一种耐候耐温三层共挤膜的生产设备及其生产方法与流程
1.本发明涉及薄膜相关技术领域,特别涉及一种耐候耐温三层共挤膜的生产设备及其生产工艺。
背景技术:
2.目前,在薄膜生产中,现有设备结构及生产方法过于复杂,且不利于节能减排,无法解决国内加工温度差异大的几种物料共挤模内复合的难题,所生产的薄膜产品抗撕裂性能差,拉伸强度低,无法满足客户对薄膜产品耐候耐温的需求,实有必要提供一种耐候耐温三层共挤膜的生产设备及其生产方法来克服上述缺陷。
技术实现要素:
3.本发明的主要目的是克服现有技术中存在的不足,提供一种耐候耐温三层共挤膜的生产设备及其生产工艺,用来解决现有技术中的问题。
4.为实现上述目的,按照本发明提供的技术方案是:一种耐候耐温三层共挤膜生产设备,包括上料机构、挤出机组、成型机组、定型机组、检测机组及收卷组,所述上料机构包括上料机架,所述上料机架上设置有上料机架底板,所述上料机架底板四周设置有护栏,所述护栏内设置有上料底座,所述上料底座上从左往右依次设置有一层挤压电机、连接件、喂料机及hts75双螺杆挤出机,所述喂料机底部一侧设置有真空泵,所述hts75双螺杆挤出机右侧设置有第一换网过滤器,所述挤出机组包括sj180单螺杆挤出机及依sj180单螺杆挤出机左右两侧对称设置的第一sj120单螺杆挤出机及第二sj120单螺杆挤出机,所述hts75双螺杆挤出机右侧与sj180单螺杆挤出机左侧连接,所述sj180单螺杆挤出机右侧设置有第二换网过滤器,所述第一sj120单螺杆挤出机左侧设置有第一料斗及二层挤压电机,所述第一sj120单螺杆挤出机右侧设置有第三换网过滤器,所述第二sj120单螺杆挤出机左侧设置有第二料斗及三层挤压电机,所述第二sj120单螺杆挤出机右侧设置有第四换网过滤器,所述sj180单螺杆挤出机、第一sj120单螺杆挤出机及第二sj120单螺杆挤出机通过圆管及熔体泵计量器连接,所述熔体泵计量器底部设置有共挤模具,所述成型机组包括电器及其控制系统单元、控制柜及成型辊组,所述定型机组包括冷却定型辊组及固定架,所述检测机组包括检测平台及检测架,所述收卷组包括风送边料回收、双工位收卷机及卸卷装置。
5.作为本发明进一步的方案,其特征在于:所述挤出机组还包括挤出机组机架。
6.作为本发明进一步的方案,其特征在于:所述成型机组还包括成型机组机架。
7.作为本发明进一步的方案,其特征在于:所述成型辊组为恒温辊组。
8.作为本发明进一步的方案,其特征在于:所述冷却定型辊组为镜面钢辊。
9.作为本发明进一步的方案,其特征在于:所述卸卷装置为自动卸卷装置。
10.本发明还提供了一种耐候耐温三层共挤膜生产方法,包括以下步骤:
11.s1:将asa颗粒物料均匀搅拌;
12.s2:将均匀搅拌后的asa颗粒物料投放到喂料机中;
13.s3:启动一层挤压电机,将喂料机中的物料定量挤压到hts75双螺杆挤出机中进行塑化及混合;
14.s4:将完成塑化及混合后的物料通过第二换网过滤器挤出到sj180单螺杆挤出机中,由sj180单螺杆挤出机进行压缩后挤出,再经由换网过滤器进行过滤,得到共挤膜中间层的原料;
15.s5:将pmma或pvdfb颗粒物料均匀搅拌;
16.s6:将pmma或pvdfb均匀搅拌后的颗粒物料投放到第一料斗中;
17.s7:启动二层挤压电机,将第一料斗中的物料定量挤压到第一sj120单螺杆挤出机中进行塑化及混合;
