一拖一鱼型口罩机的制作方法
1.本实用新型涉及机械领域,具体涉及一种自动化的一拖一口罩机。
背景技术:
2.折叠口罩是一种用于保护呼吸系统的卫生用品,使人体免受空气中的病菌、粉尘、废气等侵害。折叠口罩主要由无纺布、鼻线和耳带构成,具有手感柔软丰满,高效过滤,防低毒,除异味,透气舒适,卫生方便,安全美观的特点。
3.现有技术中,折叠口罩的生产多为半自动方式,针对折叠口罩的生产中的放料、定型、对折、焊接、冲切和输出等工序均需要配置一个作业人员并辅助相应的设备完成操作,精度低,费时费力的同时导致工作效率低和人工成本高,也不利于产品的批量生产。目前市场上也有自动生产折叠口罩的设备,但此设备生产的折叠口罩是杯状型口罩、蝶形口罩、c型口罩及鱼型口罩。鱼型口罩是呈鱼形状的折叠口罩,生产鱼型口罩还是采用作业人员并辅助相应的设备进行机械生产的,费时费力并且工作效率低和人工成本高,也不利于鱼型口罩产品的批量生产。
4.因此,需要提供一种自动折叠鱼型口罩机,以解决现有技术的不足。
技术实现要素:
5.本实用新型为了解决上述鱼型口罩批量生产的技术问题,提供一种一拖一鱼型口罩机。
6.一种一拖一鱼型口罩机包括口罩本体加工模组和焊耳线模组,所述口罩本体加工模组用于将多层纺布和鼻梁条加工为鱼型口罩本体,所述焊耳线模组连接所述口罩本体加工模组,将耳线焊接至所述鱼型口罩本体上,所述口罩本体加工模组包括:
7.料架,支撑多层纺布和鼻梁条的原料,所述料架包括纠正装置,所述纠正装置纠正所述料架输送的纺布层之间的对位;
8.第一工作台,连接所述纠正装置;
9.主模焊接机构,安装于所述第一工作台,连接所述纠正装置,将所述鼻梁条和多层纺布整合形成口罩整体外轮廓;
10.切边成型机构,安装于所述第一工作台,连接所述主模焊接机构;
11.对折包边机构,安装于所述第一工作台,连接所述切边成型机构,将口罩外轮廓折叠成鱼形状外形的口罩;
12.封边切断机构,安装于所述第一工作台,连接所述对折包边机构,将所述鱼形状外形的口罩分切成一个一个鱼型口罩本体。
13.优选地,所述料架还包括四个上料盘,所述四个上料盘连接所述纠正装置。
14.优选地,所述一拖一鱼型口罩机还包括控制器,所述控制器分别连接所述口罩本体加工模组和所述焊耳线模组。
15.优选地,所述一拖一鱼型口罩机包括多个感应器,所述感应器连接所述控制器。
16.优选地,所述口罩本体加工模组还包括牵引机构,所述牵引机构安装于所述第一工作台,设于所述切边成型机构与所述对折包边机构之间。
17.优选地,所述口罩本体加工模组还包括第一废料导出机构,所述第一废料导出机构连接所述切边成型机构。
18.优选地,所述口罩本体加工模组还包括第二废料导出机构,所述第二废料导出机构连接所述封边切断机构。
19.优选地,所述口罩本体加工模组还包括连接机构,所述连接机构分别连接所述封边切断机构和所述焊耳线模组。
20.优选地,所述连接机构包括反转机构,将所述鱼型口罩本体翻转。
21.优选地,所述焊耳线模组包括:
22.焊耳线机构用于将所述耳线剪断并与所述鱼型口罩本体进行粘合,包括:
23.耳线上料装置包括耳线上料支架,所述耳线上料支架上设有耳线装料杆、两个相互贴合的耳线传动滚轮、耳线传动辅助轮、第一导线片、第二导线片及导线块,所述的任一耳线传动滚轮连接有耳线传动电机;
24.耳线运送装置包括耳线运送轨道、滑设在所述耳线运送轨道上的耳线运送滑块及设置在所述耳线运送滑块上的耳线运送夹爪,所述耳线运送滑块连接有耳线运送气缸,所述耳线运送夹爪连接有耳线夹持气缸,且所述耳线运送夹爪正对于所述导线块;
25.耳线粘合装置包括耳线剪断组件和耳线粘合组件,所述耳线剪断组件包括耳线剪断支架、耳线剪断气缸及耳线剪断剪刀,所述耳线剪断气缸和耳线剪断剪刀固定安装于所述耳线剪断支架,所述耳线剪断剪刀的末端连接所述耳线剪断气缸;所述耳线粘合组件包括耳线粘合支架及安装于所述耳线粘合支架的口罩压块、两耳线粘合气缸、耳线转动气缸、耳线粘合夹爪、耳线焊接头,所述耳线转动气缸安装于所述耳线粘合气缸的两侧,所述耳线粘合夹爪连接于所述耳线转动气缸的末端,所述耳线焊接头连接至所述耳线粘合气缸;
