一种自动上料机构及具有该机构的热压成型系统的制作方法
1.本技术涉及热压成型设备的领域,尤其是涉及一种自动上料机构及具有该机构的热压成型系统。
背景技术:
2.热压成型机构(也称平板硫化机、橡胶硫化机、小型压片机、自动压片机)是成型机的一种,适用于橡胶、塑料行业之聚合物如pvc、色母粒等化工原料的混炼加工、配料试验。将塑料或橡胶原料放于模具内,夹于上、下电热板之间,在电热板智能恒温下施以压力,使原料成型。
3.相关技术中,热压成型机在使用时,下模板的型腔内加入胶料通常是采用人工的方式,一个工作人员只能操作一台热压成型机,为了实现一个工作人员控制多个热压成型机的加料,现通过输送机构将于加料处加料之后的下模板输送至对应的热压成型机构处,而如何实现下模板从输送机构至热压成型机构的上料亟需解决。
技术实现要素:
4.为了实现下模板从输送机构至热压成型机构的上料,本技术提供一种自动上料机构。
5.第一方面,本技术提供一种自动上料机构,采用如下的技术方案:
6.一种自动上料机构,应用于热压成型机构上,该热压成型机构包括热压成型模具组件,所述热压成型模具组件包括上模板和下模板,该热压成型机构具有至少一个供所述热压成型模具组件放置的放置空间,包括:
7.夹持组件,设于输送机构的上侧且于输送机构上夹持下模板的两侧;
8.提升组件,设于输送机构的上侧且用于驱使夹持组件带动下模板从输送机构上升至与放置空间对应的高度;以及
9.推拉组件,设于热压成型机构上以驱使下模板从夹持组件上移动至热压成型机构的放置空间上。
10.通过采用上述技术方案,夹持组件于输送机构上夹持下模板的两侧,提升组件驱使夹持组件带动下模板移动至与放置空间对应的高度,推拉组件驱使下模板从夹持组件移动至放置空间内进行上料,实现了下模板于输送机构至热压成型机构的自动上料。
11.可选的,所述提升组件包括:
12.支撑柱,固定于输送机构的上侧;
13.第一支撑板,固定于所述支撑柱上且用于提供支撑;
14.滑移板,滑移连接于所述支撑柱上;
15.提升丝杠,转动连接于所述第一支撑板上,所述提升丝杠贯穿所述滑移板且与所述滑移板螺纹连接;
16.提升驱动源,设于所述第一支撑板上驱使所述提升丝杠转动;
17.提升块,数量为两个,两所述提升块分别位于下模板的两侧,所述提升块与所述支撑柱滑移连接;以及
18.连接件,连接所述滑移板与所述提升块以使提升块随所述滑移板滑移升降。
19.通过采用上述技术方案,提升驱动源驱使提升丝杠转动,提升丝杠通过其与滑移板的螺纹连接驱使滑移板沿支撑柱升降,进而带动提升块升降,以实现夹持组件的升降。
20.可选的,所述夹持组件包括:
21.夹持块,数量为两个且与所述提升块一一对应,两所述夹持块设于两所述提升块之间,所述夹持块远离所述提升块的一侧具有供所述下模板的一侧边沿嵌设并滑移的滑移槽;以及
22.夹持驱动源,一一对应设于所述提升块上,两所述夹持驱动源驱使两所述夹持块夹持下模板的两侧。
23.通过采用上述技术方案,夹持驱动源驱使夹持块夹持于下模板的两侧,以方便带动下模板上升至与放置空间对应的高度。
24.可选的,所述夹持组件还包括第一导向柱,所述夹持块对应于至少一所述第一导向柱,所述第一导向柱的一端固定于夹持块上,所述第一导向柱贯穿所述提升块且与所述提升块滑移连接。
25.通过采用上述技术方案,第一导向柱引导夹持块在夹持驱动源的驱使下滑动,使夹持块在滑动时不易发生晃动,提高了夹持块滑动时的稳定性。
26.可选的,所述推拉组件包括:
27.第二支撑板,固定于热压成型机构远离输送机构的一侧且用于提供支撑;
28.推拉块,数量至少为一个,下模板上具有供推拉块嵌设挂接的挂接槽;以及
