一种发泡装置的制作方法
1.本实用新型涉及一种发泡装置,属于机械技术领域。
背景技术:
2.通过发泡的技术手段在聚合物中导入大量气泡,可以实现减少材料用量和产品轻量化的目的。此外,选择不同的聚合物材料和不同的泡孔结构,包括泡孔密度,泡孔尺寸,开/闭孔结构等,还可赋予发泡制品许多功能化特性,如特殊的压缩行为,光反射特性,隔热特性、阻尼特性等。
3.传统的发泡过程,从发泡体积是否受限上分类,基本可以分为两类,即在模具内的受限膨胀发泡和无模具的自由膨胀发泡。在模具内的受限膨胀发泡,即将浸有发泡剂气体的、处于高温高压状态的聚合物熔体注射入模具,在充模过程中,由于压力降低,聚合物熔体发生膨胀,充满整个型腔,随后冷却定型,得到形状和模具型腔相同的发泡体。模具内膨胀发泡存在模具成本较高的普遍问题,例如,对于鞋中底行业而言,同一款鞋有多个尺码,往往需要多套不同的发泡模具。此外,模具的升温、冷却耗费的能耗也比较大。
4.而无模具的自由膨胀发泡,即将通过快速打开模具或快速降低环境压力,使得浸有发泡剂气体的、处于高温高压状态的聚合物胚体快速膨胀。无模具的自由膨胀发泡无需模具,因此,其成本较在模具内的受限膨胀发泡明显降低,但是,无模具的自由膨胀发泡存在发泡倍率难以精确控制的问题,这大大限制了其进一步应用。亟需找到一种可精确控制发泡倍率的无模发泡装置。
技术实现要素:
5.为解决上述问题,本实用新型提供了一种发泡装置,所述发泡装置包括发泡容器,用于向发泡容器中通入高温气体的第一进气阀,用于向发泡容器中通入低温气体的第二进气阀,用于给发泡容器泄压的排气阀,以及用于控制发泡容器内压力的背压阀;
6.或者,所述发泡装置包括发泡容器,用于向发泡容器中通入高温气体的第一进气阀,用于给发泡容器泄压的排气阀,以及用于控制发泡容器内压力的背压阀。
7.在本实用新型的一种实施方式中,所述发泡装置包括还包括控制系统,所述控制系统通过控制第一进气阀和/或第二进气阀控制发泡容器中的温度,和/或,通过控制排气阀和/或背压阀控制发泡容器中的压力。
8.在本实用新型的一种实施方式中,所述控制系统还用于显示发泡容器中的温度和/或压力。
9.本实用新型技术方案,具有如下优点:
10.本实用新型提供了一种发泡装置,所述发泡装置包括发泡容器,用于向发泡容器中通入高温气体的第一进气阀,用于向发泡容器中通入低温气体的第二进气阀,用于给发泡容器泄压的排气阀,以及用于控制发泡容器内压力的背压阀,或者,所述发泡装置包括发泡容器,用于向发泡容器中通入高温气体的第一进气阀,用于给发泡容器泄压的排气阀,以
及用于控制发泡容器内压力的背压阀;使用此装置对发泡胚体进行无模发泡时,可根据目标发泡倍率控制发泡胚体的最终发泡倍率,且目标发泡倍率和最终发泡倍率之间的差值在5%以内,较为精确。
11.进一步地,所述发泡装置还包括还包括控制系统,所述控制系统通过控制第一进气阀和/或第二进气阀控制发泡容器中的温度,和/或,通过控制排气阀和/或背压阀控制发泡容器中的压力;控制系统的设置大大增加了此装置的智能化程度和精确度。
12.更进一步地,所述控制系统还用于显示发泡容器中的温度和/或压力;控制系统的设置大大增加了此装置的可视化程度。
附图说明
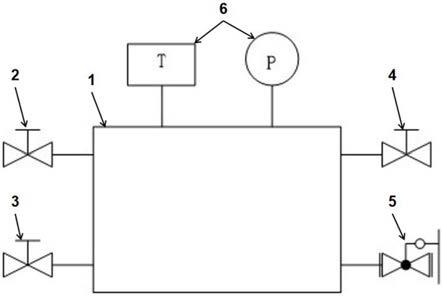
13.图1:本实用新型发泡装置的一种实施方式的整体结构示意图。
14.图2:pp的生长时间与环境压力、泡孔半径计算曲线。
15.图3:ps的生长时间与环境压力、泡孔半径计算曲线。
16.图1中,发泡容器1、第一进气阀2、第二进气阀3、排气阀4、背压阀5和控制系统6。
具体实施方式
