一种长纤维增强热塑性塑料挤出模压制备方法与流程
1.本发明涉及一种长纤维增强热塑性塑料挤出模压制备方法,属于高分子材料技术领域。
背景技术:
2.长纤维增强热塑性复合材料(lft)是长纤维经过专用的模具浸渍专用的树脂体系,得到被树脂充分浸润的长条,然后根据需要切成合适的长度。lft现已形成两大技术路线,一个是造粒技术(lft-g)、另一个是在线配混成型技术(lft-d)。
3.lft-d在线模压成型装备技术一次性投资和占地面积大,生产灵活性较差。产品综合性能好,纤维整体成网状分布,80%纤维长度大于30mm,部分在40mm以上,最终制品纤维长度一般在10mm,模压制品性能比lft-g高30%左右。但由于纤维长,纤维形成的网状不利于纤维增强热塑性复合材料在模压成型过程中流动,该技术对于结构复杂、流动比较大、有较多网孔的制件难于成型。
4.lft-g挤出模压成型装备技术一次性投资和占地面积相对较小,生产灵活。虽然纤维整体成网状分布,但纤维长度小于10mm,纤维增强热塑性复合材料在模压成型过程中流动性好,能够模压成型各种结构、形状的制品。但最终制品玻纤长度一般在2mm,产品综合性能相对于lft-d在线模压技术低约30%左右。
技术实现要素:
5.本发明提出了一种新的长纤维增强热塑性塑料挤出模压制备方法,这种方法充分利用lft-d与lft-g技术的优势,通过双侧喂料双螺杆挤出方式即可加工得到长纤维增强热塑性塑料,将lft-d在线模压成型装备技术与lft-g挤出模压成型装备技术优势融于一体,规避二者的不足。
6.一种长纤维增强热塑性塑料挤出模压制备方法,包括如下步骤:
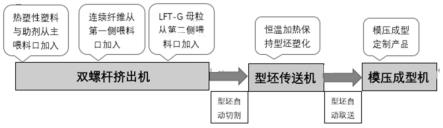
7.通过双侧喂料双螺杆挤出机的主喂料口加入热塑性塑料;
8.通过第一侧喂料口加入长纤维;
9.通过第二侧喂料口加入lft-g母粒;
10.挤出加工后,得到长纤维增强热塑性塑料;
11.其中,第二侧喂料口的位置位于第一侧喂料口的后段。
12.所述的lft-g母粒中的玻纤含量45-75%。
13.所述的长纤维选自玻璃纤维或者碳纤维。
14.所述的长纤维的长度是10-30mm,直径可以在0.5-5μm之间。
15.所述的双侧喂料双螺杆挤出机的长径比可以控制在30-54之间。
16.所述的长纤维的表面包覆有热塑性弹性体。
17.所述的热塑性弹性体是乙烯-1-辛烯共聚物。
18.所述的双侧喂料双螺杆挤出机共10-20节机筒。
19.所述的第一侧喂料口设于第5-7节机筒位置;所述的第二侧喂料口设于第7-9节机筒位置。
20.在第一侧喂料口的后段机筒中,对应的螺杆螺纹套采用30
°‑
90
°
的相互组合的啮合块。
21.在第二侧喂料口的后段机筒中,对应的螺杆螺纹套用不同导程的螺纹块组合。
22.所述的制备方法得到的热塑性塑料中包含按重量份计的:热塑性塑料100份、连续纤维5-25份、lft-g母粒5-10份、助剂1-5份。
23.所述的热塑性塑料选自聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚甲醛,聚碳酸酯,聚酰胺、丙烯酸类塑料、其它聚烯烃及其共聚物、聚砜、聚苯醚。
24.所述的助剂选自填料、热塑性弹性体、橡胶、润滑剂、热稳定剂、发泡剂、防老化剂、光稳定剂、抗氧化剂、抗uv稳定剂、抗水解剂、着色剂、抗菌剂、阻燃剂、抗静电剂、偶联剂、相容剂、成核剂、防雾剂等。