29.推拉驱动源,固定于所述第二支撑板上且驱动端与所述推拉块固定以驱使下模板从夹持组件上移动至热压成型机构的放置空间内。
30.通过采用上述技术方案,推拉块挂接于挂接槽内,使得推拉块能够在推拉驱动源的驱使下带动下模板从夹持组件上移动至放置空间内进行上料。
31.可选的,所述推拉块的数量至少为两个,所述推拉组件还包括连接板,所述连接板固定于所述推拉驱动源的驱动端,至少两所述推拉块固定于所述连接板上。
32.通过采用上述技术方案,连接板的设置,使得一个推拉驱动源能够驱使两个以上推拉块,节省了推拉驱动源的数量;两个以上推拉块带动一个下模板滑移,使得下模板在滑移时不易晃动,提高了下模板滑移时的稳定性。
33.可选的,所述推拉组件还包括至少一个第二导向柱,至少一所述第二导向柱固定于连接板上,所述第二导向柱贯穿所述第二支撑板且与所述第二支撑板滑移连接。
34.通过采用上述技术方案,第二导向柱引导连接板在推拉驱动源的驱使下滑动,使连接板在滑动时不易发生晃动,提高了连接板滑动时的稳定性。
35.第二方面,本技术提供一种热压成型系统,采用如下的技术方案:
36.一种热压成型系统,包括:
37.热压成型机构;以及
38.如上所述的自动上料机构。
39.通过采用上述技术方案,夹持组件于输送机构上夹持下模板的两侧,提升组件驱
使夹持组件带动下模板移动至与放置空间对应的高度,推拉组件驱使下模板从夹持组件移动至放置空间内进行上料,实现了下模板于输送机构至热压成型机构的自动上料。
40.可选的,所述热压成型机构包括:
41.热压成型模具组件,包括上模板和下模板,所述下模板与所述上模板配合形成型腔;
42.底座;
43.导向支腿,固定于所述底座上;
44.顶板,固定于所述导向支腿的上端;
45.下层板,设于所述顶板与所述底座之间且与所述导向支腿滑移连接,所述下层板配合所述顶板形成供所述热压成型模具组件放置的放置空间;
46.底部驱动源,固定于所述底座上驱使所述下层板上升配合顶板与中层板夹紧所述热压成型模具组件;以及
47.上模板抬升组件,产品成型之后于放置空间内驱使所述上模板与所述下模板分离。
48.通过采用上述技术方案,一个热压成型机构能够同时驱使两个热压成型模具合模成型产品,提高了热压成型机构的生产效率。
49.可选的,所述上模板抬升组件包括:
50.抬升板,数量为四个且对称设于上模板的两侧,两所述抬升板对应于一所述上模板并延伸至所述上模板两侧边沿的下侧;
51.联动板,设于所述顶板的上侧;
52.抬升驱动源,设于所述顶板上以驱使所述联动板上升;以及
53.连接柱,连接所述抬升板与所述联动板以使抬升板随联动板上升。
54.通过采用上述技术方案,模具内的产品成型之后,底部驱动源的活塞杆收缩,下层板与中层板、热压成型模具组件下降,中层板抵接于挡环的上侧而与下侧的热压成型模具组件分离,抬升驱动源的驱使联动板带动抬升板上升抬起上模板,使得上模板上升与下模板分离,以方便下模板在推拉组件的驱使下滑离放置空间。
附图说明
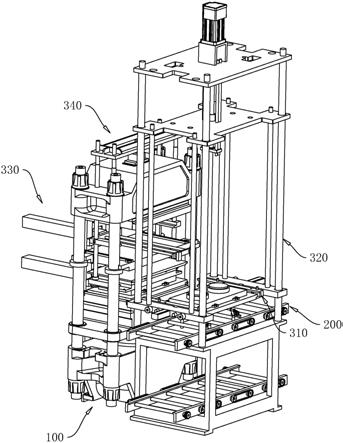
55.图1是本技术实施例的一种热压成型系统的结构示意图。
56.图2是本技术实施例的热压成型机构的结构示意图。
57.图3是本技术实施例的热压成型模具组件的结构示意图。
58.图4是本技术实施例的夹持组件与提升组件的结构示意图。
59.图5是本技术实施例的推拉组件的结构示意图。
60.图6是本技术实施例的上模板抬升组件的结构示意图。
