塑制品热成型机的含气路优化结构的成型机构的制作方法
1.本实用新型涉及塑制品热成型机。
背景技术:
2.塑制品热成型机用于制作塑料盒杯等塑制品,在成型制作过程中,将塑料片材经过加热软化后进入成型工位的成型机构中由成型模具合模进行成型,成型过程中往成型模具的气口内注入正气压或负气压使片材与成型模具的气口相贴合,冷却后达到设计的制品。成型模具加装在成型模台的端面上,其中成型模具的端面靠在成型模台的端面上,成型模台又称成型导板包括成型上模台和成型下模台分别供相应的成型上模具和成型下模具安装,成型模台安装在成型导柱上,以便成型模台在成型导柱上升降时能够使其上面的成型模具配合合模以及分开,在成型模具(包括成型上模具和成型下模具)上设置多个接头与成型模具内的气口连接,使气口进行吸气或放气,这不但使机器布局很杂乱,而且气源流量受管路尺寸限制而达不到需要的流量,并且每次安装、更换成型模具时都要逐个拔插接头上的气管,造成接头、气管很容易损坏。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种布局合理、更加实用且使用寿命更长、拆装方便的塑制品热成型的含气路优化结构的成型机构。
4.为解决上述技术问题,本实用新型采用如下的技术方案:塑制品热成型机的含气路优化结构的成型机构,包括有成型模台和成型模具,成型模台连接在竖直的成型导柱上,成型模具加装在成型模台上,其特征在于:成型模台上设有第一通道,第一通道的一端口为气源连接端口,第一通道的另一端口为第一衔接端口,第一衔接端口位于成型模台的端面上,成型模台的端面上还设有密封环形槽,密封环形槽位于第一衔接端口的外周,密封环形槽内设有密封件,成型模具上设有第二通道,第二通道的一端口为第二衔接端口,第二通道的另一端口与成型模具的气口连接,第二衔接端口位于成型模具的端面上,第二衔接端口与第一衔接端口衔接配合。
5.气源连接端口上配有接头,接头与气源装置通过管子连接。
6.密封环形槽至少设置一道。
7.密封环形槽设置为圆环槽。
8.管子包括硬质气管和软质气管,硬质气管与接头相连接,软质气管与硬质气管相连接。
9.第一通道竖直设置,第二通道竖直设置,第一通道位于成型模台中心,第二通道位于成型模具中心。
10.本实用新型的有益效果为,该塑制品热成型机的含气路优化结构的成型机构将气路结构进行优化,在成型模台上设置相应的通道与成型模具上的通道进行配合使用,优化
了结构,避免在成型模具上设置多个接头造成的缺陷,布局更合理,更加实用且使用寿命更长,拆装方便。另外,该结构下相对气源流量较大。因此,本实用新型与现有技术相比具有实质性特点和进步。
附图说明
11.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。
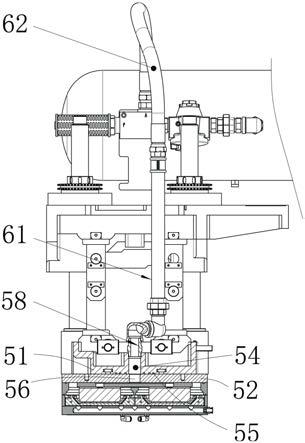
12.图1为本实用新型中成型机构的立体结构示意图。
13.图2为图1另一角度的部分结构示意图。
具体实施方式
14.参见附图,本实施方式中塑制品热成型机的含气路优化结构的成型机构,包括有成型模台51(或称成型导板)和成型模具52,成型模台51连接在竖直的成型导柱53上,成型模具52加装在成型模台51上,相应的成型上模具加装在成型上模台上,成型下模具加装在成型下模台上,由锁模装置进行锁定,此为现有技术不再赘述。