18.s8:将完成塑化及混合后的物料由第一sj120单螺杆挤出机进行压缩后挤出,再经由第三换网过滤器进行过滤,得到共挤膜面层的原料;
19.s9:将pvc颗粒物料均匀搅拌;
20.s10:将均匀搅拌后的颗粒物料投放到第二料斗中;
21.s11:启动三层挤压电机,将第二料斗中的物料定量挤压到第二sj120单螺杆挤出机中进行塑化及混合;
22.s12:将完成塑化及混合后的物料由第二sj120单螺杆挤出机进行压缩后挤出,再经由第四换网过滤器进行过滤,得到共挤膜底层的原料;
23.s13:将所述步骤s4中得到的共挤膜中间层的原料、步骤s8中得到的共挤膜面层的原料及步骤s12中得到的共挤膜底层的原料由熔体泵计量器计量后挤到共挤模具的复合流道上。
24.s14:将所述步骤s13中复合流道上的3层原料进行复合挤出,流延到成型辊组上成型为耐候耐温三层共挤膜。
25.s15:将s14中成型后的耐候耐温三层共挤膜流延到冷却定型辊组上冷却至常温。
26.s16:冷却后的耐候耐温三层共挤膜再经过检测平台进行人工检测。
27.s17:将所述步骤s16中检测合格的耐候耐温三层共挤膜流延到风送边料回收进行边料切除及边料回收。
28.s18:将所述步骤s17中边料切除后的耐候耐温三层共挤膜通过双工位收卷机进行收卷。
29.s19:将所述步骤s16中收卷完成的耐候耐温三层共挤膜通过卸卷装置进行卸卷,完成耐候耐温三层共挤膜的生产。
30.作为本发明进一步的方案,其特征在于:所述步骤s16中的人工检测为对冷却后的耐候耐温三层共挤膜的厚度的检测。
31.作为本发明进一步的方案,其特征在于:所述厚度的检测用具包括含有磁性测厚法、放射测厚法、电解测厚法,涡流测厚法、或超声波测厚法功能的测厚仪。
32.与现有技术相比,本发明有益效果:
33.本耐候耐温三层共挤膜的生产设备通过设置有上料机构、挤出机组、成型机组、定型机组、检测机组及收卷组,所述上料机构包括上料机架,所述上料机架上设置有上料机架底板,所述上料机架底板四周设置有护栏,所述护栏内设置有上料底座,所述上料底座上从左往右依次设置有一层挤压电机、连接件、喂料机及hts75双螺杆挤出机,所述喂料机底部
一侧设置有真空泵,所述hts75双螺杆挤出机右侧设置有第一换网过滤器,所述挤出机组包括sj180单螺杆挤出机及依sj180单螺杆挤出机左右两侧对称设置的第一sj120单螺杆挤出机及第二sj120单螺杆挤出机,所述hts75双螺杆挤出机右侧与sj180单螺杆挤出机左侧连接,所述sj180单螺杆挤出机右侧设置有第二换网过滤器,所述第一sj120单螺杆挤出机左侧设置有第一料斗及二层挤压电机,所述第一sj120单螺杆挤出机右侧设置有第三换网过滤器,所述第二sj120单螺杆挤出机左侧设置有第二料斗及三层挤压电机,所述第二sj120单螺杆挤出机右侧设置有第四换网过滤器,所述sj180单螺杆挤出机、第一sj120单螺杆挤出机及第二sj120单螺杆挤出机通过圆管及熔体泵计量器连接,所述熔体泵计量器底部设置有共挤模具,所述成型机组包括电器及其控制系统单元、控制柜及成型辊组,所述定型机组包括冷却定型辊组及固定架,所述检测机组包括检测平台及检测架,所述收卷组包括风送边料回收、双工位收卷机及卸卷装置,生产时,将asa颗粒、pmma或pvdfb颗粒、pvc颗粒物料通过塑化、混合后经挤出机组完成挤出、压缩及过滤,分别得到共挤膜中间层、面层和底层的原料,将所有原料计量后挤到共挤模具进行复合,并按顺序进行成型、冷却、人工检测、边料切除、边料回收、收卷、卸卷,完成耐候耐温三层共挤膜的生产。该设备结构简单且利于节能减排,生产方法简洁,达到了解决国内加工温度差异大的几种物料共挤模内复合的难题,所生产的薄膜产品具有优秀的抗撕裂性能,拉伸强度高,满足了客户对薄膜产品的耐候耐温需求的有益效果。
