料中的至少一种。例如,所述基体材料采用氧化铝陶瓷粉。
129.所述增强相包括:微观形态为一维短纤维或二维片状形态的金属、氧化物、碳化物、硼化物、氮化物、碳单质及高分子化合物中的至少一种。
130.具体地,所述短纤维包括:金属纤维、氧化物纤维、碳化物纤维、硼化物纤维、氮化物纤维、碳纤维、玻璃纤维、芳纶纤维以及聚酯纤维中的至少一种。二维片状形态的材料包括:硅烯、锗烯、石墨烯、磷烯、硼烯锡烯、过渡金属二硫化物(tmds,如mos2、res2、rese2)、过渡金属碳(氮)化物(如mo2c、w2c、wc、tac)、六方氮化硼。
131.所述辅助试剂体系包括:分散剂、表面活性剂、粘结剂、塑性剂、悬浮剂、消泡剂、润滑剂及固化剂中的至少一种。
132.例如,所述辅助试剂体系中,采用质量分数2%的聚丙烯酸铵,质量分数1%的聚乙二醇二丙烯酸酯和质量分数为1%的聚乙二醇分别作为分散剂、粘结剂和塑性剂,用以防止打印浆料团聚,加强浆料粘结性和流动性。
133.为了确保复合材料的性能,先将基体材料、增强相及辅助试剂体系相混合,使得增强相均匀分散在基体材料中,当基体材料、增强相以及辅助试剂体系混合均匀后,装入料筒2中,具体的,在混合好后,增强相在打印浆料中是无序状态的,也就是说,增强相没有按照一定顺序排列。
134.步骤s200、通过所述喷嘴旋转机构驱动喷嘴5转动。
135.具体地,当喷嘴旋转机构中旋转驱动装置驱动喷嘴5转动时,则增强相会以喷嘴5的中心轴为中心圆周排列,需要说明的是,增强相在以喷嘴5的中心轴为中心圆周排列时,增强相的长度方向并不一定与喷嘴5的出口方向平行。为了确保增强相在打印浆料中呈螺旋状排列,可以先启动加压装置1,以使增强相的长度方向朝向喷嘴5出口,再启动旋转驱动装置驱动喷嘴5转动。在旋转驱动装置和加压装置1的配合下,增强相在打印浆料中呈螺旋状排列。
136.步骤s300、通过所述加压装置对所述料筒中的所述打印浆料加压,使所述打印浆料从所述喷嘴旋转机构中挤出,以使所述增强相可沿浆料打印路径呈螺旋状排列且定位可控。
137.当增强相的尺寸不相同时,打印装置的各参数也不相同。增强相的尺寸较大时,采用出口直径较大的喷嘴,增强相的尺寸较小时,可以采用出口直径大的喷嘴,还可以采用出口直径小的喷嘴。所述喷嘴的直径为0.1mm
‑
3mm,所述增强相的直径为1nm
‑
11μm,所述喷嘴的转速范围为0
‑
3000rpm,所述加压装置的压力为0mpa
‑
2mpa。
138.具体地,增强相采用碳纳米管时,所述喷嘴的出口的直径为0.2mm
‑
0.5mm,所述增强相的直径为1nm
‑
50nm,所述喷嘴的转速范围为0
‑
800rpm,所述加压装置1的压力为0.5mpa
‑
0.6mpa。
139.具体地,增强相采用碳纤维时,所述喷嘴的出口的直径为1mm
‑
2mm,所述增强相的直径为1nm
‑
11μm,所述喷嘴的转速范围为0
‑
3000rpm,所述加压装置1的压力为0.8mpa
‑
1.2mpa。
140.步骤s400、对所述打印浆料进行固化处理,得到初始打印制品。
141.当打印好样品后,对打印样品进行固化处理,得到初始打印制品。所述固化处理包括:自然固化、光固化以及低温固化中的至少一种。
142.步骤s500、对所述初始打印制品进行后处理,得到目标打印制品。所述后处理包
括:清洗、机械加工及热处理中的至少一种。热处理包括脱脂预烧结和高温烧结。
143.具体实施例
144.1.建立三维模型,将模型保存为stl文件格式,对文件进行切片处理。
145.2.配制打印所需的打印浆料,配制完毕将打印浆料加入料筒2中。
146.3.通过计算机控制系统10的编程与设定,可对喷嘴旋转机构的运动轨迹、加压的大小以及旋转驱动装置的旋转进行控制,输入切片后的三维模型stl文件即可打印。
147.4.连接件3与料筒2转动连接,加压装置1通过软管向料筒2内打印浆料施加推力,使打印浆料从料筒2挤进喷嘴旋转机构中,再由喷嘴5挤出。喷嘴5可以相对于料筒2做圆周运动,在喷嘴5旋转时,可使喷嘴内打印浆料产生周向剪应力场,使打印浆料在挤出时产生剪切流变效应,并使增强相沿浆料打印路径呈螺旋状排列。
148.5.喷嘴旋转机构的启停、转速以及转向均由计算机控制系统10控制。将控制喷嘴旋转机构的程序编写到计算机控制系统10中即可实现对喷嘴旋转机构的控制,通过对喷嘴旋转机构运动方式的控制,可以在一个作业程序中打印出具有不同排列方式增强相的结构材料,以实现有针对性地提高材料的整体或局部力学性能。
149.6.通过控制喷嘴旋转机构(具体控制旋转驱动装置)的转速,可以实现增强相螺旋尺寸的变化,即转速高时,增强相螺旋排列的螺距小,增强相与打印路径的中轴线的夹角大;转速低时,增强相螺旋排列的螺距大,增强相与打印路径的中轴线的夹角小。
150.7.打印时,3d打印系统对切片后的模型进行逐层打印。每层打印完毕,喷嘴旋转机构在z轴方向会抬高一个层高的高度,再进行下一层的打印。重复上述步骤,直至打印结束。
151.如图3和图4所示,在不启动喷嘴旋转机构(即不启动旋转驱动装置),仅启动加压装置1时,喷嘴5不旋转,则无法形成周向剪应力场,增强相沿打印路径的轴向排列。
152.如图5和图6所示,在启动喷嘴旋转机构和加压装置1时,喷嘴5旋转形成周向剪应力场,增强相呈螺旋状排列在打印路径中。
153.如图7和图8所示,喷嘴旋转机构可以在中途启动或停止,例如,先仅启动加压装置1,然后启动加压装置1一段时间后,启动喷嘴旋转机构,则得到打印路径的中间部位增强相呈螺旋状排列(如图7所示)。还可以先同时启动喷嘴旋转机构和加压装置1,然后停止喷嘴旋转机构,停止喷嘴旋转机构一段时间后,再次开启喷嘴旋转机构,则得到两端部分增强相呈螺旋状排列(如图8所示)。
154.如图9和图10所示,通过调整喷嘴5的转速,可以调整螺旋状排列的增强相与复合材料的中心轴的夹角从而调整增强相螺旋排列的螺距及增强相的定位方向。图9采用的转速大于图10采用的转速,则
155.如图11和图12所示,改变喷嘴5的转动方向,也可以调整螺旋状排列的增强相的螺旋方向。
156.应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1