用于形成复合桁条组件的方法和系统与流程
1.复合材料已变得越来越流行用于各种应用,包括但不限于飞机制造。具体地,复合材料具有优异的强度重量比,这对于轻质应用是非常期望的。例如,在一些情况下,使用复合片材制造飞机机身和机翼。这些复合片材用复合桁条加强以进一步改进整个组件的刚度。
背景技术:
2.复合桁条、机身部段和机翼蒙皮通常被制造为单独的部件。然后使用例如紧固件或粘合剂附接这些单独的部件。在一些情况下,一些部件制造步骤重叠。例如,桁条、机身部段和/或机翼蒙皮共固化在一起。这种共固化操作也用于附接这些部件。
3.在任一情况下,复合结构的制造需要复杂的精密的设备。此外,许多飞机部件都很大,这会进一步使制造过程和设备复杂。例如,使复合桁条在复合片材上成形需要支撑结构(例如,心轴)。该支撑结构限定复合桁条的最终形状。首先,该支撑结构需要定位在复合桁条与复合片材之间,紧紧地符合两个部件。然而,该支撑结构需要稍后从由复合桁条和复合片材形成的空腔中移除。使用常规支撑结构,这种移除操作是具有挑战性的,尤其是当桁条较长时。
技术实现要素:
4.本文描述了用于形成复合桁条组件,或者更具体地,用于在形成这些桁条组件时使复合装料成形的方法和系统。一种系统包括囊状物,该囊状物具有囊状物芯部和囊状物蒙皮。囊状物芯部由泡沫材料形成。囊状物蒙皮由弹性材料形成并且包围囊状物芯部。当形成复合桁条组件时,囊状物定位在装料基部上方。装料基部随后变成桁条基部,例如,机身部段或机翼蒙皮。装料帽然后定位在囊状物上方并且符合囊状物。囊状物蒙皮和囊状物芯部的组合在该形成操作期间并且随后在固化桁条组件时提供支撑。在一些实例中,囊状物芯部是可收缩的(collapsible),以将囊状物从桁条组件的空腔移除。
5.在一些实例中,用于在形成复合桁条组件时使复合装料成形的囊状物包括囊状物芯部和囊状物蒙皮。囊状物芯部由泡沫材料形成并且包括基部表面和帽形表面。囊状物蒙皮由弹性材料形成。囊状物蒙皮包围囊状物芯部。囊状物蒙皮的至少一部分接触、符合并且压缩基部表面和帽形表面中的每个。
6.在一些实例中,使用包括囊状物组装空腔的囊状物组装工具组装囊状物的方法包括:将包括内部蒙皮表面的囊状物蒙皮定位到包括空腔表面的囊状物组装空腔中。该方法还包括:在囊状物组装工具的每端处相对空腔表面密封囊状物蒙皮,并且相对于内部蒙皮表面处的第二压力减小空腔表面与囊状物蒙皮之间的第一压力,从而拉伸囊状物蒙皮并且使囊状物蒙皮符合空腔表面。该方法还包括:在囊状物蒙皮符合空腔表面时将囊状物芯部插入到囊状物蒙皮中,并且使第一压力和第二压力相等,从而允许囊状物蒙皮收缩并且允许囊状物蒙皮的至少一部分符合囊状物芯部。
7.在一些实例中,使用包括囊状物的桁条形成工具由复合装料形成复合桁条组件的方法包括:将囊状物定位在装料基部上方,该装料基部定位在桁条形成工具的工具基部上方;将装料帽定位在囊状物上方,囊状物包括囊状物芯部和囊状物蒙皮;以及将桁条形成工具的柔性覆盖物定位在装料帽上方并且相对工具基部密封柔性覆盖物。该方法还包括:将柔性覆盖物与工具基部之间的第一形成压力减小到低于外部覆盖物表面处的第二形成压力并且还低于囊状物内部的第三形成压力,由此利用柔性覆盖物迫使装料帽抵靠囊状物。该方法还包括:当装料帽被迫抵靠囊状物时使装料基部和装料帽固化,从而形成复合桁条组件的桁条基部和桁条帽,并且从桁条空腔移除囊状物。
附图说明
8.图1a是根据一些实例的复合装料的示意图,该复合装料包括装料基部和装料帽,并且用于形成复合桁条组件。
9.图1b是根据一些实例的复合桁条组件的示意图,其包括桁条基部和桁条帽并且由图1a中的复合装料形成。
10.图2a、图2b和图2c是根据一些实例的用于使复合装料成形的囊状物的示意性横截面图。
11.图3是根据一些实例的使用囊状物组装工具组装囊状物的过程流程图。
12.图4a、图4b、和图4c是根据一些实例的当将囊状物蒙皮定位到工具的囊状物组装空腔中时的囊状物组装工具的示意性横截面图。
13.图5是根据一些实例的当相对空腔表面密封囊状物蒙皮时的囊状物组装工具的示意性横截面图。
14.图6a、图6b、图6c、图6d、图6e和图6f是根据一些实例的当拉伸囊状物蒙皮并且使囊状物蒙皮符合空腔表面时的囊状物组装工具的示意性横截面图。
15.图7a、图7b和图7c是根据一些实例的当囊状物蒙皮符合空腔表面时将囊状物芯部插入到囊状物蒙皮中时的囊状物组装工具的示意性横截面图。
