一种薄壁型聚丙烯杯体的成型工艺及其成型生产线的制作方法
1.本发明属于高分子材料的新型加工和应用技术领域,特别涉及一种薄壁型聚丙烯杯体的成型工艺。本发明还涉及一种薄壁型聚丙烯杯体的成型工艺的成型生产线。
背景技术:
2.高分子包装新材料制备技术是《国家重点支持的高新技术领域》项目,在食品包装领域,综合考虑到成本性、耐热性、耐冲击性、环保性、易加工性等特点,聚丙烯产品成为目前食品容器的首选材料。
3.由于目前国内外卖市场的蓬勃发展,国内生产薄壁注塑类食品包装专用料的厂家逐步增多,该类产品的市场投放量增加较快,但是奶茶杯专用料作为薄壁注塑产品中的小众产品,属于薄壁注塑专用料的市场细分,现有的生产厂家在生产薄壁型杯体的过程中,受制于生产技术的限制,造成薄壁型杯体目前仍然过多的依靠人工进行,在自动化生产制造越来越融入生产制造企业的当今,人工的生产方式已经不适用于企业大规模生产。
4.因此,亟需一种能够适应薄壁型杯体成型的生产线及其制备工艺。
技术实现要素:
5.发明目的:为了克服以上不足,本发明的目的是提供一种薄壁型聚丙烯杯体的成型工艺,解决了现有技术中的薄壁型成型杯体的工艺不适用于自动化的生产的需要的问题。
6.技术方案:一种薄壁型聚丙烯杯体的成型工艺,包括杯体注塑机、杯体注塑模具、杯体取料单元、杯体输送带、杯体传送单元和杯体推料输送单元,所述杯体注塑模具设置在杯体注塑机上,所述杯体注塑模具可进行杯体的注塑成型,所述杯体取料单元设置在杯体注塑机的一侧,并且杯体取料单元可将杯体注塑模具上的杯体放置在杯体输送带的起始端上,所述杯体传送单元可将杯体输送带末端上的杯体传送至杯体推料输送单元上。
7.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述杯体取料单元包括取料支撑架体、竖直驱动装置、水平驱动装置、取料机器人和杯体取料吸嘴,所述竖直驱动装置设置在取料支撑架体上,所述水平驱动装置和竖直驱动装置连接,所述取料机器人和水平驱动装置连接,所述竖直驱动装置和水平驱动装置可分别驱动取料机器人在竖直和水平方向移动,所述杯体取料吸嘴和取料机器人连接,并且杯体取料吸嘴可吸附住杯体注塑模具上的杯体。
8.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述竖直驱动装置包括竖直驱动电机、竖直驱动主动轮、齿轮带一、竖直驱动从动轮、竖直驱动丝杆、一组丝杆螺母一、竖直导向滑板、两条平行设置的竖直导轨和竖直支撑板,所述竖直驱动电机和竖直驱动主动轮连接,所述竖直驱动主动轮通过齿轮带一和竖直驱动从动轮连接,所述竖直驱动从动轮和竖直驱动丝杆通过键连接,所述一组丝杆螺母一和竖直驱动丝杆螺纹连接,所述两条平行设置的竖直导轨和竖直驱动丝杆的轴线方向平行设置,并且两条平行设置的竖直导轨
分别位于竖直驱动丝杆的两侧,所述竖直导向滑板和两条平行设置的竖直导轨滑动连接,所述竖直支撑板与一组丝杆螺母一和竖直导向滑板固定连接,所述水平驱动装置设置在竖直支撑板上。
9.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述水平驱动装置包括水平驱动电机、水平驱动丝杆、一组丝杆螺母二、水平导向滑板、两条平行设置的水平导轨和水平支撑板,所述水平驱动电机和水平驱动丝杆均设置在竖直支撑板上,并且水平驱动电机的转轴和水平驱动丝杆连接,所述一组丝杆螺母二和水平驱动丝杆螺纹连接,所述两条平行设置的水平导轨和水平驱动丝杆的轴线方向平行,并且两条平行设置的水平导轨分别位于水平驱动丝杆的两侧,所述水平导向滑板和两条平行设置的水平导轨滑动连接,所述水平支撑板与一组丝杆螺母二和水平导向滑板固定连接,所述取料机器人设置在水平支撑板上。