附图说明
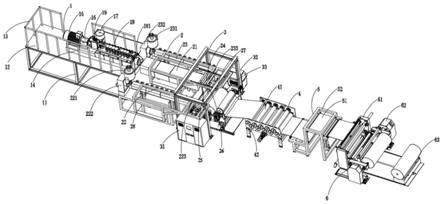
34.图1为本发明一种耐候耐温三层共挤膜的生产设备的立体结构示意图;
35.图2为本发明一种耐候耐温三层共挤膜的生产设备之上料机构的立体结构示意图;
36.图3为本发明一种耐候耐温三层共挤膜的生产设备之挤出机组的立体结构示意图;
37.图4为本发明一种耐候耐温三层共挤膜的生产设备之成型机组的立体结构示意图;
38.图5为本发明一种耐候耐温三层共挤膜的生产设备之定型机组的立体结构示意图;
39.图6为本发明一种耐候耐温三层共挤膜的生产设备之检测机组的立体结构示意图;
40.图7为本发明一种耐候耐温三层共挤膜的生产设备之收卷组的立体结构示意图;
41.图例中元件说明:1-上料机构;11-上料机架;12-上料机架底板;13-护栏;14-上料底座;15-一层挤压电机;16-连接件;17-喂料机;18-hts75双螺杆挤出机;181-第一换网过滤器;19-真空泵;2-挤出机组;21-sj180单螺杆挤出机;22-第一sj120单螺杆挤出机;221-第一料斗;222-二层挤压电机;223-第三换网过滤器;23-第二sj120单螺杆挤出机;231-第二料斗;232-三层挤压电机;233-第四换网过滤器;24-第二换网过滤器;25-圆管;26-熔体泵计量器;27-共挤模具;28-挤出机组机架;3-成型机组;31-电器及其控制系统单元;32-控制柜;33-成型辊组;34-成型机组机架;4-定型机组;41-冷却定型辊组;42-固定架;5-检测机组;51-检测平台;52-检测架;6-收卷组;61-风送边料回收;62-双工位收卷机;63-卸卷装
置。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.请参看图1-7,本发明实施例中,一种耐候耐温三层共挤膜生产设备,包括上料机构1、挤出机组2、成型机组3、定型机组4、检测机组5及收卷组6,所述上料机构1包括上料机架11,所述上料机架11上设置有上料机架底板12,所述上料机架底板12四周设置有护栏13,所述护栏13内设置有上料底座14,所述上料底座14上从左往右依次设置有一层挤压电机15、连接件16、喂料机17及hts75双螺杆挤出机18,所述喂料机17底部一侧设置有真空泵19,所述hts75双螺杆挤出机18右侧设置有第一换网过滤器181,所述挤出机组2包括sj180单螺杆挤出机21及依sj180单螺杆挤出机21左右两侧对称设置的第一sj120单螺杆挤出机22及第二sj120单螺杆挤出机23,所述hts75双螺杆挤出机18右侧与sj180单螺杆挤出机21左侧连接,所述sj180单螺杆挤出机21右侧设置有第二换网过滤器24,所述第一sj120单螺杆挤出机22左侧设置有第一料斗221及二层挤压电机222,所述第一sj120单螺杆挤出机22右侧设置有第三换网过滤器223,所述第二sj120单螺杆挤出机23左侧设置有第二料斗231及三层挤压电机232,所述第二sj120单螺杆挤出机23右侧设置有第四换网过滤器233,所述sj180单螺杆挤出机21、第一sj120单螺杆挤出机22及第二sj120单螺杆挤出机23通过圆管25及熔体泵计量器26连接,所述熔体泵计量器26底部设置有共挤模具27,所述成型机组3包括电器及其控制系统单元31、控制柜32及成型辊组33,所述定型机组4包括冷却定型辊组41及固定架42,所述检测机组5包括检测平台51及检测架52,所述收卷组6包括风送边料回收61、双工位收卷机62及卸卷装置63。