16.图8a和图8b是根据一些实例的当囊状物蒙皮符合囊状物芯部时的囊状物组装工具的示意性横截面图。
17.图9a和图9b是根据一些实例的用于从囊状物组装工具移除囊状物的示意性横截面图。
18.图10a、图10b和图10c是根据一些实例的将端部配件可密封地耦接至囊状物蒙皮的延伸部的示意性横截面图。
19.图11a和图11b是根据一些实例的具有不同的端部配件的囊状物的两个实例的示意性横截面图。
20.图12是根据一些实例的使用桁条形成工具由复合装料形成复合桁条组件的过程流程图。
21.图13a、图13b、图13c和图13d是根据一些实例的在形成复合桁条时不同阶段的示意图。
22.图14是根据一些实例的对应于用于制造和维护飞机的方法的过程流程图。
23.图15示出了根据一些实例的示例性飞机的框图。
具体实施方式
24.在以下描述中,为了提供对所提出的构思的全面理解而概述了许多具体细节。在一些实例中,在没有这些具体细节中的一些或所有细节时,也可实践所提出的构思。在其他实例中,没有详细地描述众所周知的处理操作,以免不必要地使所描述的构思不清楚。虽然将结合具体实例描述一些构思,将理解的是,这些实例并非旨在限制。
25.简介
26.如上所述,复合桁条和包括这些桁条的组件的制造具有挑战性,并且需要复杂的工具,特别是当帽式桁条与桁条基部共形成、或更具体地、共固化时。现在将参见图1a和图1b解释这些复杂性和挑战。具体地,图1a是用于形成图1b中示出的复合桁条组件190的复合装料180的示意图。复合装料180包括装料基部182和装料帽181。虽然图1a示出了处于成形状态的复合装料180,但是本领域普通技术人员将理解,装料基部182和/或装料帽181的初始形状可以不同。在一些实例中,装料帽181被提供为平面结构,例如,如在图1a中用虚线示意性地示出的。在一些实例中,装料基部182和/或装料帽181使用如下面进一步描述的桁条形成工具来成形。为了简单起见,未在图1a和图1b中示出囊状物。
27.图1b是包括桁条基部192和桁条帽191的复合桁条组件190的示意图。桁条帽191也可以被称为桁条。根据一些实例,该复合桁条组件190由图1a中的复合装料180形成。本领域普通技术人员将理解,桁条基部192通常是另一部件(例如机身部段或机翼蒙皮)的一部分。桁条基部192由复合装料180的装料基部182形成。桁条帽191由复合装料180的装料帽181形成。当形成桁条基部192和桁条帽191时,这些部件也例如通过共固化而接合在一起。
28.如图1b所示,桁条基部192和桁条帽191形成桁条空腔193。在形成复合桁条组件190时,桁条基部192和桁条帽191,或更具体地,装料基部182和装料帽181需要在内部(从桁条空腔193内)被支撑。这通过将囊状物定位到桁条空腔193中来实现。囊状物符合桁条基部192和桁条帽191中的每个。然而,一旦形成复合桁条组件190,需要从桁条空腔193中移除囊状物。这种支撑、符合和可移除特性的组合对囊状物的设计和结构提出了重大挑战。例如,传统的囊状物难以移除,因为这些囊状物在所有处理阶段都保持其形状。
29.这里描述的是使用特别构造的囊状物来解决这些挑战的方法和系统。具体地,囊状物包括囊状物芯部和囊状物蒙皮。囊状物芯部由泡沫材料形成,允许囊状物内的流体分布(例如,在移除期间使囊状物收缩)。囊状物蒙皮由弹性材料形成。囊状物蒙皮包围囊状物芯部并且将囊状物芯部与装料帽181和装料基部182隔离开。囊状物蒙皮的至少一部分接触、符合和压缩囊状物芯部的表面。换言之,该囊状物蒙皮部分在囊状物芯部上被拉伸。这种拉伸确保了囊状物蒙皮的适形性。此外,囊状物蒙皮的弹性性质使得能够组装囊状物。具体地,当将囊状物芯部插入到囊状物蒙皮内部时,囊状物蒙皮被拉伸。囊状物蒙皮可以被称为尺寸过小的弹性体套筒。囊状物芯部可被称为泡沫材料心轴。
30.囊状物实例
31.现在将参考图2a、图2b和图2c描述囊状物的另外的特征和实例。具体地,图2a通过垂直于囊状物110的长度的平面(y-z平面)示出了囊状物110的横截面。为了本公开的目的,囊状物110的长度沿x轴延伸。图2b通过包括囊状物110的长度的平面(x-z平面)示出了囊状物110的另一横截面。图2b还通过x-z平面示出了囊状物110的另一横截面,示出了囊状物110的端部配件的不同实例。