10.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述杯体传送单元包括传送龙门架体、环形输送带和一组杯体传送夹具,所述环形输送带设置在传送龙门架体上,所述传送龙门架体的一端位于杯体输送带末端位置处,并且传送龙门架体的另一端位于杯体推料输送单元的一侧,所述一组杯体传送夹具间隔均匀的设置在环形输送带上,并且环形输送带可驱动一组杯体传送夹具循环传动,所述杯体传送夹具位于杯体输送带的上方,所述杯体传送夹具可吸附杯体输送带末端的杯体。
11.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述杯体传送夹具包括夹具架体、水平支撑板二、一组导向柱一、竖直驱动气缸、一组杯体传送吸嘴和吸嘴安装板,所述夹具架体和环形输送带连接,所述水平支撑板二和夹具架体的下端部连接,所述竖直驱动气缸固定设置在水平支撑板二上,并且竖直驱动气缸的活塞杆和吸嘴安装板连接,所述吸嘴安装板和一组导向柱一连接,所述一组导向柱一和水平支撑板二滑动连接,所述一组杯体传送吸嘴设置在吸嘴安装板的下端面上,并且一组杯体传送吸嘴可吸附杯体输送带末端的杯体。
12.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述杯体推料输送单元包括推料输送架体、滑动支撑平台、推料气缸、复位直线模组和一组杯体码垛夹具,所述滑动支撑平台、推料气缸和复位直线模组均设置在推料输送架体上,并且推料气缸设置在推料输送架体靠近杯体输送带的一端上,所述一组杯体码垛夹具呈一列设置,并且一组杯体码垛夹具和滑动支撑平台滑动连接,所述杯体码垛夹具位于环形输送带的下方,所述杯体传送夹具上吸附的杯体可放置在杯体码垛夹具内,所述推料气缸的活塞杆上连接有推板,所述推板与一组杯体码垛夹具中靠近推料气缸的杯体码垛夹具相接触,所述复位直线模组的滑块和一组杯体码垛夹具中远离推料气缸的杯体码垛夹具连接。
13.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述推板上连接有两根导向柱二,所述两根导向柱二分别位于推料气缸的两侧,所述推料输送架体上设有导向板,所述两根导向柱二和导向板滑动连接。
14.进一步的,上述的薄壁型聚丙烯杯体的成型生产线,所述杯体码垛夹具包括码垛治具底座、一组杯体限位板、限位板驱动装置、杯体支撑圆盘和驱动装置支架,所述码垛治具底座和滑动支撑平台滑动连接,所述驱动装置支架和码垛治具底座连接,所述杯体支撑圆盘设置在驱动装置支架上,所述一组杯体限位板处于同一圆周上,并且一组杯体限位板
以杯体支撑圆盘的中心为圆心按照环形阵列的方式设置,所述杯体限位板构成圆筒形,所述限位板驱动装置设置在驱动装置支架和杯体支撑圆盘上,并且限位板驱动装置和一组杯体限位板的下端部连接,所述限位板驱动装置可驱动一组杯体限位板所处的圆周扩大或者缩小,所述杯体设置在杯体支撑圆盘上,并且杯体位于一组杯体限位板所包围的圆形截面范围内。
15.本发明还提供一种薄壁型聚丙烯杯体的成型生产线的成型工艺,包括以下步骤:s1、杯体注塑机和杯体注塑模具注射成型杯体,杯体注塑模具开模;s2、水平驱动装置驱动取料机器人移动至杯体注塑模具位置处;s3、竖直驱动装置驱动取料机器人与杯体注塑模具正对设置;s4、取料机器人驱动杯体取料吸嘴靠近杯体注塑模具内成型的杯体位置处,杯体取料吸嘴吸附住杯体的杯底,取料机器人移动开杯体注塑模具;s5、竖直驱动装置和水平驱动装置同时启动,驱动取料机器人移动至杯体输送带起始端的正上方,使得杯体取料吸嘴吸附的杯体杯口朝下扣在杯体输