25.有益效果
26.1)这种方法充分利用lft-d与lft-g技术的优势,通过双侧喂料双螺杆挤出方式即可加工得到长纤维增强热塑性塑料。
27.2)通过调控加料位置,使得连续纤维有效地被分散剪切、能够与lft-g母粒更好的融合,提高材料的力学性能。
28.3)通过对玻璃纤维的表面预浸渍热塑性弹性体,使其更易分散以及与聚合物母粒的相容。
29.4)将lft-d在线模压成型装备技术与lft-g挤出模压成型装备技术优势融于一体。
附图说明
30.图1是本专利的加工路线示意图;
31.图2是挤出机的温控区示意图;
32.图3是制备得到的长纤维的sem照片。
具体实施方式
33.本发明所进行张纤维增强热塑性塑料的生产方法,是利用了双侧喂料双螺杆挤出机进行加工,这里的双侧喂料双螺杆挤出机的长径比可以控制在30-54之间;并且将第一侧喂料口于加入连接纤维,并且于第二侧喂料口加入lft(长纤维增强热塑性塑料);
34.在进行加料时,通过主喂料口加入热塑性塑料以及助剂,这里的热塑性塑料包括但不限于:聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚甲醛,聚碳酸酯,聚酰胺、丙烯酸类塑料、其它聚烯烃及其共聚物、聚砜、聚苯醚。这里所使用的助剂包括但不限于:填料、热塑性弹性体、橡胶、润滑剂、热稳定剂、发泡剂、防老化剂、光稳定剂、抗氧化剂、抗uv稳定剂、抗水解剂、着色剂、抗菌剂、阻燃剂、抗静电剂、偶联剂、相容剂、成核剂、防雾剂等。
35.其中,第一侧喂料口应该位于第二侧喂料口的前段(更靠近主喂口的一侧),在加料后可以先初步使纤维分散、剪切;而第二侧喂料口中再加入lft母粒(纤维含量45-65%左右)后,能够立即与分散均匀的连续纤维进行混合。当采用主机l/d=48,共12节筒体时,可以将第一侧喂料口设于第5-7节机筒位置,第二侧喂料口设于第7-9节机筒位置。
36.在第一侧喂料口的后段(远离主喂料口的一侧)机筒中,对应的螺杆螺纹套采用30
°
、45
°
、60
°
、90
°
啮合块根据需要进行不同组合,有效控制连续纤维被适当剪切后的长度。
37.在第二侧喂料口的后段机筒中,对应的螺杆螺纹套主要用不同导程的螺纹块组合,主要起到塑化混合作用,将第2侧喂料口的lft母粒熔融塑化,并与挤出机前端的纤维增强塑料熔体均匀混合,实现从机头口模挤出的纤维增强塑料熔体中的部分纤维长度达到30mm以上。这一段的机筒中,可根据目标制件的结构、形状、尺寸大小、厚薄、性能等因素,调节连续玻纤与lft母粒的比例满足其不同的要求。
38.在连续纤维加入口中所加入的纤维料,可以是采用玻璃纤维、碳纤维等长纤维,长纤的直径可以在0.5-5μm之间,其中所采用的玻璃纤维可以是长玻璃纤维,其长度为10-30mm。为了使玻纤加入后,能够有效地分散和切断,并在后续能够与lft-g母粒更好地融合,最好是使用经过了热塑性弹性体包覆的玻璃纤维。这里所使用的热塑性弹性体可以是乙烯-1-辛烯共聚物(poe),通过浸渍法对玻璃纤维进行包覆。
39.在上述的加工方法中,各原料的重量比可以是:热塑性塑料100份、连续纤维5-25份、lft-g母粒5-10份、助剂1-5份。
40.以下的实施例中所采用的聚丙烯是k8003,助剂采用了抗氧化剂1010,相容剂采用了马来酸酐接枝聚丙烯200b,lft-g母粒是由聚丙烯和玻璃纤维加工得到,其中玻纤含量60%。