32.参照图2a,囊状物110包括囊状物芯部120和囊状物蒙皮130,囊状物蒙皮包围囊状物芯部120。图2a中的该横截面对应于图1a中的复合装料180的横截面并且还对应于图1b中的复合桁条组件190的横截面。更具体地,囊状物蒙皮130的轮廓(例如,囊状物蒙皮130的轮廓外部蒙皮表面138)与桁条空腔193的轮廓相同。当囊状物110用于使复合装料180成形时,囊状物蒙皮130、或者更具体地、外部蒙皮表面138与复合装料180接触。囊状物芯部120有助于保持囊状物蒙皮130的形状,并且因此限定复合装料180的形状。
33.在一些实例中,囊状物芯部120由泡沫材料121(例如,开孔泡沫材料或闭孔泡沫材料)形成。在一些实例中,例如当囊状物110内的压力减小时,泡沫材料121在囊状物110内提供流体连通。向囊状物110添加气体或从囊状物110移除气体,以便例如在从复合桁条组件190移除囊状物110时使囊状物110更紧凑。该特征在下面参考图13d进一步描述。用于囊状物芯部120的合适的泡沫材料的一些实例包括但不限于聚对苯二甲酸乙二醇酯(pet)泡沫材料,例如,可从瑞典赫尔辛堡的diab group获得的divinycell p泡沫材料。在一些实例中,泡沫材料121选择为使得囊状物芯部120在室温下经受整个大气压,但是在升高的固化温度下在真空压力下收缩。
34.囊状物芯部120包括基部表面122和帽形表面124。基部表面122限定桁条基部192的形状,而帽形表面124限定桁条帽191的形状。在一些实例中,基部表面122基本上为平面的。在相同或其他实例中,帽形表面124是弯曲的。本领域普通技术人员将理解,帽形表面124的形状限定使用该囊状物110形成的桁条帽191的形状。这样,帽形表面124的不同形状落入该范围内。在一些实例中,基部表面122和帽形表面124的轮廓加上囊状物蒙皮130的厚度与桁条空腔193的轮廓相同。
35.囊状物蒙皮130由弹性材料131形成。弹性材料131的一些实例包括但不限于硅胶、氟化橡胶和丁基橡胶。在一些实例中,囊状物蒙皮130的壁厚在1毫米到5毫米,或更具体地,在2毫米到4毫米,诸如约2.5毫米。囊状物蒙皮130的至少一部分接触、符合和压缩囊状物芯部120的基部表面122和帽形表面124中的每个。在一些实例中,囊状物蒙皮130在囊状物芯部120上拉伸至少约1%、至少约2%、至少约5%和至少约10%或甚至至少约20%。囊状物蒙皮130的拉伸有助于使囊状物蒙皮130符合囊状物芯部120而没有任何皱褶或其他缺陷。然而,这种拉伸也压缩囊状物芯部120,并且过度压缩可能影响囊状物芯部120的形状。这样,应该避免过度拉伸(例如,大于50%)。
36.参考图2b和图2c,在一些实例中,囊状物蒙皮130包括一个或两个延伸部,例如,延伸部133和第二延伸部134。囊状物蒙皮130的延伸部延伸通过囊状物芯部120并且不与囊状物芯部120接触。囊状物蒙皮130的剩余部分与囊状物芯部120接触,例如,符合和压缩囊状物芯部120。在一些实例中,使用延伸部,以例如形成到囊状物110的流体连接,或更具体地,到囊状物110的内部和囊状物芯部120的流体连接。具体实例包括图2b和图2c中的延伸部133和图2c中的第二延伸部134。在相同或其他实例中,延伸部用于密封囊状物110的端部,诸如,图2b中的第二延伸部134。
37.参考图2b和图2c,在一些实例中,囊状物110还包括端部配件140,该端部配件可密封地连接到囊状物蒙皮130的延伸部133。在一些实例中,端部配件140包括流动地耦接至囊状物芯部120的通孔145。通孔145用于向囊状物110的内部供应气体或从囊状物的内部移除气体。例如,从内部移除气体以减小囊状物蒙皮130的尺寸并且使囊状物芯部120收缩,如下
文参考图13d进一步描述的。在一些实例中,通孔145可选择性地耦接至大气或真空源109。
38.参见图2b和图2c,在一些实例中,端部配件140包括第一部件141和第二部件142。第二部件142例如使用螺钉144可拆卸地耦接至第一部件141。在更具体的实例中,第二部件142在第一部件141与第二部件142之间形成通道143。囊状物蒙皮130的延伸部133包围、符合和压缩第一部件141并且部分地延伸到通道143中。更具体地,延伸部133利用通道143压缩在第一部件141与第二部件142之间,以确保相对于端部配件140密封囊状物蒙皮130,如下面参考图10a、图10b和图10c进一步描述的。
