免镭雕加工的双色操作钮加工模具的制作方法
1.本实用新型涉及模具领域,具体涉及一种免镭雕加工的双色操作钮加工模具。
背景技术:
2.如图1所示,需要对如图的双色操作钮进行加工,该双色操作钮由操作钮内层a和操作钮外层b两个部分构件,操作钮外层设置有用于透光的镂空区域c,镂空区域一般为字符图案。
3.传统的加工如下:
①
先采用双色注塑工艺依次注塑操作钮内层和操作钮外层,再由电镀
‑
镭雕
‑
电镀的方式加工操作钮外层的镂空区域,该种加工方式存在工艺流程复杂、加工周期长的弊端,且由于增加了镭雕工艺,导致成本增加、合格率降低;
②
先由第一套模具加工操作钮内层及伸入镂空区域的凸起,再将加工完成后的操作钮内层置于第二套模具内,直至操作钮外层加工完成,该种加工方式需要开发两套独立的模具,而且人工将操作钮内层置于第二套模具内,合格率低下,同时,无论针对模具还是产品本身,对于仓库的管理造成较大压力,而且,周转模具及产品需大量时间,从而拉长生产周期,效率低下。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种合格率高、加工效率高、加工成本低的免镭雕加工的双色操作钮加工模具。
5.为实现上述目的,本实用新型提供了如下技术方案:包括相对设置的分合安装盘及旋转安装盘,所述的旋转安装盘两侧分别设置有两个后模,所述的分合安装盘两侧分别设置有与其中一个后模对应的第一前模和与另一个后模对应的第二前模,所述的旋转安装盘旋转时后模与第一前模和第二前模切换对应,所述的分合安装盘前后移动时第一前模及第二前模与相对应的后模合模或分模,所述的第一前模和后模合模时形成第一型腔,所述的第一型腔与操作钮内层形状相适配且成型后的操作钮内层具有与操作钮外层镂空形状相适配的凸起,所述的第二前模和后模合模时形成第二型腔,所述的第二型腔与操作钮内层和操作钮外层组合后的形状相适配。
6.通过采用上述技术方案,后模与第一前模合模后,在后模处成型具有与操作钮外层镂空形状相适配的凸起的操作钮内层,并在分模后由该后模作为载体,运输至与第二前模对应的位置后进行合模,在操作钮内层的基础上加工操作钮外层,成型过程中自动形成包围凸起的镂空结构,从而提升产品质量,缩短项目开发周期,降低开发及生产成本,相比传统的第一种加工工艺,简化了工艺流程,将电镀
‑
镭雕
‑
电镀的加工方式简化至只需一次电镀即可,取消了镭射工序,缩短产品开发周期,极大的节省了产品开发成本,真正的做到了降本增效的目的;相比传统的第二种加工工艺,无需有人工将半成品进行转移,避免物料的来回运输及存储压力,同时排除了人工放置的不稳定性,从而缩短了周期,提高了产品合格率,降低产品不良率。
7.本实用新型进一步设置为:所述的第一前模和后模合模时合模时形成两个对称的
第一型腔,所述的第一前模设置有与模具外联通的第一主流道,所述的第一主流道两侧分别对称设置有延伸至各第一型腔的第一分流道,所述的第一分流道与第一型腔联通的位置为点浇口,所述的点浇口位于操作钮内层与操作钮外层相对面靠近凸起的位置。
8.通过采用上述技术方案,两个第一型腔有效提高加工效率,选择位于操作钮内层与操作钮外层相对面靠近凸起的位置的点浇口,有效保证操作钮内层的成品质量。
9.本实用新型进一步设置为:所述的第一型腔与凸起端面对应的位置由嵌件构成。
10.通过采用上述技术方案,独立加工的嵌件使凸起的加工更为精准,并可根据不同的字符进行适配,适用范围更广。
11.本实用新型进一步设置为:所述的嵌件由多个依次排布的嵌片及固定各嵌片的定位销构成。
12.通过采用上述技术方案,独立加工的嵌片使凸块的加工精度进一提高。
13.本实用新型进一步设置为:所述的第二前模和后模合模时形成两个对称的第二型腔,所述的第二前模设置有与模具外联通的第二主流道,所述的第二主流道两侧分别对称设置有延伸至各第二型腔的第二分流道,所述的第二分流道与第二型腔联通的位置为搭接浇口,所述的搭接浇口位于操作钮外层侧壁的端面上。
14.通过采用上述技术方案,两个第二型腔有效提高加工效率,选择位于于操作钮外层侧壁的端面的搭接浇口,有效保证操作钮外层的成品质量。
附图说明
15.图1为双色操作按钮的爆炸图;
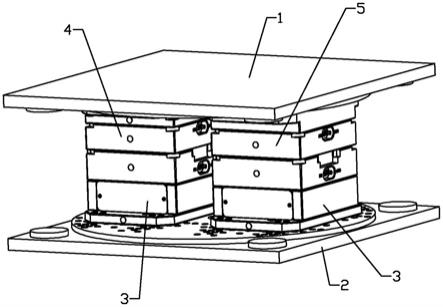
16.图2为双色操作钮加工模具的立体图;
17.图3为后模的俯视图;
18.图4为第一前模的俯视图;
