一种注吹成型装置和成型方法
1.本发明涉及塑料模具技术领域,特别是涉及一种注吹成型装置和成型方法。
背景技术:
2.随着塑料加工技术的发展,中空制品的需求量越来越大,中空制品广泛应用于食品、医药、化妆等多个领域。目前的中空成型方法主要为注吹成型和挤吹成型两种。
3.在传统的注吹成型技术中,通常先通过注塑模具加工出瓶胚,待瓶胚冷却定型后,将瓶胚取下再放入吹塑模具中,加热后通入压缩空气吹胀成型。
4.现有技术的注吹成型装置通常存在以下技术问题:
5.注塑和吹塑两个工位分别设置,在注塑模具中加工得到的瓶胚,需要取出并转移到吹塑模具中,转移后需要重新加热,延长了生产周期,工艺过程繁琐,难以实现自动化加工。
技术实现要素:
6.针对现有技术中存在的技术问题,本发明的目的之一是:提供一种注吹成型装置,将注塑和吹塑两个工位集于一体,注胚转移到吹塑工位后无需重新加热,提高了生产效率,有利于实现自动化加工。
7.针对现有技术中存在的技术问题,本发明的目的之二是:提供一种注吹成型方法。
8.为了达到上述目的,本发明采用如下技术方案:
9.一种注吹成型装置,包括机架和型芯;
10.型芯转动连接于机架;
11.型芯两侧分别设有注塑装置和吹塑装置;
12.机架上设有第一距离调节装置、第二距离调节装置和翻转装置;
13.第一距离调节装置用于调节型芯和注塑装置之间距离,以使型芯和注塑装置合模或分离;
14.注塑装置用于在型芯和注塑装置合模后注入高温熔体以在型芯上形成注胚;
15.翻转装置连接于型芯,用于翻转型芯以使型芯与吹塑装置对应;
16.第二距离调节装置用于调节型芯和吹塑装置之间距离,以使型芯和吹塑装置合模或分离;
17.吹塑装置用于向型芯上的注胚输入高压气体以制成吹塑制品。
18.进一步,机架滑动连接有中间板模架,翻转装置固接于中间板模架,型芯转动连接于中间板模架,第一距离调节装置固接于机架且连接中间板模架,用于驱使中间板模架朝注塑装置方向移动。
19.进一步,翻转装置包括伺服电机、第一锥齿轮和第二锥齿轮,伺服电机固接于中间板模架且连接于第一锥齿轮,用于驱动第一锥齿轮转动,第二锥齿轮转动连接于中间板模架且固接于型芯,第一锥齿轮和第二锥齿轮啮合传动。
20.进一步,中间板模架设有行程开关,行程开关设于第二锥齿轮一侧,第二锥齿轮设有触头,触头与行程开关对应设置。
21.进一步,吹塑装置包括第一吹塑模具和第二吹塑模具,第一吹塑模具和第二吹塑模具分别位于型芯两侧,第二距离调节装置连接于第一吹塑模具和第二吹塑模具,用于驱使第一吹塑模具和第二吹塑模具相向合模或背向开模。
22.进一步,机架固接有吹塑模座板,第一吹塑模具和第二吹塑模具分别滑动连接于吹塑模座板,吹塑模座板设有导向装置,导向装置的延伸方向与第一吹塑模具和第二吹塑模具的位移方向平行。
23.进一步,导向装置为吹塑模座板上的滑轨,第一吹塑模具和第二吹塑模具均设有与滑轨相匹配的导向块,导向块滑动连接于滑轨。
24.进一步,滑轨和导向块均为t字形结构。
25.进一步,型芯一侧设有导柱,注塑装置和吹塑装置均设有与导柱相配合的导套。
26.一种注吹成型方法,包括以下步骤,
27.第一距离调节装置调节型芯和注塑装置之间距离,使型芯和注塑装置合模;
28.注塑装置在型芯和注塑装置合模后注入高温熔体,在型芯上形成注胚;
29.第一距离调节装置调节型芯和注塑装置之间距离,使型芯和注塑装置合模;
30.翻转装置翻转型芯,定位后使型芯与吹塑装置对应;
31.第二距离调节装置调节型芯和吹塑装置之间距离,使型芯和吹塑装置合模;