39.参考图2b和图2c,在一些实例中,第一部件141和第二部件142使用螺钉144可拆卸地耦接。该可拆卸耦接允许在连接第二部件142之前将延伸部133定位在第一部件141上,从而简化囊状物110的整体组装。在更具体的实例中,通孔145延伸穿过螺钉144。该特征允许通过替换螺钉144(例如,具有通孔145的螺钉和不具有通孔145的螺钉)来添加或移除通孔145。
40.参考图2b和图2c,在一些实例中,囊状物蒙皮130包括延伸超过囊状物芯部120并且远离延伸部133的第二延伸部134。囊状物芯部120位于延伸部133与第二延伸部134之间。第二延伸部134允许形成到囊状物110的这一侧的流体连接或密封囊状物110。例如,图2b示出了密封且不透气的第二延伸部134。更具体地,在该实例中,囊状物110包括第二端部配件150,该第二端部配件150可密封地耦接至囊状物蒙皮130的第二延伸部134,并且至少从第二延伸部134的这一侧阻挡流体进入囊状物芯部120。
41.参考图2c,在一些实例中,第二端部配件150包括流动地耦接至囊状物芯部120的第二配件通孔155。例如,第二配件通孔155穿过第二螺钉154。替换第二螺钉154允许从图2b所示的囊状物110的一种构造切换到图2c所示的囊状物110的另一种构造。
42.在一些实例中,第二端部配件150的设计与端部配件140的设计相同。例如,第二端部配件150包括两个部件,其中一个可密封地耦接至第二延伸部134。此外,这两个部件彼此可拆卸地耦接。最后,当附接两个部件时,第二延伸部134的一部分在这两个部件之间延伸和压缩。
43.组装囊状物的方法的实例
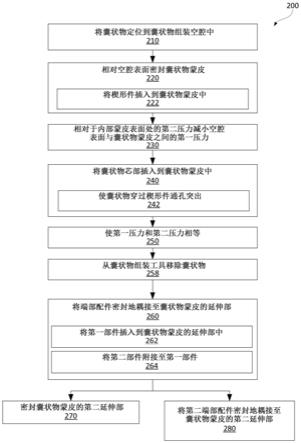
44.图3是根据一些实例的对应于组装囊状物110的方法200的过程流程图。在上文参考图2a-2c描述囊状物110的各种实例。使用囊状物组装工具300执行方法200的不同操作。以下参考具体操作描述囊状物组装工具300的关键特征。此外,在如下所示的图4a-图11b中示出方法200的各个阶段。
45.在一些实例中,方法200开始于(框210),将囊状物蒙皮130定位到囊状物组装工具300的囊状物组装空腔312中,例如,如在图4a、图4b和图4c中示意性地示出。在这个阶段,囊状物蒙皮130不符合囊状物组件空腔312,从而允许简单地插入囊状物蒙皮130。具体地,囊状物蒙皮130包括内部蒙皮表面137和外部蒙皮表面138。囊状物蒙皮130在该阶段不被拉伸或者定位在囊状物芯部120上。囊状物组装空腔312包括空腔表面313。囊状物蒙皮130的外部蒙皮表面138与空腔表面313不符,这使得该操作成为可能。参考囊状物蒙皮130和囊状物组装工具300的横截面,外部蒙皮表面138的周长比空腔表面313短。
46.在一些实例中,方法200继续进行(框220),相对空腔表面313密封囊状物蒙皮130。应注意,囊状物蒙皮130在囊状物组装工具300的每个端部301处被密封。各种密封选项都落
入该范围内。例如,图5示出了插入到囊状物蒙皮130中的楔形件320。具体地,在该实例中,密封操作包括(框222),将楔形件320插入到囊状物蒙皮130中,从而抵靠空腔表面313推动囊状物蒙皮130。楔形件320拉伸囊状物蒙皮130的一部分。应注意,楔形件320包括楔形件通孔322。楔形件通孔322的最小横截面大于囊状物芯部120的相应横截面,这允许将囊状物芯部120通过楔形件通孔322插入到囊状物蒙皮130中。
47.在一些实例中,方法200继续进行(框230),相对于内部蒙皮表面137处的第二压力,减小空腔表面313与囊状物蒙皮130之间的第一压力。该压差(第一压力与第二压力之间)使囊状物蒙皮130拉伸并抵靠空腔表面313推动囊状物蒙皮130,例如,如图6a-图6b示意性示出的。更具体地,囊状物蒙皮130符合空腔表面313。囊状物蒙皮130的这种拉伸允许将囊状物芯部120插入到囊状物蒙皮130中而不会产生干扰。在这个阶段,内部蒙皮表面137的横截面大于囊状物芯部120的横截面(用虚线示意性地示出)。应注意,囊状物蒙皮130保持相对空腔表面313被密封,这允许减小第一压力。在一些实例中,减小第一压力包括将囊状物组装工具300连接至真空源。换言之,第一压力低于大气压水平。第二压力处于大气压水平,例如,囊状物蒙皮130的内部通向大气。