26.耳线整形机构连接所述焊耳线机构,包括耳线整形气缸、口罩压头、耳线整形压头及耳线整形支架,所述耳线整形气缸固定设于所述耳线整形支架;
27.出料机构用于将鱼型口罩送出设备,包括出料传送带和出料电机,所述出料电机连接所述传送带;
28.第二工作台用于支撑所述焊耳线机构和耳线整形机构,所述第二工作台上设有口罩传输机构,所述口罩传输机构依次穿过所述焊耳线机构和所述耳线整形机构并连接所述出料机构,所述口罩传输机构包括两挡块和多个相接设置的工位用于放置一个个鱼型口罩本体,所述挡块竖直地设于所述工位的上方,在焊耳线的过程中固定所述鱼型口罩本体。
29.相对于现有技术,本实用新型提供的一拖一鱼型口罩机,通过全自动化流水线生产呈鱼型折叠口罩,实现批量生产,节省人工成本,提高工作效率和产品质量。
附图说明
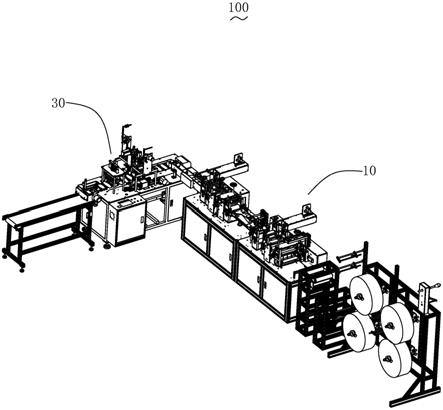
30.图1是本实用新型揭示的一种一拖一鱼型口罩机的立体组装示意图;
31.图2是图1所示的料架立体组装示意图;
32.图3是图2所示的第一工作台及安装于第一工作台各装置的立体组装示意图;
33.图4是图3所示iii的局部放大图;
34.图5是图1所示的焊耳线模组立体组装示意图;
35.图6是图5所示的
ⅴ
局部放大图;
36.图7是图5第二视图;
37.图8是图7所示的ⅶ局部放大图;
38.图9是图7所示的耳线粘合组件立体组装示意图;
39.图10是图5第三视图;
40.图11是图10所示的x局部放大图。
具体实施方式
41.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
42.请参阅图1,图1是本实用新型揭示的一种一拖一鱼型口罩机的立体组装示意图。一种一拖一鱼型口罩机100是一套自动化生产鱼型口罩的流水生产线,用于将多层纺布、鼻梁条及耳线等原料加工成鱼型口罩成品,所述耳线在所述口罩本体外侧连接。
43.所述一拖一鱼型口罩机100包括口罩本体加工模组10和焊耳线模组30,所述口罩本体加工模组10用于将所述多层纺布和鼻梁条加工为鱼型口罩本体,所述焊耳线模组30连接所述口罩本体加工模组,将耳线焊接至所述鱼型口罩本体上。所述口罩本体加工模组10和所述焊耳线模组30的这些结构通过控制装置中的电源控制装置和plc控制装置控制,以实现整个流水线自动化生产,也让每个步骤协调,提高了生产效率和精度。所述控制装置分别与所述口罩本体加工模组10和所述焊耳线模组30连接。所述口罩本体加工模组10和所述焊耳线模组30上还设有若干感应器,所述感应器与所述控制装置的控制电路系统连接。
44.请参阅图2及图3,所述口罩本体加工模组10包括料架11、第一工作台12及安装于所述第一工作台12的主模焊接机构13、切边成型机构14、对折包边机构15、第一废料导出机构16、牵引机构17、封边切断机构18、第二废料导出机构19。
45.所述料架11用于各个纺布层和鼻梁条的上料工作,包括4个上料盘111。所述料架11与所述第一工作台12连接,所述料架11与所述第一工作台12之间设置纠正装置113,所述纠正装置113纠正所述料架11输送的纺布层之间的对位,便于后续流程。
46.请参阅图4,所述主模焊接机构13包括下层过料装置131、鼻梁条切断装置132、上层过料装置133、超声波装置134及张紧装置135。所述下层过料装置131位于所述鼻梁条切断装置132和所述上层过料装置133下方,所述鼻梁条切断装置132将鼻梁条裁切成一定长度的鼻线,并夹设在所述上层过料装置133和所述下层过料装置131输送的纺布层之间,所述超声波装置134连接所述夹设鼻梁条的无纺布,所述张紧装置135拉紧所述面料,焊接形成带有鼻梁条的所需要的口罩整体外轮廓。为了增加口罩的美观,还可以在所述口罩轮廓焊接辊轴上加上一些花纹或图形。
47.所述切边成型机构14连接所述主模焊接机构13,将所述口罩整体外轮廓切边成型。所述切边成型机构14上方设置有第一废料导出机构16,所述第一废料导出机构16将切边产生的废料导出。