17.下面结合具体实施例和附图,对本实用新型进行进一步的阐述。
18.实施例1
19.本实施例提供了一种可精确控制发泡倍率的发泡方法,包括如下步骤:
20.步骤一:将发泡胚体放入发泡容器中;
21.步骤二:将发泡剂气体通入发泡容器中,使得发泡剂气体溶解到发泡胚体中;
22.步骤三:根据目标发泡倍率x,计算环境压力p;
23.步骤四:待发泡剂气体在发泡胚体中达到溶解平衡后,将发泡容器中的压力泄压至环境压力p,使得发泡胚体膨胀发泡,得到发泡体;
24.步骤五:泄压至环境压力p后,在环境压力p下,将冷空气通入发泡容器中,使得发泡体冷却定型,得到发泡成品;
25.所述发泡容器中的温度为发泡温度t;
26.所述环境压力p的计算方法如下:
27.基于气泡的动量守恒:
28.根据公式计算得到发泡胚体的黏度η;式中,λ为发泡胚体的特征松弛时间,g为发泡胚体的刚性模量;
29.根据公式y=r
3-r3计算得到变换的拉格朗日坐标y;式中,r为泡孔的预设平均半径,其初始取值为r
b0
~s0中的任意值,其中,r
b0
为发泡胚体的初始泡孔半径,s0为发泡胚体的初始壳层半径;
30.根据公式计算得到泡孔壁在r方向的应
力分量τ
rr
,并且,根据公式计算得到泡孔壁在θ方向的应力分量τ
θθ
;式中,t”为气泡生长时间,其初始取值为最小时间步进0.001秒;
31.根据公式t=t”+t’计算得到泄压时间t;式中,t’为气泡成核时刻;气泡成核时刻t’通过不同发泡胚体在不同压力下的发泡实验观察而得;
32.根据公式ps=p
0-wt计算得到泄压开始后t时刻的发泡容器内的系统气压ps;式中,w为泄压速率,p0为泄压前发泡容器内的系统压力;
33.根据公式计算得到泡孔压力的第一估值p1;式中,γ为发泡胚体在发泡剂气体中的表面张力,rs为壳层半径,其初始取值为s0;
34.基于气泡壁表面的质量守恒:
35.根据公式计算得到泡孔压力的第二估值p2;式中,d为发泡剂气体的扩散系数,为发泡剂气体的理想气体常数,c为发泡胚体表面处的发泡剂气体浓度,kh为发泡剂气体在发泡胚体中的亨利常数;
36.根据公式a1=(p
1-p2)/p1计算得到阈值a1,若a1≥0.001,则调整泡孔预设平均半径r和壳层半径rs的取值以重复阈值a1的计算直至a1《0.001,得到满足a1《0.001的泡孔预设平均半径r;所述壳层半径rs的取值根据调整后的泡孔预设平均半径r的取值计算,计算公式为r
s2
=(s
02-r
b02
)+r2;
37.根据公式计算得到溶解在发泡胚体内的发泡剂气体浓度式中,v
lo
为发泡胚体的实心体积,co为达到溶解平衡时发泡胚体内的发泡剂气体浓度,t’为气泡成核时刻,pd为气泡内压力,rg为发泡剂气体的理想气体常数;
38.根据公式计算得到气泡成核速率j(t);式中,f0和f为气泡成核速率的回归因子,na为阿伏伽德罗常数,kb为玻尔兹曼常数,mw为发泡剂气体的分子量,γ为发泡胚体的界面张力,kh为发泡剂气体在发泡胚体中的亨利常数,t为发泡温度,pc(t)为泄压开始后t时刻的发泡容器内的系统气压,其初始取值为泄压前发泡容器内的系统压力p0;
39.根据公式x=vf/v
solid
计算得到发泡体的体积vf;式中,v
solid
为发泡胚体的体积;
40.根据公式和vf=v
solid
+n*v
cell
计算得到发泡胚体内泡孔的平均体积v
cell
;式中,n为泡孔数量,j(t’)为气泡成核速率,t’为气泡成核时刻;
41.根据公式计算得到泡孔的平均半径re;
42.根据公式a2=(r
