一种汽车薄壁中控侧板及其注塑模具的制作方法
1.本发明涉及模具成型技术领域,特别涉及一种汽车薄壁中控侧板及其注塑模具。
背景技术:
2.汽车中控设置在主驾驶和副驾驶之间,具有装饰、储物和安装其他部件等作用。汽车中控包括设置在中间的箱体和设置在两边的长条形中控侧板。由于汽车行业对汽车轻量化的要求越来越高,目前的汽车部件大多需要做成薄壁产品。例如图1中所示的汽车薄壁中控侧板01,其整体呈长条形,长度超过1200mm,壁厚仅有约0.23mm。并且汽车薄壁中控侧板01包括侧板本体和设置在侧板本体上的多处筋位、围边,这些筋位、围边与侧板本体之间形成了骨位,有些骨位的深度达到了46mm。现有的注塑模具在生产这种中控侧板时,注塑模具开模后,顶出机构将中控侧板顶出时,由于筋位对后模板有抱紧力,而侧板本体的厚度又非常薄,在中控侧板上与顶针接触的位置容易出现顶白、顶印的缺陷,使产品的合格率低。并且筋位上设置有扣位,使得汽车薄壁中控侧板01的脱模更加困难。
技术实现要素:
3.本发明的目的是提供一种汽车薄壁中控侧板及其注塑模具,以解决现有的注塑模具制造带有深腔骨位的中控侧板容易出现产品顶白、顶印的问题。
4.为了达到上述目的,本发明的技术方案有:
5.一种注塑模具,其特征在于,包括:前模板、后模板和顶针板;
6.所述前模板上设置有前成型区;
7.所述后模板上设置有后成型区,所述前模板和后模板闭合在所述前成型区和后成型区之间形成成型腔;所述后模板上还设置有第一凹槽、第一滑块和第一直顶块;
8.所述第一凹槽设置在所述后成型区的边缘,用于成型所述汽车薄壁中控侧板的长围边;
9.所述第一滑块设置所述第一凹槽外侧,其长度与所述第一凹槽的长度一致;第一滑块上设置有第一凸起,第一凸起用于成型所述长围边上的扣位;
10.所述第一直顶块设置在所述第一凹槽内侧;
11.所述后模板上还设置有定位凸台,所述定位凸台用于与前模板上的定位凹槽插接配合;所述定位凸台沿所述后成型区的长度方向分布。
12.本发明的注塑模具,由于第一滑块与汽车薄壁中控侧板的整条围边接触,其接触面积较大,并且第一滑块上的第一凸起进一步增大了其与汽车薄壁中控侧板的接触面积,使得第一滑块向外移动的瞬间仍保留其与汽车薄壁中控侧板的真空状态,进而使围边的内侧与后模板分离。并通过在第一凹槽内侧设置第一直顶块,进一步分离汽车薄壁中控侧板与后模板。因此,不会由于汽车薄壁中控侧板的围边与后模板的抱紧力过大而导致出现顶白、顶穿的现象。本发明的注塑模具的前模板和后模板还利用定位凹槽和定位凸台插接配合进行定位,避免汽车薄壁中控侧板在注塑过程中注塑压力过大而使前模板和后模板偏
移,进而避免汽车薄壁中控侧板出现披锋。
13.进一步,所述后模板上还设置有第二凹槽和第二滑块;
14.所述第二凹槽设置在所述后成型区的边缘,用于成型所述汽车薄壁中控侧板的短围边;
15.所述第二滑块设置在所述第二凹槽外侧,其长度与所述第二凹槽的长度一致;第二滑块上设置有第二凸起,第二凸起用于成型所述短围边上的扣位。
16.进一步,所述后模板上还设置有第三凹槽、斜顶块和第二直顶块;
17.所述第三凹槽设置在所述后成型区内,其用于成型所述汽车薄壁中控侧板的筋位;
18.所述斜顶块设置在所述第三凹槽的一侧,所述第二直顶块设置在所述第三凹槽的另一侧;
19.所述斜顶块上设置有第三凸起,其用于成型所述筋位上的扣位。
20.进一步,所述后成型区内还设置有圈型凹槽,其用于成型所述汽车薄壁中控侧板上的定位环。
21.进一步,所述注塑模具还包括多根顶针,所述顶针连接于所述顶针板;
22.所述顶针正对所述圈型凹槽所围成的区域。
23.进一步,所述顶针的端面设置有凹凸特征,所述凹凸特征用于形成汽车薄壁中控侧板上的凹凸花纹。
24.进一步,所述前成型区的周围设置有一圈排气镶件。
25.本发明还提供一种汽车薄壁中控侧板,其由上述的注塑模具制作而成。所述汽车薄壁中控侧板上设置由定位环,所述定位环内设置有凹凸花纹。