送带上;s6、杯体输送带启动,使得杯体从杯体输送带的起始端输送至末端,即此时杯体移动至杯体输送带靠近杯体推料输送单元的一侧;s7、环形输送带启动,带动一组杯体传送夹具逐一经过杯体输送带末端,在杯体传送夹具到达杯体传送夹具杯体输送带末端的杯体正上方时;s8、竖直驱动气缸的活塞杆伸出,推动一组杯体传送吸嘴靠近杯体输送带末端的杯体,一组杯体传送吸嘴启动吸附住杯体输送带末端的杯体的杯底;s9、竖直驱动气缸的活塞杆收回,使得杯体离开杯体输送带,被杯体传送夹具吸附住的杯体跟随环形输送带进行传送,环形输送带将杯体输送至杯体推料输送单元位置处;s10、初始时,一组杯体限位板构成的圆形截面的面积大于杯体的截面积,;s11、杯体传送夹具吸附住的杯体移动至杯体支撑圆盘的正上方;s12、竖直驱动气缸的活塞杆伸出,使得杯体传送吸嘴吸附住的杯体向下移动,直至杯体位于一组杯体限位板范围内;s13、杯体传送吸嘴将杯体释放在杯体支撑圆盘上;s14、不断重复上述步骤s9~ s13,环形输送带驱动一组陆续达到杯体码垛夹具位置处,将杯体释放在上一个放置的杯体上,使得杯体码垛呈一摞;s15、当杯体码垛夹具上杯体数量到达控制系统设定数量时,推料气缸的活塞杆伸出,推板推动一组杯体传送夹具一定的步进距离,使得空白的杯体传送夹具位于杯体传送吸嘴的正下方,重复步骤s9~ s13,直至第二个杯体码垛夹具上杯体数量到达控制系统设定数量时;s16、不断重复上述步骤s15,使得一组杯体传送夹具上端部码垛满杯体,工人或者通过吸附管道将一组杯体传送夹具上一摞的杯体从杯体传送夹具取出;s17、复位直线模组驱动一组杯体传送夹具复位,重复进行上述步骤。
16.上述技术方案可以看出,本发明具有如下有益效果:本发明所述的薄壁型聚丙烯杯体的成型生产线,通过合理的布局了杯体的取料、杯体输送、杯体传送和杯体自动码垛的结构,能够自动的将注塑成型的杯体连续的进行码垛呈一摞,自动化程度高,工作效率高,应用灵活。本发明所述的薄壁型聚丙烯杯体的成型工艺,工作原理简单易行,工作过程自动
化程度高,所需要的人力少,提高了生产效率,适合工业大规模应用。
附图说明
17.图1为本发明所述的薄壁型聚丙烯杯体的成型生产线的结构示意图;图2为本发明所述的薄壁型聚丙烯杯体的成型生产线的局部结构示意图;图3为本发明所述的杯体取料单元的结构示意图;图4为本发明所述的取料水平驱动装置的结构示意图;图5为本发明所述的杯体传送夹具的结构示意图;图6为本发明所述的杯体传送单元和杯体推料输送单元的结构示意图;图7为本发明所述的杯体推料输送单元的主视图;图8为本发明所述的杯体推料输送单元呃俯视图;图9为本发明所述的杯体码垛夹具的主视图;图10为本发明所述的杯体码垛夹具的俯视图;图11为本发明所述的限位板驱动装置的结构示意图;图12为本发明所述的杯体码垛夹具的局部结构示意图一;图13为本发明所述的杯体码垛夹具的局部结构示意图二。
具体实施方式
18.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
19.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
21.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
22.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在
第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
实施例
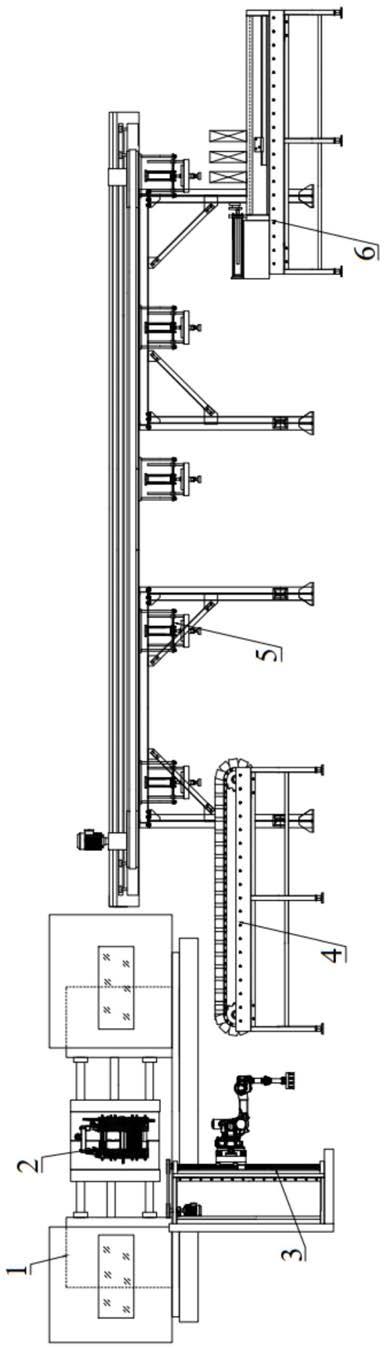
