一种导电胶条制备装置的制作方法
1.本实用新型属于导电胶条生产技术领域,具体涉及一种导电胶条制备装置。
背景技术:
2.汽车门窗橡胶条是通过橡胶原材料进行密炼、开炼、挤出成型、硫化、冷却等步骤加工而成;汽车门橡胶条能够受压变形、泄压反弹,保证汽车门开关时的密封性,同时橡胶条还具有一定装饰的作用,不同车辆的橡胶条的造型各不相同。汽车门窗橡胶条一般通过橡胶挤出机对其进行成型加工,橡胶挤出机上的挤出成型管上具有橡胶条要求的造型,以便橡胶条从挤出成型管挤出后形成要求的造型,针对不同造型的橡胶条需要进行不同的挤出成型管;现在大部分挤出机在生产橡胶条时一般较慢,其主要是橡胶在挤出后需要冷却定型,而这个过程较快的话不容易进行定型,导致橡胶挤出定型需要控制挤出速度,尤其是挤出时橡胶条内部不容易定型,导致成型后的圆形橡胶条容易变形。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种导电胶条制备装置其结构简单、方便实用通过l型吹气孔快速导入冷却气液混合体,在通过吸附孔将气液混合体喷射在橡胶条内壁上,使得橡胶条快速冷却避免橡胶条温度过高变形,以提高橡胶条挤出速度的目的。
4.一种导电胶条制备装置,包括有外模、内模和固定螺栓,所述外模与内模通过若干个固定螺栓连接,所述内模上连接有冷却装置;所述外模包括有外模块,所述外模块上贯穿有挤压成型孔,所述外模块内设置有冷却道;所述内模包括有内模块,所述内模块上贯穿有导料孔,所述导料孔内壁上连接有连接座,所述连接座一侧连接有贯穿挤压成型孔的内腔成型杆,所述内模块一侧连接有进气管,所述冷却装置连接在内腔成型杆上,所述连接座内设置有l型吹气孔,所述l型吹气孔一端与进气管连通,所述l型吹气孔另一端贯穿内腔成型杆与冷却装置连通,所述l型吹气孔内设置有l型吸附管,所述l型吸附管一端与冷却装置连通,所述l型吸附管另一端连接有贯穿进气管的吸附管,所述进气管和吸附管上设置有闸阀。
5.优选的,所述冷却装置包括有出气管,所述出气管一端与l型吹气孔连通,所述出气管另一端连接有吸附箱,所述出气管上设置有出气孔,所述吸附箱上设置有若干个吸附孔。
6.优选的,所述吸附箱上设置有吸附斜面,所述吸附孔设置在吸附斜面上。
7.优选的,所述吸附箱远离出气管的一侧连接有导向管,所述导向管内设置有压力调节装置,所述压力调节装置包括有横移板,所述横移板一侧连接有调节弹簧,所述调节弹簧连接在吸附箱内壁上,所述横移板另一侧连接若干个导向板,所述导向板与导向管内壁配合。
8.优选的,所述吸附斜面与吸附箱侧壁形成吸附角a,所述吸附角a的度数为10度至45度。
9.有益效果:
10.(1)本实用新型的一种导电胶条制备装置其结构简单、方便实用通过l型吹气孔快速导入冷却气液混合体,在通过吸附孔将气液混合体喷射在橡胶条内壁上,使得橡胶条快速冷却避免橡胶条温度过高变形,以提高橡胶条挤出速度的目的。
11.(2)本实用新型的一种导电胶条制备装置,通过l型吸附管和吸附箱配合将气液混合体导出,避免橡胶条内的冷却液体难以导出,同时通过压力调节装置控制吸附力,避免橡胶条内壁因吸附力过大吸附在吸附孔上。
附图说明
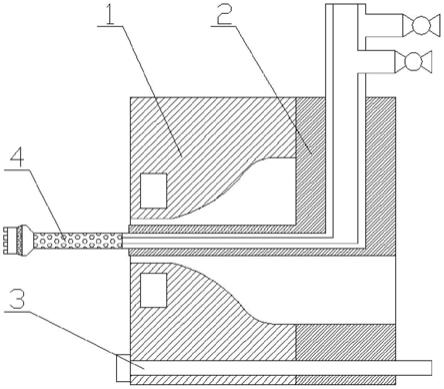
12.图1为导电胶条制备装置的内部结构示意图;
13.图2为外模的结构示意图;
14.图3为内模的结构示意图;
15.图4为内模的侧面图;
16.图5为冷却装置的结构示意图;
17.图6为压力调节装置的结构示意图;
[0018]1‑
外模,11
‑
外模块,12
‑
挤压成型孔,13
‑
冷却道,2
‑
内模,21
‑
内模块,22
‑
导料孔,23
‑
连接座,24
‑
内腔成型杆,25
‑
l型吸附管,26
‑
l型吹气孔,27
‑
进气管,28
‑
吸附管,29
