一种斜度加工工具及其标刻方法与流程
1.本发明属于模具的精密加工领域,具体涉及一种斜度加工工具及其标刻方法。
背景技术:
2.在模具零件加工中常常使用到斜度加工的辅助工具,对于一些较小的工件或薄板进行倾斜加工或研磨时,一般的方法是使用磁性正弦杆、磁性正弦台或砂轮斜度修整器等配合加工,加工时将工件放置在测量台上,然后使用高精密量块垫放在测量台下方一侧,使测量台翘起所需要加工的角度,最后使用夹具夹紧工件进行研磨加工,这类测量方法需要根据配合一系列精密量块进行测量,使用时多有不便;此外,通常的斜度加工工具是通过正弦三角函数来计算翘起的角度,以使正弦台或正弦杆达到需要的角度,无法直接实现对角度的控制,故其精确度不高,使用也不够便捷。
技术实现要素:
3.本发明所要解决的技术问题是:为了克服现有的斜度加工工具的不足,提供了一种不依赖于精密量块的规格,能够更加便捷的控制角度且精度更高的斜度加工工具及其标刻方法。
4.本发明解决其技术问题所要采用的技术方案是:一种斜度加工工具,包括定位底座、旋转轴和旋转台,旋转台的一端通过旋转轴与定位底座转动连接,旋转台能够围绕旋转轴相对于定位底座转动,所述旋转轴的一端设有指针盘,旋转轴的端面上固定连接有角度指针,角度指针的延长线经过旋转轴轴心,所述定位底座或者指针盘上设有角度刻度线,旋转台相对于定位底座转动能使角度指针对准角度刻度线上的不同刻度,所述旋转台的下表面固定设有一个弧形触块。
5.进一步的,所述旋转台形状为楔形,其厚度从与定位底座连接的一端至另一端逐渐增大,旋转台的上表面为测量工作面,测量工作面具有磁性,能够吸附金属工件。
6.进一步的,所述指针盘与定位底座相对固定,沿着指针盘边缘设有角度刻度线。
7.进一步的,所述定位底座侧面沿长度方向设有角度刻度线,指针盘固定套接旋转轴上,角度指针固定连接在指针盘盘面上,钮动指针盘时旋转台和角度指针同步旋转,使角度指针对准角度刻度线的不同刻度。
8.进一步的,所述旋转台向下合拢至弧形触块与定位底座抵接时,角度指针指向初始位置0
°
,测量工作面呈水平状态,角度指针与竖直方向之间形成一个倾斜角α,且α≥15
°
。
9.一种斜度加工工具的标刻方法,还包括以下使用步骤:步骤一:将斜度加工工具的定位底座放置在水平的台面上;步骤二:使用能够连续调节高度的支撑装置放入定位底座和弧形触块之间,弧形触块与支撑装置保持抵接;步骤三:调节支撑装置的高度,使旋转台绕着旋转轴相对于定位底座向上转动,角度指针在指针盘上转动,角度指针末端对准指针盘边缘的角度刻度线;
步骤四:当角度指针指向所需加工的角度刻度时,停止调节支撑装置;步骤五:将工件放置在测量工作面上,工件吸附在测量工作面上,工件与水平面之间形成的角度为所要加工的角度,放置平稳后使用夹具夹持住工件,以备后续加工。
10.一种斜度加工工具的标刻方法,还包括以下使用步骤:步骤一:将斜度加工工具的定位底座放置在水平的台面上;步骤二:使用能够连续调节高度的支撑装置放入定位底座和弧形触块之间,弧形触块与支撑装置保持抵接;步骤三:调节支撑装置的高度,钮动指针盘使旋转台和角度指针同时绕着旋转轴向上转动,角度指针指向定位底座侧面的角度刻度线,随着旋转角度的加大指向的刻度也随之增大;步骤四:当角度指针指向所需加工的角度刻度时,停止调节支撑装置;步骤五:将工件放置在测量工作面上,工件吸附在测量工作面上,工件与水平面之间形成的角度为所要加工的角度,放置平稳后使用夹具夹持住工件,以备后续加工。
11.与现有技术相比,本发明的有益效果是:本发明通过在斜度加工工具上设置角度刻度线,能够不受精密量块的尺寸限制对工件的角度进行调节,在使用时能够直接进行读数,不必再通过三角函数计算得出角度,比传统工具更加方便快捷;在一个优选的实施例中,刻度线的间距随着角度的增大而由密到疏排布,越大的角度控制精度越高,对于15度以上的角度精度可达0.25度;设置大于15
°
的初始倾斜角度,使旋转台小角度倾斜时,刻度线之间的间距依然能够清晰分辨,保证了小角度倾斜时精度。
附图说明
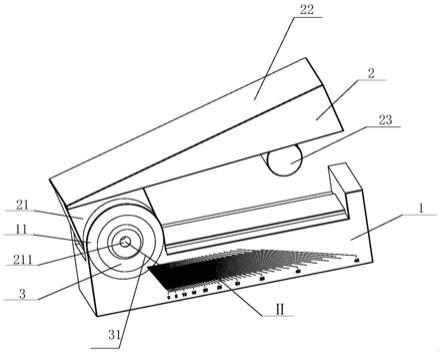
12.图1 为本发明斜度加工工具的立体结构示意图;图2为本发明中斜度加工工具的实施例一侧面示意图;图3为本发明中斜度加工工具的实施例二侧面示意图图4为本发明中斜度加工工具的实施例二中角度刻度线ⅱ的标刻图;图中标记为:定位底座1、连接座11、旋转台2、凸块21、旋转轴211、测量工作面22、弧形触块23、指针盘3、角度指针31、角度刻度线ⅰ、角度刻度线ⅱ。
具体实施方式
13.下面结合附图和实施例对本发明做进一步的描述。