23.如图1所示的薄壁型聚丙烯杯体的成型工艺,包括杯体注塑机1、杯体注塑模具2、杯体取料单元3、杯体输送带4、杯体传送单元5和杯体推料输送单元6,所述杯体注塑模具2设置在杯体注塑机1上,所述杯体注塑模具2可进行杯体的注塑成型,所述杯体取料单元3设置在杯体注塑机1的一侧,并且杯体取料单元3可将杯体注塑模具2上的杯体放置在杯体输送带4的起始端上,所述杯体传送单元5可将杯体输送带4末端上的杯体传送至杯体推料输送单元6上。
24.如图3所示的杯体取料单元3包括取料支撑架体31、竖直驱动装置32、水平驱动装置33、取料机器人34和杯体取料吸嘴35,所述竖直驱动装置32设置在取料支撑架体31上,所述水平驱动装置33和竖直驱动装置32连接,所述取料机器人34和水平驱动装置33连接,所述竖直驱动装置32和水平驱动装置33可分别驱动取料机器人34在竖直和水平方向移动,所述杯体取料吸嘴35和取料机器人34连接,并且杯体取料吸嘴35可吸附住杯体注塑模具2上的杯体。
25.上述结构中,竖直驱动装置32包括竖直驱动电机321、竖直驱动主动轮322、齿轮带一323、竖直驱动从动轮324、竖直驱动丝杆325、一组丝杆螺母一326、竖直导向滑板327、两条平行设置的竖直导轨328和竖直支撑板329,所述竖直驱动电机321和竖直驱动主动轮322连接,所述竖直驱动主动轮322通过齿轮带一323和竖直驱动从动轮324连接,所述竖直驱动从动轮324和竖直驱动丝杆325通过键连接,所述一组丝杆螺母一326和竖直驱动丝杆325螺纹连接,所述两条平行设置的竖直导轨328和竖直驱动丝杆325的轴线方向平行设置,并且两条平行设置的竖直导轨328分别位于竖直驱动丝杆325的两侧,所述竖直导向滑板327和两条平行设置的竖直导轨328滑动连接,所述竖直支撑板329与一组丝杆螺母一326和竖直导向滑板327固定连接,所述水平驱动装置33设置在竖直支撑板329上。
26.如图4所示的水平驱动装置33包括水平驱动电机331、水平驱动丝杆332、一组丝杆螺母二333、水平导向滑板334、两条平行设置的水平导轨335和水平支撑板336,所述水平驱动电机331和水平驱动丝杆332均设置在竖直支撑板329上,并且水平驱动电机331的转轴和水平驱动丝杆332连接,所述一组丝杆螺母二333和水平驱动丝杆332螺纹连接,所述两条平行设置的水平导轨335和水平驱动丝杆332的轴线方向平行,并且两条平行设置的水平导轨335分别位于水平驱动丝杆332的两侧,所述水平导向滑板334和两条平行设置的水平导轨335滑动连接,所述水平支撑板336与一组丝杆螺母二333和水平导向滑板334固定连接,所述取料机器人34设置在水平支撑板336上。
27.如图2所示的杯体传送单元5包括传送龙门架体51、环形输送带52和一组杯体传送夹具53,所述环形输送带52设置在传送龙门架体51上,所述传送龙门架体51的一端位于杯体输送带4末端位置处,并且传送龙门架体51的另一端位于杯体推料输送单元6的一侧,所述一组杯体传送夹具53间隔均匀的设置在环形输送带52上,并且环形输送带52可驱动一组杯体传送夹具53循环传动,所述杯体传送夹具53位于杯体输送带4的上方,所述杯体传送夹具53可吸附杯体输送带4末端的杯体。
28.上述结构中,如图5所示的杯体传送夹具53包括夹具架体531、水平支撑板二532、一组导向柱一533、竖直驱动气缸534、一组杯体传送吸嘴535和吸嘴安装板536,所述夹具架体531和环形输送带52连接,所述水平支撑板二532和夹具架体531的下端部连接,所述竖直驱动气缸534固定设置在水平支撑板二532上,并且竖直驱动气缸534的活塞杆和吸嘴安装板536连接,所述吸嘴安装板536和一组导向柱一533连接,所述一组导向柱一533和水平支撑板二532滑动连接,所述一组杯体传送吸嘴535设置在吸嘴安装板536的下端面上,并且一组杯体传送吸嘴535可吸附杯体输送带4末端的杯体。