‑
闸阀,3
‑
固定螺栓,4
‑
冷却装置,41
‑
出气管,42
‑
出气孔,43
‑
吸附箱,44
‑
导向管,45
‑
吸附斜面,46
‑
吸附孔,47
‑
压力调节装置,48
‑
调节弹簧,49
‑
横移板,410
‑
导向板。
具体实施方式
[0019]
下面结合附图进一步说明本实用新型的实施例。
[0020]
实施例1
[0021]
如图1所示;一种导电胶条制备装置,包括有外模1、内模2和固定螺栓3,所述外模1与内模2通过若干个固定螺栓3连接,所述内模2上连接有冷却装置4;所述外模1包括有外模块11,所述外模块11上贯穿有挤压成型孔12,所述外模块11内设置有冷却道13;所述内模2包括有内模块21,所述内模块21上贯穿有导料孔22,所述导料孔22内壁上连接有连接座23,所述连接座23一侧连接有贯穿挤压成型孔12的内腔成型杆24,所述内模块21一侧连接有进气管27,所述冷却装置4连接在内腔成型杆24上,所述连接座23内设置有l型吹气孔26,所述l型吹气孔26一端与进气管27连通,所述l型吹气孔26另一端贯穿内腔成型杆24与冷却装置4连通,所述l型吹气孔26内设置有l型吸附管25,所述l型吸附管25一端与冷却装置4连通,所述l型吸附管25另一端连接有贯穿进气管27的吸附管28,所述进气管27和吸附管28上设置有闸阀29;所述冷却装置4包括有出气管41,所述出气管41一端与l型吹气孔26连通,所述出气管41另一端连接有吸附箱43,所述出气管41上设置有出气孔42,所述吸附箱43上设置有若干个吸附孔46;所述吸附箱43上设置有吸附斜面45,所述吸附孔46设置在吸附斜面45上;所述吸附箱43远离出气管41的一侧连接有导向管44,所述导向管44内设置有压力调节装置47,所述压力调节装置47包括有横移板49,所述横移板49一侧连接有调节弹簧48,所述调节弹簧48连接在吸附箱43内壁上,所述横移板49另一侧连接若干个导向板410,所述导向板410与导向管44内壁配合;所述吸附斜面45与吸附箱43侧壁形成吸附角a,所述吸附角a的
度数为10度至45度。
[0022]
挤压机将橡胶压入导料孔22内,橡胶在通过导料孔22挤入挤压成型孔12,橡胶通过挤压成型孔12与内腔成型杆24配合成型橡胶条;通过进气管27将气液混合体导入l型吹气孔26,在通过l型吹气孔26导入出气管41内,同时气液混合体通过出气管41上的出气孔42喷出,使得气液混合体直接与橡胶条内壁接触达到对橡胶条进行快速冷却的作用;同时处于橡胶条内的气液混合体通过若干个吸附孔46吸附进吸附箱43内,气液混合体在通过l型吸附管25导向吸附管28,在通过吸附管28导出,吸附管28与真空发生装置连接,通过进气管27和吸附管28上的闸阀29分别调节进气速度和出气速度;吸附箱43内的吸附力过大时弹簧会收缩使得横移板49进入吸附箱43,使得空气通过导向板410与导向板410之间进入吸附箱43内,而吸附力过小时横移板49会进入导向管44,使得吸附孔46的吸附力增大,压力调节装置47可以调节吸附孔46的吸附力,避免吸附孔46过大吸附住橡胶条而影响橡胶条输送;若干个导向板410与导向管44内壁配合,使得横移板49移动时能够顺利移动出导向管44和进入导向管44内;将吸附角a的度数控制在10度至45度之间,其可以避免吸附孔46过于靠近橡胶条的内壁而影响橡胶条输送。
[0023]
以上对本实用新型的具体实施例进行了详细描述,但其只是作为范例,本实用新型并不限制于以上描述具体实施例。对于本领域技术人员而言,任何对本实用新型进行的等同修改和替代也都在本实用新型的范畴之中。因此,在不脱离本实用新型的精神和范围下所作的均等变换和修改,都涵盖在本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1