26.所述定位环内的区域为汽车薄壁中控侧板与顶针接触的位置,通过设置所述定位环和凹凸花纹,增强汽车薄壁中控侧板与顶针接触的位置的强度,同时避免顶针在顶出时偏移,进而避免出现顶白、顶印、铲胶的不良现象。
27.为了更好地理解和实施,下面结合附图详细说明本发明。
附图说明
28.图1是本发明的汽车薄壁中控侧板局部结构示意图;
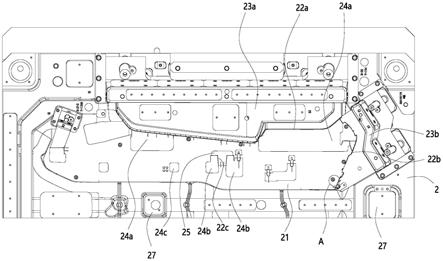
29.图2是本发明的汽车薄壁中控侧板的注塑模具隐藏前模板后的俯视图;
30.图3是本发明的汽车薄壁中控侧板与第一滑块、第二滑块的结构示意图;
31.图4是图2中a处的放大图;
32.图5是本发明的前模板的俯视图。
33.其中,01、汽车薄壁中控侧板,011、侧板本体,012、长围边,013、短围边,014、筋位,015、扣位,016、定位环,017、凹凸花纹,1、前模板,2、后模板,4、顶针,11、前成型区,12、排气镶件,13、定位凹槽,21、后成型区,22a、第一凹槽,22b、第二凹槽,22c、第三凹槽,23a、第一滑块,23b、第二滑块,24a、第一直顶块,24b、第二直顶块,24c、第三直顶块,25、斜顶块,26、圈型凹槽,27、定位凸台,41、凹凸特征,231a、第一凸起,231b、第二凸起。
具体实施方式
34.为了更好地阐述本发明,下面参照附图1-5对本发明作进一步的详细描述。
35.作为本发明的具体实施例,如图2所示,一种汽车薄壁中控侧板的注塑模具,其中,如图1所示,所述汽车薄壁中控侧板01包括侧板本体011、设置在侧板本体011边缘的长围边012和短围边013、设置在侧板本体011上的筋位014,其中,长围边012、短围边013和进位上均设置有扣位015。所述注塑模具包括:
36.前模板1、后模板2和顶针板(图中未示出);
37.所述前模板1上设置有前成型区11;
38.所述后模板2上设置有后成型区21,所述前模板1和后模板2闭合在所述前成型区11和后成型区21之间形成成型腔;所述后模板2上还设置有第一凹槽22a、第一滑块23a和第一直顶块;
39.所述第一凹槽22a设置在所述后成型区21的边缘,用于成型所述汽车薄壁中控侧板01的长围边012;
40.所述第一滑块23a设置所述第一凹槽22a外侧,其长度与所述第一凹槽22a的长度一致;如图3所示,第一滑块23a上设置有第一凸起231a,第一凸起231a用于成型所述长围边012上的扣位015;模具开模时,所述第一滑块23a沿连接于所述前模板1的斜导柱滑动而远离所述成型腔;
41.所述后模板上还设置有定位凸台27,所述定位凸台27用于与前模板上的定位凹槽13插接配合;所述定位凸台27沿所述后成型区21的长度方向分布。
42.所述第一直顶块设置在所述第一凹槽22a内侧,其通过直顶杆连接于所述顶针板。
43.相比于现有技术中每个扣位015分开设置一个对应的滑块的注塑模具,本发明的注塑模具中的第一滑块23a与汽车薄壁中控侧板01的整条围边接触,其接触面积较大,并且第一滑块23a上的第一凸起231a进一步增大了其与汽车薄壁中控侧板01的接触面积,使得第一滑块23a向外移动的瞬间仍保留其与汽车薄壁中控侧板01的真空状态,进而使围边的内侧与后模板2分离。并通过在第一凹槽22a内侧设置第一直顶块,进一步分离汽车薄壁中控侧板01与后模板2。因此,不会由于汽车薄壁中控侧板01的围边与后模板2的抱紧力过大而导致出现顶白、顶穿的现象。
44.本发明的注塑模具的前模板1和后模板2还利用定位凹槽13和定位凸台27插接配合进行定位,避免汽车薄壁中控侧板01在注塑过程中注塑压力过大而使前模板1和后模板2偏移,进而避免汽车薄壁中控侧板01出现披锋。