29.如图6-8所示的杯体推料输送单元6包括推料输送架体61、滑动支撑平台62、推料气缸63、复位直线模组64和一组杯体码垛夹具65,所述滑动支撑平台62、推料气缸63和复位直线模组64均设置在推料输送架体61上,并且推料气缸63设置在推料输送架体61靠近杯体输送带4的一端上,所述一组杯体码垛夹具65呈一列设置,并且一组杯体码垛夹具65和滑动支撑平台62滑动连接,所述杯体码垛夹具65位于环形输送带52的下方,所述杯体传送夹具53上吸附的杯体可放置在杯体码垛夹具65内,所述推料气缸63的活塞杆上连接有推板66,所述推板66与一组杯体码垛夹具65中靠近推料气缸63的杯体码垛夹具65相接触,所述复位直线模组64的滑块和一组杯体码垛夹具65中远离推料气缸63的杯体码垛夹具65连接。所述推板66上连接有两根导向柱二67,所述两根导向柱二67分别位于推料气缸63的两侧,所述推料输送架体61上设有导向板68,所述两根导向柱二67和导向板68滑动连接。
30.如图9-13所示的杯体码垛夹具65包括码垛治具底座651、一组杯体限位板652、限位板驱动装置653、杯体支撑圆盘654和驱动装置支架655,所述码垛治具底座651和滑动支撑平台62滑动连接,所述驱动装置支架655和码垛治具底座651连接,所述杯体支撑圆盘654设置在驱动装置支架655上,所述一组杯体限位板652处于同一圆周上,并且一组杯体限位板652以杯体支撑圆盘654的中心为圆心按照环形阵列的方式设置,所述杯体限位板652构成圆筒形,所述限位板驱动装置653设置在驱动装置支架655和杯体支撑圆盘654上,并且限位板驱动装置653和一组杯体限位板652的下端部连接,所述限位板驱动装置653可驱动一组杯体限位板652所处的圆周扩大或者缩小,所述杯体设置在杯体支撑圆盘654上,并且杯体位于一组杯体限位板652所包围的圆形截面范围内。
31.其中,所述限位板驱动装置653包括杯体限位驱动电机656、杯体限位主动轮657、杯体限位从动轮658和一组连接板659,所述杯体限位驱动电机656的转轴和杯体限位主动轮657连接,所述杯体限位主动轮657和杯体限位从动轮658啮合,所述一组连接板659的一端和杯体限位从动轮658连接,并且一组连接板659和杯体支撑圆盘654滑动连接,所述一组连接板659和一组杯体限位板652一一对应设置,并且连接板659远离杯体支撑圆盘654的一端和杯体限位板652固定连接,所述连接板659和杯体限位板652垂直设置。
32.此外,杯体限位从动轮658和杯体支撑圆盘654同轴设置,并且杯体限位从动轮658上设有一组腰型孔6510,所述腰型孔6510沿杯体支撑圆盘654的径向呈弯折的弧形设置,所述一组腰型孔6510、一组连接板659和一组杯体限位板652一一对应设置,并且一组腰型孔6510以杯体限位从动轮658的中心为圆心按照环形阵列的方式设置。所述连接板659靠近杯体支撑圆盘654的端部设有导向辊6511,所述导向辊6511的上端部和连接板659一端的下端面固定连接,所述导向辊6511设置在腰型孔6510内,并且导向辊6511和腰型孔6510滚动连接,所述导向辊6511伸出腰型孔6510的下端部设有限位板6512。
33.另外,所述杯体支撑圆盘654上设有一组导向滑槽6513,所述一组导向滑槽6513和一组连接板659一一对应设置,并且连接板659的一端设置在导向滑槽6513内,所述连接板659伸出导向滑槽6513的端部与杯体限位板652固定连接,所述连接板659和导向滑槽6513滑动连接。