48.参考图6c和图6d,在一些实例中,囊状物组装工具300包括多个内部突出部314,这些内部突出部延伸到囊状物组装空腔312中并且远离空腔表面313。内部突出部314有助于在囊状物蒙皮130符合空腔表面313时保持空腔表面313与囊状物蒙皮130之间的流体通道315。这些流体通道315形成在内部突出部314周围,例如如图6d中示意性所示,而囊状物蒙皮130符合空腔表面313。这些流体通道315确保所有囊状物蒙皮130(沿着囊状物的长度,x轴)处于第二压力并且由于压差符合空腔表面313。参考图6e和图6f,在一些实例中,囊状物组装工具300包括例如形成在空腔表面313内的流体通道315。
49.在一些实例中,方法200继续进行(框240),将囊状物芯部120插入到囊状物蒙皮130中,例如,如图7a-图7c中示意性示出的。在囊状物蒙皮130符合空腔表面313时执行该操作(例如,通过保持囊状物蒙皮130上的压差并且利用该压差抵靠空腔表面313推动囊状物蒙皮130)。图7b示出了内部蒙皮表面137的横截面大于囊状物芯部120的横截面,从而允许无阻碍插入。
50.在一些实例中,将囊状物芯部120插入到囊状物蒙皮130中包括(框242),使囊状物芯部120穿过楔形件通孔322突出,例如如图7c中示意性示出的。如上所述,楔形件320用于相对空腔表面313密封囊状物蒙皮130。这种密封在将囊状物芯部120插入到囊状物蒙皮130中时得以保持。此外,如上所述,楔形件通孔322的最小横截面大于囊状物芯部120的相应横截面,这允许通过楔形件通孔322将囊状物芯部120插入到囊状物蒙皮130中。
51.在一些实例中,方法200继续进行(框250),例如通过使第一压力和第二压力达到大气压水平来使两者相等。这种压力相等允许囊状物蒙皮130收缩并且还允许囊状物蒙皮130的一部分符合囊状物芯部120,例如,如图8a-8b中示意性示出的。更具体地,这种压力相等消除了先前使囊状物蒙皮130拉伸的压差。囊状物蒙皮130朝向原始形式压缩。然而,在一些实例中,当囊状物蒙皮130符合囊状物芯部120时,囊状物蒙皮130保持部分拉伸,至少囊状物蒙皮130的部分接触囊状物芯部120。在一些实例中,囊状物芯部120上的拉伸水平是至少约1%、至少约2%、至少约5%以及至少约10%。在该操作之后,空腔表面313的横截面形状对应于囊状物芯部120的横截面形状。此外,此时,可从囊状物组装工具300移除囊状物蒙
皮130和囊状物芯部120的组合。
52.在一些实例中,方法200进一步包括(框258),从囊状物组装工具300移除囊状物110,例如,如图9a和图9b中示意性地示出。在囊状物蒙皮130的部分符合囊状物芯部120和囊状物蒙皮130但不符合空腔表面313之后进行该操作。因此,囊状物蒙皮130与空腔表面313之间不存在干扰,从而允许从囊状物组件空腔312移除囊状物110。图9b示出了在完成该移除操作之后的囊状物110。例如,囊状物蒙皮130包括延伸通过囊状物芯部120的延伸部133和第二延伸部134。
53.在一些实例中,方法200还包括(框260),将端部配件140可密封地耦接至囊状物蒙皮130的延伸部133,例如,如图10a-图10c示意性示出的。具体地,延伸部133延伸通过囊状物芯部120,使得囊状物芯部120不干扰端部配件140。例如,延伸部133缠绕在端部配件140上并且符合端部配件。
54.在一些实例中,端部配件140包括第一部件141和第二部件142。在这些实例中,将端部配件140可密封地耦接至延伸部133包括(框262),将第一部件141插入到囊状物蒙皮130的延伸部133中,并且还包括(框264),将第二部件142附接至第一部件141。在一些实例中,执行由图3中的框262和框264表示的操作,使得囊状物蒙皮130的延伸部133的一部分延伸到第一部件141与第二部件142之间的通道143中。更具体地,延伸部133的这部分被第一部件141和第二部件142压缩在通道143中,例如,如图10c中示意性示出的。在一些实例中并且参见图3中的框264,使用螺钉144来执行将第二部件142附接到第一部件141。更具体地,通孔145延伸穿过螺钉144。