41.实施例1
42.如图2所示,采用双侧喂料双螺杆挤出机主机l/d=48,共12节筒体,第1节筒体不加热,筒体采用优质耐高温400度铸铜加热器,所有筒体均采用水冷却。第1节为开口主喂料筒体、第6节为开口侧位筒体、第8节为开口侧位筒体、第11节为真空排气口、其余为封闭筒体,机头为一字型平板口模。共分12区温控。
43.按照重量比热塑性塑料100份、10-30mm玻璃纤维8份、lft-g母粒6份、抗氧化剂1份、相容剂1份进行备料。连续无碱玻璃纤维和助剂混合后从主喂料口加入,连续无碱玻璃纤维和lft-g母粒分别从第6节和第8节筒体加入,各区控制温度是0℃、160℃、220℃、230℃、230℃、230℃、230℃、230℃、230℃、230℃、220℃、220℃。挤出后得到长玻璃纤维增强聚丙烯材料。
44.实施例2
45.如图2所示,采用双侧喂料双螺杆挤出机主机l/d=48,共12节筒体,第1节筒体不加热,筒体采用优质耐高温400度铸铜加热器,所有筒体均采用水冷却。第1节为开口主喂料筒体、第6节为开口侧位筒体、第8节为开口侧位筒体、第11节为真空排气口、其余为封闭筒体,机头为一字型平板口模。共分12区温控。
46.按照重量比热塑性塑料100份、10-30mm玻璃纤维16份、lft-g母粒6份、抗氧化剂1份、相容剂1份进行备料。连续无碱玻璃纤维和助剂混合后从主喂料口加入,连续无碱玻璃纤维和lft-g母粒分别从第6节和第8节筒体加入,各区控制温度是0℃、160℃、220℃、230℃、235℃、235℃、235℃、235℃、235℃、230℃、225℃、220℃。挤出后得到长玻璃纤维增强聚丙烯材料。
47.实施例3
48.如图2所示,采用双侧喂料双螺杆挤出机主机l/d=48,共12节筒体,第1节筒体不
加热,筒体采用优质耐高温400度铸铜加热器,所有筒体均采用水冷却。第1节为开口主喂料筒体、第6节为开口侧位筒体、第8节为开口侧位筒体、第11节为真空排气口、其余为封闭筒体,机头为一字型平板口模。共分12区温控。
49.按照重量比热塑性塑料100份、10-30mm玻璃纤维24份、lft-g母粒6份、抗氧化剂1份、相容剂1份进行备料。连续无碱玻璃纤维和助剂混合后从主喂料口加入,连续无碱玻璃纤维和lft-g母粒分别从第6节和第8节筒体加入,各区控制温度是0℃、160℃、225℃、240℃、240℃、240℃、240℃、240℃、235℃、235℃、230℃、220℃。挤出后得到长玻璃纤维增强聚丙烯材料。
50.实施例4
51.如图2所示,采用双侧喂料双螺杆挤出机主机l/d=48,共12节筒体,第1节筒体不加热,筒体采用优质耐高温400度铸铜加热器,所有筒体均采用水冷却。第1节为开口主喂料筒体、第6节为开口侧位筒体、第8节为开口侧位筒体、第11节为真空排气口、其余为封闭筒体,机头为一字型平板口模。共分12区温控。
52.将10-30mm玻璃纤维浸渍于含有5%的乙烯-1-辛烯共聚物的乙酸乙酯溶液中,取出后自然晾干,得到的复合长玻纤维的断面sem照片如图3所示;再按照重量比热塑性塑料100份、复合玻璃纤维8份、lft-g母粒6份、抗氧化剂1份、相容剂1份进行备料。连续无碱玻璃纤维和助剂混合后从主喂料口加入,连续无碱玻璃纤维和lft-g母粒分别从第6节和第8节筒体加入,各区控制温度是0℃、160℃、220℃、230℃、230℃、230℃、230℃、230℃、230℃、230℃、225℃、220℃。挤出后得到长玻璃纤维增强聚丙烯材料。