48.所述对折包边机构15分别连接所述切边成型机构14与所述牵引机构17,所述对折包边机构15将所述成型的口罩外轮廓折叠成鱼形状外形的口罩。所述封边切断机构18连接所述牵引机构17,将所述鱼形状外形的口罩分切成一个一个鱼型口罩本体,并焊接所述切边。所述封边切断机构18上方设置有第二废料导出机构19,所述第二废料导出机构19将切边产生的废料导出。
49.所述口罩本体加工模组10和所述焊耳线模组30通过连接机构连接,所述连接机构连接所述封边切断机构18,所述连接机构设置反转机构,将所述鱼型口罩本体翻转,便于后续焊耳线。
50.请参阅图5,所述焊耳线模组30包括焊耳线机构31、耳线整形机构33、第二工作台35及出料机构37。所述第二工作台35与所述第一工作台12通过所述连接机构垂直连接,所述焊耳线机构31和所述耳线整形机构33安装于所述第二工作台35,所述出料机构37与所述第二工作台35固定连接。所述第二工作台12上设有口罩传输机构,(所述传输机构在内部,故不再附图中表示,其工作原理与现有普通的传动链相同)。所述口罩传输机构包括多个相接设置的工位39用于放置一个个鱼型口罩本体,所述口罩传输机构依次穿过所述焊耳线机构31和所述耳线整形机构33并连接所述出料机构37,所述传输机构还包括两挡块32平行且竖直地设于所述工位39的上方,在焊耳线的过程中固定所述鱼型口罩本体。
51.所述焊耳线机构31用于将耳线剪断并与所述鱼型口罩本体进行粘合,所述焊耳线机构31包括耳线上料装置311、耳线运送装置313以及耳线粘合装置315,如图6、图7、图8及图9所示。
52.所述耳线上料装置311包括耳线上料支架3111、耳线装料杆3113、耳线传动滚轮3115、耳线传动辅助轮3117、耳线传动电机3116、第一导线片3119、第二导线片3112以及导线块3114。所述耳线上料支架3111安装于所述第二工作台35,所述耳线装料杆3113、耳线传动滚轮3115、耳线传动辅助轮3117、第一导线片3119、第二导线片3112及所述导线块3114安装于所述耳线上料支架3111,所述耳线传动电机3116连接所述耳线传动滚轮3115,所述耳线传动电机3116带动所述耳线传动滚轮3115从而带动所述耳线的上料工作,所述耳线分别穿过所述耳线传动滚轮3115、耳线传动辅助轮3117、第一导线片3112、第二导线片3114最后从导线块3117穿出。
53.所述的耳线运送装置313包括耳线运送轨道3131、耳线运送滑块3133、耳线夹持气缸3135及耳线运送夹爪3137。所述耳线运送滑块3133滑设在所述耳线运送轨道3131上,所述耳线运送夹爪3137设置在所述耳线运送滑块3133上,所述耳线夹持气缸3135连接所述耳线运送滑块3133,所述的耳线运送夹爪3137连接所述耳线夹持气缸3135,且所述耳线运送夹爪3137正对于所述导线块3114,所述耳线运送滑块3133通过所述耳线运送轨道3131将所述耳线运送夹爪3137运送至正对所述导线块3114的位置,然后所述耳线夹持气缸3135带动所述耳线运送夹爪3137将所述导线块3114穿出的耳线夹紧然后复位,从而将所述耳线拉出(拉出的耳线即为所述鱼型口罩所需的耳线长度)。
54.所述耳线粘合装置315包括耳线剪断组件3151和耳线粘合组件3153。所述耳线剪断组件3151包括耳线剪断支架31511、耳线剪断气缸31513及耳线剪断剪刀31515,所述耳线剪断气缸31513和所述耳线剪断剪刀31515固定安装于所述耳线剪断支架31511,所述耳线剪断剪刀31515的末端连接所述的耳线剪断气缸31513。所述耳线粘合组件3153包括耳线粘
合支架31531、耳线粘合气缸31538、耳线转动气缸31535、耳线粘合夹爪31536、口罩压块31537及耳线焊接头31539。所述耳线粘合气缸31538的数量为二,对称固定于所述粘合支架31531,所述耳线转动气缸31535安装于所述耳线粘合气缸31538的两侧,所述耳线粘合夹爪31536连接于所述耳线转动气缸31535的末端,所述耳线焊接头31539连接至所述耳线粘合气缸31538。所述耳线剪断气缸31513带动所述耳线剪断剪刀31515将所述耳线剪断,所述耳线粘合夹爪31536通过所述耳线转动气缸31535转动至耳线位置并夹取,然后再转动90