19.图5为第一型腔、第一主流道及第一分流道的结构示意图;
20.图6为第二前模的俯视图;
21.图7为第二型腔、第二主流道及第二分流道的结构示意图;
22.图8为嵌件的立体图。
具体实施方式
[0023] 下面将结合附图对本发明的技术方案进行清楚、完整地描述, 显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。 基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
在本发明的描述中,需要说明的是,术语“中心”、“上
”ꢀ
、“下
”ꢀ
、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系, 仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语
ꢀ“
第一”、“第二”、“第三
”ꢀ
仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0025]
如图1—图8所示,本实用新型公开了一种免镭雕加工的双色操作钮加工模具,包
括相对设置的分合安装盘1及旋转安装盘2,分合安装盘1的分合动作及旋转安装盘2的旋转动作均采用现有的驱动装置,例如气动、液压等,旋转安装盘2两侧分别设置有两个后模3,分合安装盘1两侧分别设置有与其中一个后模3对应的第一前模4和与另一个后模3对应的第二前模5,旋转安装盘2旋转时后模3与第一前模4和第二前模5切换对应,分合安装盘1前后移动时第一前模4及第二前模5与相对应的后模3合模或分模,第一前模4和后模3合模时形成第一型腔6,第一型腔6与操作钮内层形状相适配且成型后的操作钮内层具有与操作钮外层镂空形状相适配的凸起,第二前模5和后模3合模时形成第二型腔7,第二型腔7与操作钮内层和操作钮外层组合后的形状相适配,后模3与第一前模4合模后,在后模3处成型具有与操作钮外层镂空形状相适配的凸起的操作钮内层,并在分模后由该后模3作为载体,运输至与第二前模5对应的位置后进行合模,在操作钮内层的基础上加工操作钮外层,成型过程中自动形成包围凸起的镂空结构,从而提升产品质量,缩短项目开发周期,降低开发及生产成本,相比传统的第一种加工工艺,简化了工艺流程,将电镀
‑
镭雕
‑
电镀的加工方式简化至只需一次电镀即可,取消了镭射工序,缩短产品开发周期,极大的节省了产品开发成本,真正的做到了降本增效的目的;相比传统的第二种加工工艺,无需有人工将半成品进行转移,避免物料的来回运输及存储压力,同时排除了人工放置的不稳定性,从而缩短了周期,提高了产品合格率,降低产品不良率。
[0026]
第一前模4和后模3合模时合模时形成两个对称的第一型腔6,第一前模4设置有与模具外联通的第一主流道43,第一主流道43两侧分别对称设置有延伸至各第一型腔6的第一分流道44,第一分流道44与第一型腔6联通的位置为点浇口41,点浇口41位于操作钮内层与操作钮外层相对面靠近凸起的位置,两个第一型腔6有效提高加工效率,选择位于操作钮内层与操作钮外层相对面靠近凸起的位置的点浇口41,有效保证操作钮内层的成品质量,第一主流道43和第一分流道44均位于第一前模4内部,第一型腔6由后模3的后型腔31和第一前模4的第一前型腔45构成。
[0027]
第一型腔6与凸起端面对应的位置由嵌件42构成,独立加工的嵌件使凸起的加工更为精准,并可根据不同的字符进行适配,适用范围更广。
[0028]
嵌件42由多个依次排布的嵌片421及固定各嵌片421的定位销422构成,独立加工的嵌片421使凸块的加工精度进一提高。
[0029]
第二前模5和后模3合模时形成两个对称的第二型腔7,第二前模5设置有与模具外联通的第二主流道52,第二主流道52两侧分别对称设置有延伸至各第二型腔7的第二分流道32,第二分流道32位于后模3,第二分流道32与第二型腔7联通的位置为搭接浇口53,搭接浇口53位于操作钮外层侧壁的端面上,两个第二型腔7有效提高加工效率,选择位于于操作钮外层侧壁的端面的搭接浇口53,有效保证操作钮外层的成品质量,第二型腔7由后模3的后型腔31和第二前模5的第二前型腔51构成,搭接浇口53位于后模3上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1