55.在一些实例中,方法200还包括(框270),密封囊状物蒙皮130的第二延伸部134,例如,如图11a中示意性示出的。第二延伸部134延伸通过囊状物芯部120并远离延伸部133,使得囊状物芯部120定位在延伸部133与第二延伸部134之间。
56.在一些实例中,方法200还包括(框280),将第二端部配件150可密封地耦接至囊状物蒙皮130的第二延伸部134,例如,如图11b中示意性地示出的。第二端部配件150包括流动地耦接至囊状物芯部120的第二配件通孔155。此外,端部配件140包括流动地耦接至囊状物芯部120的通孔145。
57.形成复合桁条的方法的实例
58.图12是根据一些实施方式的对应于形成复合桁条组件190的方法600的过程流程图。复合桁条组件190使用桁条形成工具100由复合装料180形成。上面参见图1a和图1b描述了复合装料180和复合桁条组件190的各种实例。在一些实例中,桁条形成工具100包括囊状物110,上文参见图2a-图11b描述了囊状物的各种实例。
59.在一些实例中,方法600包括(框610),将囊状物110定位在装料基部182上,例如,如图13a中示意性地示出。装料基部182是复合装料180的一部分并且定位在桁条形成工具100的工具基部102上。在一些实例中,装料基部182基本上为平面。囊状物110根据复合桁条组件190的设计而成形。如上所述,囊状物110包括囊状物芯部120和囊状物蒙皮130。囊状物芯部120限定了该形状,而囊状物蒙皮130封闭囊状物芯部120并且接触装料基部182。
60.在一些实例中,方法600继续进行(框620),将装料帽181定位在囊状物110上,例如,如图13b示意性示出的。例如,在该操作期间,装料帽181至少部分地符合囊状物110。在一些实例中,在该形成操作期间,装料帽181最初作为平面部件提供,然后在囊状物110保持
形状时围绕囊状物110形成。
61.在一些实例中,方法600继续进行(方框630),将桁条形成工具100的柔性覆盖物104定位在装料帽181上,并且相对工具基部102密封柔性覆盖物104,例如,如图13c中示意性示出的。这种密封允许减小柔性覆盖物104与工具基部102之间的压力,例如,以便(通过大气)施加外部压力并且使装料帽181符合囊状物110。在一些实例中,装料帽181包括帽端部183,该帽端部直接接触装料基部182。
62.在一些实例中,方法600继续进行(框640),减小柔性覆盖物104与工具基部102之间的第一形成压力,例如,如在图13c中示意性地示出的。第一形成压力在外部覆盖物表面105处减小到低于第二形成压力。该压差迫使柔性覆盖物104和装料帽181朝向囊状物110,从而使装料帽181符合囊状物110。
63.此外,在一些实例中,第一形成压力也减小到低于囊状物110内部的第三形成压力,例如,如图13c中示意性示出的。该第三压力帮助囊状物110在装料帽181被迫抵靠囊状物110时保持形状。在一些实例中,第二形成压力和第三形成压力中的每个均为大气压水平,例如,对应的结构暴露于大气。
64.在一些实例中,方法600继续进行(框650),使装料基部182和装料帽181固化。例如,图13c中所示的整个组件放置在高压釜、烘箱或其他类似的工具中。在装料帽181被迫抵靠囊状物110时执行该固化操作。此外,在该固化操作期间,囊状物110保持形状。固化操作形成复合桁条组件190的桁条基部192和桁条帽191。桁条基部192和桁条帽191是刚性结构,并且不需要通过囊状物110进一步支撑。因此,可在固化之后从桁条空腔193移除囊状物110。
65.在一些实例中,方法600继续进行(框660),从桁条空腔193移除囊状物110。更具体地,从桁条空腔193移除囊状物110包括(框662),减小囊状物110内部的第一移除压力。第一移除压力减小到低于桁条空腔193内的第二移除压力。该压差压缩囊状物110并将囊状物110与桁条基部192和桁条帽191分离,例如,如图13d中示意性示出的。在一些实例中,第二移除压力是大气压。
66.在一些实例中,方法600继续(框670),替换囊状物110的囊状物芯部120。例如,当囊状物110从桁条空腔193移除并且不再具有期望的形状时,使囊状物芯部120收缩。囊状物芯部120的过程类似于以上参考图3-图11b所述的组装囊状物110的过程。