34.基于上述结构的基础上,一种薄壁型聚丙烯杯体的成型工艺的成型生产线,包括以下步骤:s1、杯体注塑机1和杯体注塑模具2注射成型杯体,杯体注塑模具2开模;s2、水平驱动装置33驱动取料机器人34移动至杯体注塑模具2位置处;s3、竖直驱动装置32驱动取料机器人34与杯体注塑模具2正对设置;s4、取料机器人34驱动杯体取料吸嘴35靠近杯体注塑模具2内成型的杯体位置处,杯体取料吸嘴35吸附住杯体的杯底,取料机器人34移动开杯体注塑模具2;s5、竖直驱动装置32和水平驱动装置33同时启动,驱动取料机器人34移动至杯体输送带4起始端的正上方,使得杯体取料吸嘴35吸附的杯体杯口朝下扣在杯体输送带4上;s6、杯体输送带4启动,使得杯体从杯体输送带4的起始端输送至末端,即此时杯体移动至杯体输送带4靠近杯体推料输送单元6的一侧;s7、环形输送带52启动,带动一组杯体传送夹具53逐一经过杯体输送带4末端,在杯体传送夹具53到达杯体传送夹具53杯体输送带4末端的杯体正上方时;s8、竖直驱动气缸534的活塞杆伸出,推动一组杯体传送吸嘴535靠近杯体输送带4末端的杯体,一组杯体传送吸嘴535启动吸附住杯体输送带4末端的杯体的杯底;s9、竖直驱动气缸534的活塞杆收回,使得杯体离开杯体输送带4,被杯体传送夹具53吸附住的杯体跟随环形输送带52进行传送,环形输送带52将杯体输送至杯体推料输送单元6位置处;s10、初始时,一组杯体限位板652构成的圆形截面的面积大于杯体的截面积,;s11、杯体传送夹具53吸附住的杯体移动至杯体支撑圆盘654的正上方;s12、竖直驱动气缸534的活塞杆伸出,使得杯体传送吸嘴535吸附住的杯体向下移动,直至杯体位于一组杯体限位板652范围内;s13、杯体传送吸嘴535将杯体释放在杯体支撑圆盘654上;s14、不断重复上述步骤s9~ s13,环形输送带52驱动一组陆续达到杯体码垛夹具65位置处,将杯体释放在上一个放置的杯体上,使得杯体码垛呈一摞;s15、当杯体码垛夹具65上杯体数量到达控制系统设定数量时,推料气缸63的活塞杆伸出,推板66推动一组杯体传送夹具53一定的步进距离,使得空白的杯体传送夹具53位于杯体传送吸嘴535的正下方,重复步骤s9~ s13,直至第二个杯体码垛夹具65上杯体数量到达控制系统设定数量时;s16、不断重复上述步骤s15,使得一组杯体传送夹具53上端部码垛满杯体,工人或者通过吸附管道将一组杯体传送夹具53上一摞的杯体从杯体传送夹具53取出;s17、复位直线模组64驱动一组杯体传送夹具53复位,重复进行上述步骤。
35.上述杯体码垛夹具65的工作原理为:杯体限位驱动电机656的转轴顺时针旋转,使得杯体限位主动轮657和杯体限位从动轮658转动,由于杯体限位从动轮658的腰型孔6510内设有导向辊6511,杯体限位从动轮658转动的时候,腰型孔6510转动,使得导向辊6511沿
着腰型孔6510的内壁移动,导向辊6511转动的同时,沿着杯体支撑圆盘654向外移动,推动连接板659沿着杯体支撑圆盘654的径向向外移动,从而使得一组杯体限位板652外扩,一组杯体限位板652所处的圆周直径增加,此时便于向一组杯体限位板652内码垛杯体;当一组杯体限位板652内杯体数量到达规定数量时,杯体限位驱动电机656的转轴逆时针旋转,从而使得一组杯体限位板652之间的间距缩小,一组杯体限位板652所处的圆周直径减小,一组杯体限位板652与杯体相接触,保持住杯体的稳定。
36.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1