32.吹塑装置向型芯上的注胚输入高压气体制成吹塑制品。
33.总的说来,本发明具有如下优点:
34.将注塑和吹塑两个工位集于一体,由于注塑装置和吹塑装置分别设于型芯两侧,通过翻转装置将型芯翻转,可使型芯在脱离注塑工位后,快速与吹塑装置对应。由于注胚在转移到吹塑工位过程中一直包覆在型芯上,无需设置额外机构来转移注胚,注胚转移到吹塑工位后无需重新加热,从而可一次性完成注塑和吹塑工艺,缩短产品的生产周期,提高了生产效率,保证了生产的连续自动化。
附图说明
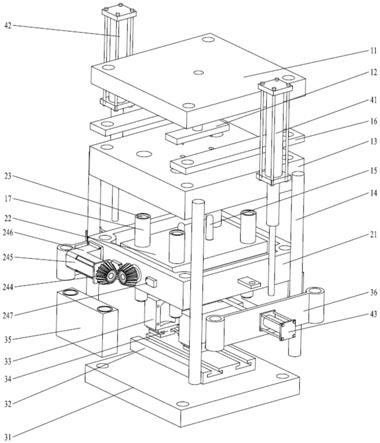
35.图1为本发明的立体结构示意图。
36.图2为本发明的中间板模架的立体结构示意图。
37.图3为本发明的吹塑装置的立体结构示意图。
38.附图标记:
39.11——注塑模座板,12——热流道板,13——注塑型腔板,14——导向杆,15——型芯,16——垫板,17——导套;
40.21——中间板模架,22——转动模板,23——导柱,241——转轴,242——止推轴承,243——轴承挡圈,244——锥齿轮组,245——减速箱,246——伺服电机,247——行程开关;
41.31——吹塑模座板,32——滑轨,33——吹塑模具,331——定位销,34——导向块,35——垫块,36——油缸固定板;
42.41——第一液压油缸,42——第二液压油缸,43——第三液压油缸,44——第四液
压油缸。
具体实施方式
43.下面来对本发明做进一步详细的说明。
44.如图1-图3所示,一种注吹成型装置,包括机架和型芯15;
45.型芯15转动连接于机架;
46.型芯15两侧分别设有注塑装置和吹塑装置;
47.机架上设有第一距离调节装置、第二距离调节装置和翻转装置;
48.第一距离调节装置用于调节型芯15和注塑装置之间距离,以使型芯15和注塑装置合模或分离;
49.注塑装置用于在型芯15和注塑装置合模后注入高温熔体以在型芯15上形成注胚;
50.翻转装置连接于型芯15,用于翻转型芯15以使型芯15与吹塑装置对应;
51.第二距离调节装置用于调节型芯15和吹塑装置之间距离,以使型芯15和吹塑装置合模或分离;
52.吹塑装置用于向型芯15上的注胚输入高压气体以制成吹塑制品。
53.工作时,首先使型芯15与注塑装置对应,然后利用第一距离调节装置缩小型芯15和注塑装置之间距离,使型芯15和注塑装置拼合。拼合后,注塑装置向注塑型腔注入高温熔体,并形成注胚包覆在型芯15上。然后利用第一距离调节装置增大型芯15和注塑装置之间距离,使型芯15和注塑装置分离。接着通过翻转装置翻转型芯15以使型芯15与吹塑装置对应。利用第二距离调节装置缩小型芯15和吹塑装置之间距离,使型芯15和吹塑装置拼合。拼合后,吹塑装置向型芯15上的注胚输入高压气体制成吹塑制品。最后通过第二距离调节装置增大型芯15和吹塑装置之间距离,使型芯15和吹塑装置分离,便可取出得到吹塑制品。
54.本实施例将注塑和吹塑两个工位集于一体,由于注塑装置和吹塑装置分别设于型芯15两侧,通过翻转装置将型芯15翻转,可使型芯15在脱离注塑工位后,快速与吹塑装置对应。由于注胚在转移到吹塑工位过程中一直包覆在型芯15上,无需设置额外机构来转移注胚,注胚转移到吹塑工位后无需重新加热,从而可一次性完成注塑和吹塑工艺,缩短产品的生产周期,提高了生产效率,保证了生产的连续自动化。