67.飞机实例
68.在一些实例中,上述方法和系统用于飞机,并且更一般地,用于航空航天工业。具体地,这些方法和系统可以在飞机的制造期间以及在飞机维修和维护期间使用。
69.因此,以上描述的装置和方法适用于在如图14所示的飞机制造和维护方法900和如图15所示的飞机902。在预生产过程中,方法900包括飞机902的规格和设计904以及材料采购906。在生产期间,进行飞机902的部件和子组件制造908及系统集成910。此后,飞机902进行认证和交付912以投入使用914。在客户投入使用期间,飞机902被安排用于例行维护和维修916(其还可以包括修改、重新配置、翻新等)。
70.在一些实例中,方法900的每个过程由系统集成商、第三方和/或操作员(例如,客户)执行或实施。出于本说明书的目的,系统集成商可包括但不限于任何数量的飞机制造商和主要系统分包商;第三方包括但不限于任意数量的承包商、分包商以及供应商;并且操作
者可以是航空公司、租赁公司、军事实体、服务组织等。
71.如图15所示,通过方法900生产的飞机902包括具有多个系统920和内部922的机身918。机身918包括飞机902的机翼。系统920的实例包括推进系统924、电气系统926、液压系统928以及环境系统930中的一个或多个。可包括任何数量的其他系统。
72.可以在方法900的任何一个或多个阶段期间采用本文中所呈现的装置和方法。例如,对应制造908的部件或子组件可以与在飞机902投入使用时生产的部件或子组件类似的方式制作或制造。而且,例如,通过显著加速飞机902的组装或降低飞机902的成本,可以在制造908和系统集成910期间利用一个或多个装置实例、方法实例或其组合。类似地,在飞机902投入使用时,例如但不限于维护和维修916,使用一个或多个装置实例、方法实例或其组合。
73.其他实例
74.此外,本公开包括根据以下条款的实例:
75.条款1.一种用于在形成复合桁条组件时使复合装料成形的囊状物,囊状物包括:
76.囊状物芯部,由泡沫材料形成并且包括基部表面和帽形表面;以及
77.囊状物蒙皮,由弹性材料形成,其中,囊状物蒙皮包围囊状物芯部,并且其中,囊状物蒙皮的至少一部分接触、符合并压缩基部表面和帽形表面中的每个。
78.条款2.根据条款1的囊状物,其中,囊状物蒙皮包括延伸通过囊状物芯部的延伸部。
79.条款3.根据条款2的囊状物,还包括端部配件,该端部配件可密封地耦接至囊状物蒙皮的延伸部,端部配件包括流动地耦接至囊状物芯部的通孔。
80.条款4.根据条款3的囊状物,其中,通孔可选择性地耦接至大气或真空源。
81.条款5.根据条款3的囊状物,其中,
82.端部配件包括第一部件和第二部件,第二部件可拆卸地耦接至第一部件并且与第一部件形成通道,并且
83.其中,囊状物蒙皮的延伸部包围、符合并且压缩第一部件,并且部分地延伸到通道中,在通道中,延伸部被压缩在第一部件与第二部件之间。
84.条款6.根据条款5的囊状物,其中,第一部件和第二部件使用螺钉可拆卸地耦接,使得通孔延伸穿过螺钉。
85.条款7.根据条款2-6中任一项的方法,其中,囊状物蒙皮包括第二延伸部,第二延伸部延伸通过囊状物芯部并且远离延伸部,使得囊状物芯部定位在延伸部与第二延伸部之间。
86.条款8.根据条款7的囊状物,其中,第二延伸部是密封的并且是不透气的。
87.条款9.根据条款7的囊状物,还包括第二端部配件,该第二端部配件可密封地耦接至囊状物蒙皮的第二延伸部,第二端部配件包括流动地耦接至囊状物芯部的第二配件通孔。
88.条款10.根据条款1的囊状物,其中,囊状物芯部的泡沫材料包括聚对苯二甲酸乙二醇酯泡沫材料。
89.条款11.根据条款1-10中任一项的囊状物,其中,囊状物蒙皮的弹性材料包括选自硅胶、氟化橡胶和丁基橡胶构成的组中的一种或多种材料。
90.条款12.根据条款1-11中任一项的囊状物,其中,囊状物蒙皮在囊状物芯部上被拉伸至少约5%。
91.条款13.一种使用囊状物组装工具组装囊状物的方法,囊状物组装工具包括囊状物组装空腔,该方法包括:
92.将包括内部蒙皮表面的囊状物蒙皮定位在包括空腔表面的囊状物组装空腔中;
93.在囊状物组装工具的每端处相对空腔表面密封囊状物蒙皮;