14.如图1所示为本发明斜度加工工具,包括定位底座1、旋转轴211和旋转台2,定位底座1的一端设有一个凸起的连接座11,所述旋转台2为楔形,其厚度从一端至另一端逐渐增大,旋转台2的上表面为测量工作面22,测量工作面22具有磁性,能够吸附金属工件,旋转台2的下表面上固定连接有一个弧形触块23,旋转台2较薄的一端设有一个凸块21,凸块21两侧固定设有旋转轴211,凸块21通过旋转轴211铰接在连接座11内,旋转轴211的一端穿过连接座侧壁向外伸出,旋转轴端面上固定连接有角度指针31,旋转轴的外周套接指针盘3。
15.实施例一:如图2所示,指针盘3固定设置在连接座11的外侧,并且指针盘3与旋转轴211之间转动连接,角度指针31指向指针盘3的盘面上,但与指针盘3无连接关系,指针盘3盘面上设有均匀的角度刻度线ⅰ,当旋转台2绕着旋转轴211向上转动时角度指针31指向角
度刻度线ⅰ,并在其量程范围内转动。
16.实施例一所述的一种斜度加工工具及其标刻方法,还包括以下使用步骤:步骤一:将斜度加工工具的定位底座1放置在水平的台面上;步骤二:使用能够连续调节高度的支撑装置放入定位底座1和弧形触块23之间,弧形触块23与支撑装置保持抵接;步骤三:调节支撑装置的高度,使旋转台2绕着旋转轴211相对于定位底座1向上转动,角度指针31在指针盘3上转动,角度指针31末端对准指针盘3边缘的角度刻度线ⅰ;步骤四:当角度指针31指向所需加工的角度刻度时,停止调节支撑装置;步骤五:将工件放置在测量工作面22上,工件吸附在测量工作面22上,工件与水平面之间形成的角度为所要加工的角度,放置平稳后使用夹具夹持住工件,以备后续加工。
17.实施例二:如图3所示,所述定位底座1侧面沿长度方向设有角度刻度线ⅱ,角度指针31固定套接在指针盘3上,由于角度指针31是细长结构,其旋转时不易操作,故将角度指针31固定在指针盘3上,只需钮动指针盘3便能够带动指旋转台2和角度指针31同时旋转,使角度指针31对准角度刻度线ⅱ的不同刻度,当旋转台2向下合拢至弧形触块23与定位底座1抵接时,所述角度指针31指向初始位置0
°
,测量工作面22呈水平状态,角度指针31与竖直方向之间形成一个倾斜角α,且α≥15
°
。
18.如图4所示为角度刻度线ⅱ的标刻设计图,为了保持工件的稳定放置,测量工作面22的旋转角度为0-45
°
;如果不对角度指针31设置一个初始倾斜角,则角度指针31的旋转范围为以竖直向下为初始角度,最大转角为顺时针旋转至45度角,其投射在定位底座1上形成的斜线量程将很短,刻度之间的间隙非常小,很难控制旋转角度的精度;故对角度指针31设置最小为15度的初始角度,使角度指针31相对于竖直方向旋转角度提高至最小60度,其投射在定位底座1上角度斜线的量程将大大增加,刻度线之间的间隙也随着角度增大而逐渐增大,在测量时,角度越大时精度控制就更为精准,对于15度以上角度精度的控制可精确到0.25度。
19.实施例二所述的一种斜度加工工具及其标刻方法,还包括以下的使用步骤:步骤一:将斜度加工工具的定位底座1放置在水平的台面上;步骤二:使用能够连续调节高度的支撑装置放入定位底座1和弧形触块23之间,弧形触块23与支撑装置保持抵接;步骤三:调节支撑装置的高度,钮动指针盘3使旋转台2和角度指针31同时绕着旋转轴211向上转动,角度指针31指向定位底座1侧面的角度刻度线ⅱ,随着旋转角度的加大指向的刻度也随之增大;步骤四:当角度指针31指向所需加工的角度刻度时,停止调节支撑装置;步骤五:将工件放置在测量工作面22上,工件吸附在测量工作面22上,工件与水平面之间形成的角度为所要加工的角度,放置平稳后使用夹具夹持住工件,以备后续加工。
20.需要注意的是,实施例中所提及的支撑装置由于不在本发明所要保护的范围中,故对其结构不予详述,但支撑装置的选择可以有多种形式,例如可选用螺纹结构的支撑杆件,采用拧入拧出确定高度的方式调节支撑杆件高度,也可使用三角形垫块,推动三角形垫块抵住弧形触块移动逐渐抬高旋转角度,此外还可以选择如气缸、马达等控制的伸缩机构作为支撑装置使用;总之,在支撑装置的选择中,只要能够有效支撑住旋转台,并且支撑装
置的高度能够产生连续的变化就能够采用;相比于现有技术中使用多个精密量块逐一试用再确定角度,本发明所述的斜度加工工具不仅能够直接读数,而且对支撑装置的精密度无要求,摆脱了精密量块的限制,使用更为方便,读数更加快捷。
21.以上所述,仅为本发明较佳的几个实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化和替换,都应涵盖在本发明的保护范围内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1