55.优选地,机架水平设置,注塑装置设于机架一端,中间板模架21滑动连接于机架中部,吹塑装置设于机架另一端。中间板模架21两侧均设有型芯15,第一距离调节装置驱使中间板模架21朝注塑装置方向移动,使型芯15与注塑装置拼合形成密闭空间,从而能够进行注塑动作。当注塑完成后,第一距离调节装置驱使中间板模架21背向注塑装置方向移动,使型芯15与注塑装置分离。然后翻转装置翻转型芯15,使型芯15与吹塑装置对应,以便进行下一步的吹塑动作。
56.具体地,注塑模座板11通过螺钉固定在机架(注塑机的固定板)上,注塑模座板11上设有四个导向孔,导向孔套接于机架的导向杆14。注塑型腔板13与注塑模座板11通过螺钉进行连接。
57.热流道是塑料熔体进入注塑型腔的流动路径,热流道板12周围设有加热装置,用以保证塑料熔体始终处于熔融状态,热流道喷嘴接入注塑型腔内,热流道板12与注塑模座板11通过螺钉进行连接,中间隔有垫板16。
58.中间板包括中间板模架21和转动模板22。中间板模架21通过导向杆14滑动连接于注塑机,型芯15所在的转动模板22安装在中间板模架21内,通过转轴241连接于中间板模架21上,在转轴241与转动模板22连接处安装有止推轴承242,止推轴承242一侧设有轴承挡圈243,止推轴承242用于承受轴向载荷力。转轴241通过伺服电机246驱动来旋转,伺服电机246和减速箱245连接在一起,减速箱245可增大伺服电机246的扭矩,通过减速箱245的输出轴连接锥齿轮组244,锥齿轮组244包括啮合传动的第一锥齿轮和第二锥齿轮,使得转动模板22转动。用于翻转型芯15的翻转装置可以采用多种现有技术。本实施例通过锥齿轮组244来翻转型芯15,容易改变传动方向,使得结构更加紧凑。
59.第一距离调节装置包括分别布置于中间板模架21两侧的第一液压油缸41和第二液压油缸42,第一液压油缸41和第二液压油缸42同时驱动中间板模架21运动,使中间板模架21实现靠近、远离注塑装置和吹塑装置的动作。
60.为了更好地控制翻转装置的翻转角度,本实例在中间板模架21设有行程开关247,行程开关247设于第二锥齿轮一侧,第二锥齿轮的转轴241上设有触头,触头与行程开关247对应设置。当伺服电机246驱动锥齿轮组244带动转轴241转动,型芯15也随之转动。转动180
°
后,触头触发行程开关247,行程开关247断开,使伺服电机246停止转动,型芯15随之在预定的位置处停止转动,实现了型芯15的翻转,方便分别与注塑装置或吹塑装置对应。
61.吹塑装置的吹塑模具33包括第一吹塑模具和第二吹塑模具,第一吹塑模具和第二吹塑模具分别位于型芯15两侧,优选地,第一吹塑模具和第二吹塑模具以型芯15为中心左右对称布置。导向杆14上套接有油缸固定板36,第二距离调节装置包括安装在油缸固定板36上的第三液压油缸43和第四液压油缸44,分别连接于第一吹塑模具和第二吹塑模具,同时驱动第一吹塑模具和第二吹塑模具的靠近和远离,实现吹塑模具33的开合模过程。当第一吹塑模具和第二吹塑模具相向移动时,第一吹塑模具和第二吹塑模具将合模抱紧套有注胚的型芯15从而形成封闭的吹塑型腔。型芯15上设置有吹气孔,注胚在吹塑型腔中被吹胀成型;当第一吹塑模具和第二吹塑模具背向移动时,吹塑型腔被打开,可以取出吹塑制品。
62.机架连接有吹塑模座板31,第一吹塑模具和第二吹塑模具分别滑动连接于吹塑模座板31。为了使吹塑型腔的开合模更加准确,吹塑模座板31设有导向装置,导向装置的延伸方向与第一吹塑模具和第二吹塑模具的移动方向平行。