94.相对于内部蒙皮表面处的第二压力减小空腔表面与囊状物蒙皮之间的第一压力,从而使囊状物蒙皮拉伸并且使囊状物蒙皮符合空腔表面;
95.在囊状物蒙皮符合空腔表面时将囊状物芯部插入到囊状物蒙皮中;以及
96.使第一压力和第二压力相等,从而允许囊状物蒙皮收缩并且允许囊状物蒙皮的至少一部分符合囊状物芯部。
97.条款14.根据条款13的方法,其中,将第二压力保持在大气压水平。
98.条款15.根据条款13-14中任一项的方法,其中,空腔表面的横截面形状对应于囊状物芯部的横截面形状。
99.条款16.根据条款13-15中任一项的方法,其中,
100.相对空腔表面密封囊状物蒙皮包括将楔形件插入到囊状物蒙皮中,从而抵靠空腔表面推动囊状物蒙皮,
101.楔形件包括楔形件通孔,并且
102.将囊状物芯部插入到囊状物蒙皮中包括使囊状物芯部穿过楔形件通孔突出。
103.条款17.根据条款13-16中任一项的方法,还包括将端部配件可密封地耦接至囊状物蒙皮的延伸部,
104.其中,端部配件包括流动地耦接至囊状物芯部的通孔,并且
105.其中,延伸部延伸通过囊状物芯部。
106.条款18.根据条款17的方法,其中,端部配件包括第一部件和第二部件,并且
107.其中,将端部配件密封地耦接至延伸部包括:
108.将第一部件插入到囊状物蒙皮的延伸部中,以及
109.将第二部件附接至第一部件,使得囊状物蒙皮的延伸部的一部分延伸到第一部件与第二部件之间的通道中,并且被第一部件和第二部件压缩在通道中。
110.条款19.根据条款18的方法,其中,使用螺钉将第二部件附接至第一部件,使得通孔延伸穿过螺钉。
111.条款20.根据条款17的方法,还包括密封囊状物蒙皮的第二延伸部,
112.其中,第二延伸部延伸通过囊状物芯部并远离延伸部,使得囊状物芯部定位在延伸部与第二延伸部之间。
113.条款21.根据条款17的方法,还包括将第二端部配件可密封地耦接至囊状物蒙皮的第二延伸部,
114.其中,第二端部配件包括流动地耦接至囊状物芯部的第二配件通孔,并且
115.其中,端部配件包括流动地耦接至囊状物芯部的通孔。
116.条款22.根据条款13-21中任一项的方法,其中,囊状物组装工具包括内部突出部,内部突出部延伸到囊状物组装空腔中并且远离空腔表面。
117.条款23.根据条款13-22中任一项的方法,还包括,在囊状物蒙皮的部分符合囊状物芯部之后,从囊组装工具移除囊状物。
118.条款24.根据条款13-23中任一项的方法,其中,在减小第一压力时,囊状物蒙皮拉伸至少5%。
119.条款25.一种使用包括囊状物的桁条形成工具由复合装料形成复合桁条组件的方法,该方法包括:
120.将囊状物定位在装料基部上,该装料基部定位在桁条形成工具的工具基部上;
121.将装料帽定位在囊状物上,该囊状物包括囊状物芯部和囊状物蒙皮;
122.将桁条形成工具的柔性覆盖物定位在装料帽上,并且相对工具基部密封柔性覆盖物;
123.将柔性覆盖物和工具基部之间的第一形成压力减小到低于外部覆盖物表面处的第二形成压力并且还低于囊状物内部的第三形成压力,由此利用柔性覆盖物迫使装料帽抵靠囊状物;
124.当装料帽被迫抵靠囊状物时使装料基部和装料帽固化,从而形成复合桁条组件的桁条基部和桁条帽,桁条基部和桁条帽形成桁条空腔;以及
125.从桁条空腔移除囊状物。
126.条款26.根据条款25所述的方法,其中,从桁条空腔移除囊状物包括:将囊状物内部的第一移除压力减小到低于桁条空腔内部的第二移除压力,从而压缩囊状物并且将囊状物与桁条基部和桁条帽分离。
127.条款27.根据条款26的方法,其中,第二移除压力为大气压。
128.条款28.根据条款26的方法,还包括替换囊状物的囊状物芯部。
129.条款29.根据条款25-28中任一项的方法,其中,第二形成压力和第三形成压力均为大气压。
130.条款30.根据条款25-29中任一项的方法,其中,装料帽包括帽端部,该帽端部直接接触装料基部。
131.结论
132.尽管出于清楚理解的目的已略为详细地描述了上述构思,将显而易见的是,在所附权利要求范围内可实践特定变化和修改。应注意,具有实现该过程、系统以及装置的许多可替代方式。因此,本实例被认为是示例性的而不是限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1