53.实施例5
54.如图2所示,采用双侧喂料双螺杆挤出机主机l/d=48,共12节筒体,第1节筒体不加热,筒体采用优质耐高温400度铸铜加热器,所有筒体均采用水冷却。第1节为开口主喂料筒体、第6节为开口侧位筒体、第8节为开口侧位筒体、第11节为真空排气口、其余为封闭筒体,机头为一字型平板口模。共分12区温控。
55.将10-30mm玻璃纤维浸渍于含有5%的乙烯-1-辛烯共聚物的乙酸乙酯溶液中,取出后自然晾干;再按照重量比热塑性塑料100份、复合玻璃纤维16份、lft-g母粒6份、抗氧化剂1份、相容剂1份进行备料。连续无碱玻璃纤维和助剂混合后从主喂料口加入,连续无碱玻璃纤维和lft-g母粒分别从第6节和第8节筒体加入,各区控制温度是0℃、160℃、225℃、235℃、235℃、235℃、235℃、235℃、230℃、230℃、220℃、220℃。挤出后得到长玻璃纤维增强聚丙烯材料。
56.实施例6
57.如图2所示,采用双侧喂料双螺杆挤出机主机l/d=48,共12节筒体,第1节筒体不加热,筒体采用优质耐高温400度铸铜加热器,所有筒体均采用水冷却。第1节为开口主喂料筒体、第6节为开口侧位筒体、第8节为开口侧位筒体、第11节为真空排气口、其余为封闭筒体,机头为一字型平板口模。共分12区温控。
58.将10-30mm玻璃纤维浸渍于含有5%的乙烯-1-辛烯共聚物的乙酸乙酯溶液中,取出后自然晾干;再按照重量比热塑性塑料100份、复合玻璃纤维24份、lft-g母粒6份、抗氧化剂1份、相容剂1份进行备料。连续无碱玻璃纤维和助剂混合后从主喂料口加入,连续无碱玻璃纤维和lft-g母粒分别从第6节和第8节筒体加入,各区控制温度是0℃、160℃、230℃、240
℃、240℃、240℃、240℃、240℃、235℃、230℃、225℃、220℃。挤出后得到长玻璃纤维增强聚丙烯材料。
59.对照例1
60.本对照例中采用的聚丙烯材料组成与实施例1相同,区别在于通过lft-g挤出模压成型制备得到。
61.对照例2
62.本对照例中采用的聚丙烯材料组成与实施例1相同,区别在于通过本对照例中lft-d在线模压成型制备得到。
63.对照例3
64.与实施例1的区别在于:第6节机筒中加入lft-母粒,在第8节机筒中加入长玻纤维。
65.lft-g、lft-d及本专利工艺的长玻纤增强pp性能。
[0066][0067]
lft-g、lft-d及本专利注塑制品中玻纤长度分布
[0068][0069][0070]
通过上表可以看出,通过对照例1-2和实施例1的对比,本发明中通过采用双侧喂料的方式,有效地将lft-g母粒与长玻纤维的优点进行复合,通过设置双侧喂料分别加入长玻纤维和lft-g母粒,能够连续性地将长纤维和lft-g母粒进行融合,获得长纤维增强热塑性塑料,克服了单一的lft-d或者lft-g方法的问题;通过对照例3和实施例1的对比可以看出,由于将长纤维的加料位置后移,不能有效地将长玻纤维分散,虽然其纤维长度略有增加,但是仍然导致材料的力学性能的不足;通过实施例1-3和实施例4-6的对比可以看出,由
于在长玻纤维的表面先包覆一层热塑性材料后,可以使其更好地剪切分散,同时能够与母粒进行融合,使材料性能得到提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1