该设备结构简单且利于节能减排,所生产的薄膜产品具有优秀的抗撕裂性能,拉伸强度高,满足了客户对薄膜产品的耐候耐温需求。
44.优选的,上述的一种耐候耐温三层共挤膜的生产设备,所述挤出机组2还包括挤出机组机架28。机架28用于支撑和固定挤出机组2上的各个部分进行工作。
45.优选的,上述的一种耐候耐温三层共挤膜的生产设备,所述成型机组3还包括成型机组机架34。成型机组机架34用于支撑和固定成型机组3上的各个部分进行工作。
46.优选的,上述的一种耐候耐温三层共挤膜的生产设备,所述成型辊组33为恒温辊组。恒温辊组更利于提高设备整体的可靠性,使生产出来的耐候耐温三层共挤膜各个部位的内部结构均匀一致,保证了所生产的薄膜产品的高品质特性。
47.优选的,上述的一种耐候耐温三层共挤膜的生产设备,所述冷却定型辊组41为镜面钢辊。镜面钢辊具有优秀的散热性能,散热效果均匀。
48.优选的,上述的一种耐候耐温三层共挤膜的生产设备,所述卸卷装置63为自动卸卷装置。自动卸卷装置,不仅节约人工成本还利于提高工作效率。
49.本发明还提供了一种耐候耐温三层共挤膜生产方法,包括以下步骤:
50.s1:将asa颗粒物料均匀搅拌;
51.s2:将均匀搅拌后的asa颗粒物料投放到喂料机17中;
52.s3:启动一层挤压电机15,将喂料机中的物料定量挤压到hts75双螺杆挤出机18中进行塑化及混合;
53.s4:将完成塑化及混合后的物料通过第二换网过滤器24挤出到sj180单螺杆挤出机21中,由sj180单螺杆挤出机21进行压缩后挤出,再经由换网过滤器24进行过滤,得到共挤膜中间层b的原料;
54.s5:将pmma或pvdfb颗粒物料均匀搅拌;
55.s6:将pmma或pvdfb均匀搅拌后的颗粒物料投放到第一料斗221中;
56.s7:启动二层挤压电机222,将第一料斗221中的物料定量挤压到第一sj120单螺杆挤出机22中进行塑化及混合;
57.s8:将完成塑化及混合后的物料由第一sj120单螺杆挤出机22进行压缩后挤出,再经由第三换网过滤器223进行过滤,得到共挤膜面层a的原料;
58.s9:将pvc颗粒物料均匀搅拌;
59.s10:将均匀搅拌后的颗粒物料投放到第二料斗231中;
60.s11:启动三层挤压电机232,将第二料斗231中的物料定量挤压到第二sj120单螺杆挤出机23中进行塑化及混合;
61.s12:将完成塑化及混合后的物料由第二sj120单螺杆挤出机23进行压缩后挤出,再经由第四换网过滤器233进行过滤,得到共挤膜底层c的原料;
62.s13:将所述步骤s4中得到的共挤膜中间层b的原料、步骤s8中得到的共挤膜面层a的原料及步骤s12中得到的共挤膜底层c的原料由熔体泵计量器26计量后挤到共挤模具27的复合流道上。
63.s14:将所述步骤s13中复合流道上的3层原料进行复合挤出,流延到成型辊组33上成型为耐候耐温三层共挤膜。
64.s15:将s14中成型后的耐候耐温三层共挤膜流延到冷却定型辊组41上冷却至常温。