45.对于所述汽车薄壁中控侧板01上的短围边013,所述后模板2上还设置有第二凹槽22b和第二滑块22a;所述第二凹槽22b设置在所述后成型区21的边缘,用于成型所述汽车薄壁中控侧板01的短围边013;所述第二滑块22a设置在所述第二凹槽22b外侧,其长度与所述第二凹槽22b的长度一致;第二滑块22a上设置有第二凸起231b,第二凸起231b用于成型所述短围边013上的扣位015。模具开模时,所述第一滑块23a沿连接于所述前模板1的斜导柱滑动而远离所述成型腔。
46.本发明的注塑模具采用的第二滑块22a的长度等于短围边013的长度,增大所述第二滑块22a与所述短围边013的接触面积,使第二滑块22a抽离的瞬间利用其与短围边013之间的真空状态带动短围边013脱离所述后模具。
47.对于所述汽车薄壁中控侧板01上的筋位014,所述后模板2上还设置有第三凹槽22c、斜顶块25和第二直顶块24b;所述第三凹槽22c设置在所述后成型区21内,其用于成型所述汽车薄壁中控侧板01的筋位014;所述斜顶块25设置在所述第三凹槽22c的一侧,所述第二直顶块24b设置在所述第三凹槽22c的另一侧;所述斜顶块25上设置有第三凸起,其用于成型所述筋位014上的扣位015。所述第二直顶块24b通过直顶杆连接于所述顶针板,所述斜顶通过斜顶杆和斜顶座连接于所述顶针板。
48.所述第二直顶块24b设置于所述第三凹槽22c的侧面,顶出时筋位014与后模板2无抱紧力,避免抱紧力过大而导致在侧板本体011处出现顶白、顶穿的现象。
49.所述后模板2上还设置有第三直顶块24c,所述第三直顶块24c设置在所述后成型区21内,其用于与所述汽车薄壁中控侧板01的侧板本体011相抵。所述第三直顶块24c用于辅助顶出所述汽车薄壁中控侧板01,其正对侧板本体011上无筋位的位置设置。所述第三直顶块23c通过直顶杆连接于所述顶针板。
50.如图4所示,所述后成型区21内还设置有圈型凹槽26,其用于成型所述汽车薄壁中控侧板01上的定位环016。
51.所述注塑模具还包括多根顶针4,所述顶针4连接于所述顶针板;所述顶针4正对所述圈型凹槽26所围成的区域。
52.由于设置了所述圈型凹槽26,所述汽车薄壁中控侧板01上形成凸出的定位环016,顶针4在顶出过程中不会发生移位,避免顶针4沿侧板本体011横向移动而发生铲胶的现象。
53.所述顶针4的端面设置有凹凸特征41,所述凹凸特征41用于形成汽车薄壁中控侧板01上的凹凸花纹7。由于所述汽车薄壁中控侧板01上具有该凹凸花纹7,其在与顶针4接触的部位的强度得到增强,能够进一步避免顶针4顶穿侧板本体011。
54.如图5所示,所述前成型区11的周围设置有一圈排气镶件12。由于薄壁产品成型后很容易出现困气现象,产品表面会出现气纹,从而影响产品外观。因此需要在注塑过程中利用排气镶件12排气,随着胶料注入成型腔,成型腔内的空气迅速从各个方向的排气镶件12中排出,避免了困气现象。
55.本发明的汽车薄壁中控侧板的注塑模具的顶出原理如下:
56.注塑机开模,所述第一滑块23a和第二滑块22a随前模板1移动,向远离成型腔的方向移动,并在开始移动的瞬间将长围边012、短围边013带离后模板2。随后在侧板本体011对长围边012、短围边013的拉力作用下第一滑块23a、第二滑块22a与长围边012、短围边013分离;
57.斜顶块25、直顶块在所述顶针板的驱动下向前模板1的方向顶出,将汽车薄壁中控侧板01顶出。
58.在本发明的描述中,需要理解的是,术语“竖向”、“横向”、“前”、“后”、“左”、“右”、“垂直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
59.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本发明和简化描述,如没有另外声明,上述词语并没有特殊的含义。
60.本发明并不局限于上述实施方式,如果对本发明的各种改动或变形不脱离本发明的精神和范围,倘若这些改动和变形属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1