°
,将所述耳线放入所述工位39上的鱼型口罩本体两侧,所述挡块32将所述鱼型口罩本体固定,所述耳线焊接头31539通过所述耳线粘合气缸31538将耳线进行超声波焊接至所述鱼型口罩本体两侧。其中,所述工位39对称设置耳线绳,防止出现耳线缠绕的现象。
55.所述耳线整形机构33用于将所述耳线进行整形,连接所述焊耳线机构31,所述耳线整形机构33包括耳线整形气缸332、口罩压头333、耳线整形压头335及耳线整形支架339。所述耳线整形气缸332固定设于所述耳线整形支架339,所述口罩压头333和耳线整形压头335连接于所述耳线整形支架339。所述耳线整形机构33运行时,所述耳线整形气缸332带动所述口罩压头333向下将口罩固定以及带动所述耳线整形压头335将所述耳线压平。所述挡块32靠近所述耳线,在耳线整形时,防止耳线向上起翘。
56.通过上述结构使得每进行一次耳线焊接都可以通过所述口罩传输机构往后输送一个工位39,使得所述焊耳线机构31和耳线整形机构33之间运作更加流畅,平稳,大大提高了生产效率。
57.所述出料机构37用于将所述口罩成品送出,包括出料传送带371和出料电机,所述出料电机连接所述传送带371(所述出料电机在内部故不再附图中显示,其原理与现有的电机一致)。出料电机运转带动所述出料传送带371转动,从而将所述出料传送带371上的口罩成品输出。
58.所述一拖一鱼型口罩机100的整体运行过程为:
59.1)所述纺布层上料盘111上的原料(即无纺布和过滤溶喷布)经过纠正装置113将所述原料准确引出至后续机构。
60.2)纺布层和鼻梁条依次绕过所述下层过料装置131、鼻梁条切断装置132及上层过料装置133,将鼻梁条裁切成一定长度的鼻线,并夹设在所述纺布层之间,通过所述超声波装置134和所述张紧装置135焊接形成带有鼻梁条的所需要的口罩整体外轮廓。
61.3)口罩整体外轮廓通过切边成型机构14切边成型。
62.4)对折包边机构15与所述牵引机构17配合,将所述成型的口罩外轮廓折叠成鱼形状外形的口罩。
63.5)所述鱼形状外形的口罩经过所述封边切断机构18分切成一个一个鱼型口罩本体。
64.6)鱼型口罩本体通过连接机构传动,输送至焊耳线模组30。
65.7)所述耳线传动电机3116带动所述耳线传动滚轮3115从而带动所述耳线的上料工作,耳线分别穿过所述耳线传动滚轮3115、耳线传动辅助轮3117、第一导线片3112、第二导线片3114最后从所述导线块3117穿出。
66.8)所述耳线运送滑块3133通过所述耳线运送轨道3131将所述耳线运送夹爪3137运送至正对所述导线块3114的位置,然后所述耳线夹持气缸3135带动所述耳线运送夹爪
3137将所述导线块3114穿出的耳线夹紧然后复位,从而将所述耳线拉出。
67.9)所述耳线剪断气缸31513带动所述耳线剪断剪刀31515将耳线剪断,所述耳线粘合夹爪31536通过所述耳线转动气缸31535转动至耳线位置并夹取,然后再转动90
°
,将耳线放入所述工位39上的口罩本体两侧,所述挡块32将所述口罩本体固定,所述耳线焊接头31539通过所述耳线粘合气缸31538将所述耳线进行超声波焊接至所述鱼型口罩本体。
68.10)所述耳线整形气缸332带动所述口罩压头333向下将口罩本体固定以及带动所述耳线整形压头335将所述耳线压平。
69.11)出料电机运转带动所述出料传送带371转动,从而将所述出料传送带371上的鱼型口罩成品输出。
70.12)所述第一废料导出机构16和所述第二废料导出机构19将加工过程中产生的废料导出,使工作台干净卫生,同时避免因废料卡入机器产生故障。
71.需要说明的是,所述切边成型机构14、折包边机构15、封边切断机构18等可以根据现有技术设计,此处不再一一赘述。
72.相对于现有技术,本实用新型提供的一拖一鱼型口罩机,通过全自动化流水线生产呈鱼型折叠口罩,实现批量生产,节省人工成本,提高工作效率和产品质量。
73.以上所述仅为本实用新型的一个实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1