65.s16:冷却后的耐候耐温三层共挤膜再经过检测平台51进行人工检测。
66.s17:将所述步骤s16中检测合格的耐候耐温三层共挤膜流延到风送边料回收61进行边料切除及边料回收。
67.s18:将所述步骤s17中边料切除后的耐候耐温三层共挤膜通过双工位收卷机62进行收卷。
68.s19:将所述步骤s16中收卷完成的耐候耐温三层共挤膜通过卸卷装置63进行卸卷,完成耐候耐温三层共挤膜的生产。
69.优选的,上述的一种耐候耐温三层共挤膜生产方法,所述步骤s16中的人工检测为对冷却后的耐候耐温三层共挤膜的厚度的检测。厚度的检测便于检验所生产的薄膜产品是否符合其厚度范围。
70.优选的,上述的一种耐候耐温三层共挤膜生产方法,所述厚度的检测用具包括含有磁性测厚法、放射测厚法、电解测厚法,涡流测厚法、或超声波测厚法功能的测厚仪。
71.综上所述:本耐候耐温三层共挤膜的生产设备,通过有上料机构1、挤出机组2、成型机组3、定型机组4、检测机组5及收卷组6,所述上料机构1包括上料机架11,所述上料机架11上设置有上料机架底板12,所述上料机架底板12四周设置有护栏13,所述护栏13内设置
有上料底座14,所述上料底座14上从左往右依次设置有一层挤压电机15、连接件16、喂料机17及hts75双螺杆挤出机18,所述喂料机17底部一侧设置有真空泵19,所述hts75双螺杆挤出机18右侧设置有第一换网过滤器181,所述挤出机组2包括sj180单螺杆挤出机21及依sj180单螺杆挤出机21左右两侧对称设置的第一sj120单螺杆挤出机22及第二sj120单螺杆挤出机23,所述hts75双螺杆挤出机18右侧与sj180单螺杆挤出机21左侧连接,所述sj180单螺杆挤出机21右侧设置有第二换网过滤器24,所述第一sj120单螺杆挤出机22左侧设置有第一料斗221及二层挤压电机222,所述第一sj120单螺杆挤出机22右侧设置有第三换网过滤器223,所述第二sj120单螺杆挤出机23左侧设置有第二料斗231及三层挤压电机232,所述第二sj120单螺杆挤出机23右侧设置有第四换网过滤器233,所述sj180单螺杆挤出机21、第一sj120单螺杆挤出机22及第二sj120单螺杆挤出机23通过圆管25及熔体泵计量器26连接,所述熔体泵计量器26底部设置有共挤模具27,所述成型机组3包括电器及其控制系统单元31、控制柜32及成型辊组33,所述定型机组4包括冷却定型辊组41及固定架42,所述检测机组5包括检测平台51及检测架52,所述收卷组6包括风送边料回收61、双工位收卷机62及卸卷装置63。生产时,将asa颗粒、pmma或pvdfb颗粒、pvc颗粒物料通过塑化、混合后经挤出机组完成挤出、压缩及过滤,分别得到共挤膜中间层、面层和底层的原料,将所有原料计量后挤到共挤模具进行复合,并按顺序进行成型、冷却、人工检测、边料切除、边料回收、收卷、卸卷,完成耐候耐温三层共挤膜的生产。该设备结构简单且利于节能减排,生产方法简洁,解决了国内加工温度差异大的几种物料共挤模内复合的难题,所生产的薄膜产品具有优秀的抗撕裂性能,拉伸强度高,满足了客户对薄膜产品的耐候耐温需求。
72.以上详细说明针对本发明之一可行实施例之具体说明,惟实施例并非用以限制本发明的专利范围,凡未脱离本发明技艺精神所为之等效实施或变更,均应包含于本案之专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1