15.为了使气路结构更优化以及拆装更方便,成型模台51上设有第一通道54,第一通道54的一端口为气源连接端口,第一通道的另一端口为第一衔接端口,第一衔接端口位于成型模台的端面上,成型模台51的端面上还设有密封环形槽55,密封环形槽55位于第一衔接端口的外周,密封环形槽55内设有密封件(如密封圈)。成型模具52上设有第二通道56,第二通道的一端口为第二衔接端口,第二通道的另一端口与成型模具的气口57连接,第二衔接端口位于成型模具的端面上,第二衔接端口与第一衔接端口衔接配合。将成型模具安装在成型模台上后,第一通道与第二通道将通过第一衔接端口和第二衔接端口相衔接连通,而密封环形槽内的密封件能够对衔接处进行密封,避免泄露,当成型模台上的气源连接端口接上气源后就可以配合进行成型工作。气路结构更优化,避免在成型模具上进行多管路的设置和拆装,拆装更加方便,能够更换、适用不同的成型模具,气管的管子的适用寿命更长。
16.气源连接端口上配有接头58,接头58与气源装置59(本实施例中气源装置包括储气罐和控气阀)通过管子连接。本实施例中,管子包括硬质气管61和软质气管62,气源连接端口上配有接头58,接头上连接有硬质气管,硬质气管连接软质气管,软质气管连接气源装置,成型模台在升降运行过程中,管子对升降运行影响较小。
17.密封环形槽至少设置一道。比如图中设置三道(即三圈)。密封环形槽设置为圆环槽。加工方便,同心度好保障。
18.为了加工方便,可以将第一通道竖直设置,第二通道竖直设置,将第一通道位于成型模台中心,第二通道位于成型模具中心。
技术特征:
1.塑制品热成型机的含气路优化结构的成型机构,包括有成型模台和成型模具,成型模台连接在竖直的成型导柱上,成型模具加装在成型模台上,其特征在于:成型模台上设有第一通道,第一通道的一端口为气源连接端口,第一通道的另一端口为第一衔接端口,第一衔接端口位于成型模台的端面上,成型模台的端面上还设有密封环形槽,密封环形槽位于第一衔接端口的外周,密封环形槽内设有密封件,成型模具上设有第二通道,第二通道的一端口为第二衔接端口,第二通道的另一端口与成型模具的气口连接,第二衔接端口位于成型模具的端面上,第二衔接端口与第一衔接端口衔接配合。2.如权利要求1所述的塑制品热成型机的含气路优化结构的成型机构,其特征在于:气源连接端口上配有接头,接头与气源装置通过管子连接。3.如权利要求1所述的塑制品热成型机的含气路优化结构的成型机构,其特征在于:密封环形槽至少设置一道。4.如权利要求3所述的塑制品热成型机的含气路优化结构的成型机构,其特征在于:密封环形槽设置为圆环槽。5.如权利要求2所述的塑制品热成型机的含气路优化结构的成型机构,其特征在于:管子包括硬质气管和软质气管,硬质气管与接头相连接,软质气管与硬质气管相连接。6.如权利要求1所述的塑制品热成型机的含气路优化结构的成型机构,其特征在于:第一通道竖直设置,第二通道竖直设置,第一通道位于成型模台中心,第二通道位于成型模具中心。
技术总结
塑制品热成型机的含气路优化结构的成型机构,包括成型模台和成型模具,成型模台连接在成型导柱上,成型模具加装在成型模台上,成型模台上设第一通道,第一通道的一端口为气源连接端口,第一通道的另一端口为第一衔接端口,第一衔接端口位于成型模台的端面上,成型模台的端面上还设有密封环形槽,密封环形槽内设密封件,成型模具上设第二通道,第二通道的一端口为第二衔接端口,第二通道的另一端口与成型模具的气口连接,第二衔接端口位于成型模具的端面上,第二衔接端口与第一衔接端口衔接配合;其将气路结构优化,在成型模台上设置通道与成型模具上通道配合,优化结构,布局更合理,更加实用、使用寿命更长,拆装方便。拆装方便。拆装方便。
技术研发人员:李世峰
受保护的技术使用者:平阳县力泰机械有限公司
技术研发日:2021.02.23
技术公布日:2021/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1