e-r)/re计算得到阈值a2,若a2≥0.001,则调整气泡生长时间t”以重复阈值a2的计算直至a2《0.001,得到满足a2《0.001的系统气压ps,此系统气压ps的值即为环境压力p的值。
43.具体的,公式的获得过程如下:
44.基于质量守恒方程所述质量守恒方程的初始条件和边界条件为c|
r,t
″
=0=c0、和c|
r=r,t
″
=khp2;式中,t为泄压时间;
45.基于初始条件和边界条件,所述质量守恒方程可简化为式中,kh为发泡剂气体在发泡胚体中的亨利常数;
46.忽略对流项,并且通过对假设的多项式进行积分来简化方程,则所述质量守恒方程可简化为公式
47.作为优选,所述泡孔预设平均半径r的调整方法为:增大泡孔预设平均半径r的取值。
48.作为优选,所述泡孔预设平均半径r的调整方法为:再次取r
b0
~s0中的任意值,且每次调整,泡孔预设平均半径r的后一次取值均大于其前一次取值。
49.作为优选,所述气泡生长时间t”的调整方法为:增大气泡生长时间t”。
50.作为优选,所述气泡生长时间t”的调整方法为:使气泡生长时间t”的取值以每次0.001秒的幅度递增。
51.作为优选,所述泄压速率w的取值范围为10~1000mpa/s。
52.作为优选,所述泄压速率w的取值范围为100~200mpa/s。
53.作为优选,所述发泡胚体为半结晶聚合物或无定型聚合物;
54.当发泡胚体为半结晶聚合物时,所述发泡温度t=t
m-(0~20℃);
55.式中,tm为半结晶聚合物的熔化温度;
56.当发泡胚体为半结晶聚合物以外的其他聚合物时,所述发泡温度t=tg+(0~100℃);
57.式中,tg为无定型聚合物的玻璃化温度。
58.作为优选,当发泡胚体为半结晶聚合物时,所述发泡温度t=t
m-5℃;当发泡胚体为半结晶聚合物以外的其他聚合物时,所述发泡温度t=tg+20℃。
59.作为优选,所述半结晶聚合物为聚丙烯(pp)、聚乳酸(pla)、聚乙烯(pe)、聚丁烯(pb)、热塑性聚氨酯弹性体(tpu)、热塑性聚酯弹性体(tpee)、热塑性尼龙弹性体(tpae)、聚己二酰己二胺(pa66)或聚十二内酰胺(pa12)中的一种或一种以上。
60.作为优选,所述无定型聚合物为聚苯醚(ppo)、聚碳酸酯(pc)、聚苯乙烯(pc)或聚甲基丙烯酸甲酯(pmma)中的一种或一种以上。
61.作为优选,所述发泡剂气体为n2或co2中的一种或一种以上。
62.实施例2
63.本实施例提供了用于实现实施例1所述方法的发泡装置,所述发泡装置包括发泡容器1,用于向发泡容器1中通入高温气体的第一进气阀2,用于向发泡容器1中通入低温气体的第二进气阀3,用于给发泡容器1泄压的排气阀4,以及用于控制发泡容器1内压力的背压阀5;
64.或者,所述发泡装置包括发泡容器1,用于向发泡容器1中通入高温气体的第一进气阀2,用于给发泡容器1泄压的排气阀4,以及用于控制发泡容器1内压力的背压阀5。
65.作为优选,所述发泡装置包括还包括控制系统6,所述控制系统6通过控制第一进气阀2和/或第二进气阀3控制发泡容器1中的温度,和/或,通过控制排气阀4和/或背压阀5控制发泡容器1中的压力。
66.作为优选,所述控制系统6还用于显示发泡容器1中的温度和/或压力。
67.实施例3
68.本实施例提供了实施例1所述方法在制备发泡制品中的应用,所述应用以长100mm*宽100mm*厚10mm的pp(聚丙烯)实心板材为发泡胚体(pp实心板材的基本数据见表1,参考文献“yichong c.evaluation of lldpe/ldpe blend foamability by in situ rheological measurements and bubble growth simulations[j].chemical engineering science.2018(192):488-498”),设定目标发泡倍率x=20、发泡温度t=145℃(tm=155℃)、泄压前发泡容器内的系统压力p0=15mpa、泄压速率w=100mpa/s,具体制备过程包括如下步骤:
[0069]
步骤一:将实施例2所述发泡装置预热至145℃后,将长100mm*宽100mm*厚10mm的pp实心板材悬挂在预热好的发泡装置中;
[0070]
步骤二:打开第一进气阀,通过第一进气阀将预热至145℃的co2通入发泡容器中直至发泡容器中的压力达15mpa,使得co2在高温高压下溶解到pp实心板材中;
[0071]
步骤三:根据目标发泡倍率,计算得到可将pp实心板材膨胀至目标发泡倍率的环境压力p=1.8mpa;
[0072]
步骤四:待co2在pp实心板材中达到溶解平衡后,打开排气阀,将发泡容器中的压力在100mpa/s的泄压速率下泄压至1.8mpa,使得发泡胚体膨胀发泡,得到发泡体;
[0073]
步骤五:泄压至1.8mpa后,打开背压阀和第二进气阀,设定背压阀的压力为1.8mpa,并且,通过第二进气阀将冷空气通入发泡容器中,使得发泡体在稳定的1.8mpa下冷却定型,得到发泡成品;
[0074]
或者,步骤五:泄压至1.8mpa后,打开背压阀,设定背压阀的压力为1.8mpa,并且,将发泡容器放入冷却仓中,使得发泡体在稳定的1.8mpa下冷却定型,得到发泡成品;
[0075]
所述环境压力p的计算方法如下:
[0076]
成核速率:
[0077][0078]
成核时间t
′
为0.01s,成核数量为:
[0079]
n=j(t
′
)
×
t
′
=1.676
×
10
14
×
0.01=1.676
×
10
12
个/m3[0080]
平均泡孔体积为:
[0081][0082]
平均孔径为:
[0083][0084]
s0为:
[0085][0086]
设泡孔生长阶段时间步长为0.001s,当r为3.433μm时,p1、p2为:
[0087]
p1=15.346mpa,p2=15.342mpa
[0088]
阈值a1:
[0089][0090]
满足收敛条件,调整rs:
[0091][0092]
计算下一时间步长时的r值,直至r值满足:
[0093][0094]
当计算至0.164s时,r值为51.369μm,此时阈值a2:
[0095][0096]
此时,环境压力为1.8mpa。生长时间与环境压力、泡孔半径计算曲线如图2。
[0097]
通过密度测量仪测定制备得到的发泡成品的密度ρf,并且,通过公式x=ρ
solid
/ρf计算制备得到的发泡成品的最终发泡倍率;式中,ρ
solid
为发泡胚体pp的密度,为0.92g/cm3。
[0098]
计算结果如下:最终发泡倍率为19.4倍,与目标发泡倍率之间的差值仅有3%。
[0099]
表1 pp的基本数据
[0100][0101]
实施例4
[0102]
本实施例提供了实施例1所述方法在制备发泡制品中的应用,所述应用以长为100mm,直径为10mm的ps(聚苯乙烯)实心棒材为发泡胚体(ps实心棒材的基本数据见表2,参考文献“royer j r,gayy j,desimone j m,et al.high-pressure rheology of polystyrene melts plasticized with co2:experimental measurement and predictive scaling relationships[j].journal of polymer science part b:polymer physics,2000,38(23):3168-3180.”),设定目标发泡倍率x=10、发泡温度t=150℃(tg=100℃)、泄压前发泡容器内的系统压力p0=15mpa、泄压速率w=200mpa/s,具体制备过程包括如下步骤:
[0103]
步骤一:将实施例2所述发泡装置预热至150℃后,将长为100mm,直径为10mm的ps实心棒材悬挂在预热好的发泡装置中;
[0104]
步骤二:打开第一进气阀,通过第一进气阀将预热至150℃的co2通入发泡容器中直至发泡容器中的压力达15mpa,使得co2在高温高压下溶解到ps实心棒材中;
[0105]
步骤三:根据目标发泡倍率,计算得到可将ps实心棒材膨胀至目标发泡倍率的环
境压力p=1.6mpa;
[0106]
步骤四:待co2在ps实心棒材中达到溶解平衡后,打开排气阀,将发泡容器中的压力在200mpa/s的泄压速率下泄压至1.6mpa,使得发泡胚体膨胀发泡,得到发泡体;
[0107]
步骤五:泄压至1.6mpa后,打开背压阀和第二进气阀,设定背压阀的压力为1.6mpa,并且,通过第二进气阀将冷空气通入发泡容器中,使得发泡体在稳定的1.6mpa下冷却定型,得到发泡成品;
[0108]
或者,步骤五:泄压至1.6mpa后,打开背压阀,设定背压阀的压力为1.6mpa,并且,将发泡容器放入冷却仓中,使得发泡体在稳定的1.6mpa下冷却定型,得到发泡成品;
[0109]
所述环境压力p的计算方法如下:
[0110]
成核速率:
[0111][0112]
成核时间t
′
为0.01s,成核数量为:
[0113]
n=j(t
′
)
×
t
′
=1.142
×
10
16
×
0.01=1.142
×
10
14
个/m3[0114]
平均泡孔体积为:
[0115][0116]
平均孔径为:
[0117][0118]
s0为:
[0119][0120]
设泡孔生长阶段时间步长为0.001s,当r为2.450μm时,p1、p2为:
[0121]
p1=10.241mpa,p2=10.243mpa
[0122]
阈值a1:
[0123]
[0124]
满足收敛条件,调整rs:
[0125][0126]
计算下一时间步长时的r值,直至r值满足:
[0127][0128]
当计算至0.164s时,r值为12.336μm,此时阈值a2:
[0129][0130]
此时,环境压力为1.6mpa。生长时间与环境压力、泡孔半径计算曲线如图3。
[0131]
通过密度测量仪测定制备得到的发泡成品的密度ρf,并且,通过公式x=ρ
solid
/ρf计算制备得到的发泡成品的最终发泡倍率;式中,ρ
solid
为发泡胚体ps的密度,为1.05g/cm3。
[0132]
计算结果如下:最终发泡倍率为10.2倍,与目标发泡倍率之间的差值仅有2%。
[0133]
表2 ps的基本数据
[0134][0135]
综合实施例3-4的结果可知,使用实施例1所述方法对发泡胚体进行无模发泡时,可根据目标发泡倍率精确控制发泡胚体的最终发泡倍率,且目标发泡倍率和最终发泡倍率之间的差值在5%以内,较为精确。
[0136]
虽然本实用新型已以较佳实施例公开如上,但其并非用以限定本实用新型,任何
熟悉此技术的人,在不脱离本实用新型的精神和范围内,都可做各种的改动与修饰,因此本实用新型的保护范围应该以权利要求书所界定的为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1