63.具体地,导向装置为吹塑模座板31上的滑轨32,第一吹塑模具和第二吹塑模具均设有与滑轨32相匹配的导向块34,导向块34滑动连接于滑轨32,保证第一吹塑模具和第二吹塑模具的合模方向准确,第一吹塑模具和第二吹塑模具的分型面上设有定位销331,用以保证模具准确拼接。滑轨32两侧分别设有垫块35,垫块35保证了吹塑模座板31和中间板模架21之间的距离。
64.优选地,滑轨32和导向块34均为t字形结构,具有较大的接触面积,使得吹塑模具33在滑动过程中较为平稳,增加导向的稳定性和准确度。
65.注塑模座板11、中间板模架21、吹塑模座板31上分别设有导向孔,导向杆通过导向孔将各板连接在一起,保证各板可以精确配合,此外,导向杆具有一定的负载作用。
66.为了使型芯15分别与注塑装置和吹塑装置精准拼合,在转动模板22上设有导柱23,注塑型腔板13和吹塑模座板31上的垫块35均设有与导柱23相配合的导套17。
67.一种注吹成型方法,包括以下步骤,
68.第一距离调节装置调节型芯15和注塑装置之间距离,使型芯15和注塑装置合模;
69.注塑装置在型芯15和注塑装置合模后注入高温熔体,在型芯15上形成注胚;
70.第一距离调节装置调节型芯15和注塑装置之间距离,使型芯15和注塑装置合模;
71.翻转装置翻转型芯15,定位后使型芯15与吹塑装置对应;
72.第二距离调节装置调节型芯15和吹塑装置之间距离,使型芯15和吹塑装置合模;
73.吹塑装置向型芯15上的注胚输入高压气体制成吹塑制品。
74.具体的工作过程为,当开始注塑时,第一液压油缸41和第二液压油缸42推动中间板模架21接近注塑型腔板13,首先,转动模板22上的导柱23与注塑型腔板13上的导套17配合,保证移动方向正确,然后注塑型腔板13与转动模板22合模,注塑机注射的高温熔体通过热流道进入模腔内,待注胚稍微冷却定型后,第一液压油缸41和第二液压油缸42向相反方向推开中间板模架21,打开注塑模具,注胚包裹在型芯15上,当中间板模架21移动到指定位置,开模动作完成。
75.注塑装置开模后,中间板模架21需将注塑的一侧型芯15翻转到另一侧,首先,伺服电机246根据信号驱动转轴241运动,转动模板22随之转动,当转动半周后,行程开关247断开,此时伺服电机246不再工作,转动动作停止,型芯15运动到对应位置。
76.中间板模架21开始向注塑机移动板上的吹塑装置方向运动,首先,中间板模架21上的导柱23与吹塑模座板31上的导套17相配合,保证运动方向的准确性,然后,在第三液压油缸43和第四液压油缸44的驱动下,吹塑模具33沿着滑轨32运动,并与型芯15接触,吹塑模具33通过定位销331拼接合模后,形成了密闭容腔,此时,高压空气通过通道从型腔进入注胚,注胚被吹胀,通过吹塑型腔制成吹塑制品。
77.待吹塑制品冷却定型后,第三液压油缸43和第四液压油缸44驱动吹塑模具33开模远离型芯15,取出吹塑制品,之后,再进行注塑过程,中间板模架21继续向注塑型腔板13靠近,以完成下一轮注塑过程。
78.本实施例的注吹成型方法将注塑、吹塑两个工位集于一体,在注塑过程完成后注胚后立即旋转到吹塑工位上,注胚在转移过程中一直包覆在型芯15上,无需额外机构将注胚转移,也无需重新加热,从而保证了生产的连续自动化,可一次性完成注塑和吹塑工艺,缩短产品的生产周期。
79.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背向本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1