61.附图标记说明:100、热压成型机构;110、热压成型模具组件;111、上模板;112、下模板;1121、挂接槽;113、中模板;1131、锁定槽;120、底座;130、导向支腿;131、挡环;140、顶板;150、中层板;160、下层板;170、放置空间;180、底部驱动源;300、自动上料机构;310、夹持组件;311、夹持块;3111、滑移槽;312、夹持驱动源;313、第一导向柱;320、提升组件;321、支撑柱;322、第一支撑板;323、滑移板;3231、支撑座;324、提升丝杠;325、提升驱动源;326、
提升块;327、连接件;330、推拉组件;331、第二支撑板;332、推拉块;333、推拉驱动源;334、连接板;335、第二导向柱;340、上模板抬升组件;341、抬升板;342、联动板;343、抬升驱动源;344、连接柱。
具体实施方式
62.以下结合附图1
‑
6对本技术作进一步详细说明。
63.本技术实施例公开一种热压成型系统。参照图1,热压成型系统包括热压成型机构100和自动上料机构300,热压成型机构100用于热压成型产品,自动上料机构300用于驱使下模板112于输送机构200上料至热压成型机构100上。
64.参照图2,热压成型机构100包括底座120、导向支腿130、顶板140、下层板160、底部驱动源180和热压成型模具组件110。导向支腿130的数量为四个,四个导向支腿130的下侧分别固定于底座120侧壁上的四个拐角处,导向支腿130呈竖直设置,顶板140固定于导向支腿130的上侧,顶板140的下侧具有用于加热的电热板。下层板160位于底座120与顶板140之间,下层板160套设于四个导向支腿130上且与导向支腿130滑移连接,下层板160的上侧具有用于加热的电热板,下层板160与顶板140配合形成供热压成型模具组件110放置的放置空间170。底部驱动源180为油缸,油缸固定于底座120上,油缸的活塞杆与下层板160的下侧固定,以驱使下层板160上升,配合中层板150和顶板140夹紧热压成型模具组件110。
65.为了使得热压成型机构100能够同时使用两个模具进行生产,热压成型机构100还中层板150。中层板150位于顶板140和底座120之间,中层板150套设于四个导向支腿130上,中层板150与导向支腿130滑移连接。中层板150将下层板160与顶板140之间的空间隔成两个供热压成型模具组件110放置的放置空间170,以使得热压成型机构100能够同时使用两个模具进行生产。
66.为了方便热压成型模具组件110滑出放置空间170,导向支腿130上还一一对应固定有挡环131,使得油缸的活塞杆收缩时,中层板150下降一段距离之后能够抵接架设于挡环131上,而与中层板150下侧的热压成型模具组件110分离。
67.参照图2、3,在一个实施例中,热压成型模具组件110包括上模板111和下模板112,上模板111和下模板112均具有互相配合用于成型产品的型腔。
68.在另一个实施例中,为了方便清理模具的型腔,热压成型模具组件110还包括中模板113,中模板113位于上模板111和下模板112之间,中模板113与上模板111、下模板112配合形成用于成型产品的型腔,本实施例中热压成型模具组件110以包括上模板111、中模板113和下模板112为例进行介绍。
69.参照图4,自动上料机构300包括夹持组件310、提升组件320和推拉组件330。夹持组件310用于从输送机构200上夹持或松开下模板112的两侧边沿,提升组件320用于驱使夹持组件310升降,以驱使下模板112于输送机构200上升脱离输送机构200或下降至输送机构200上,推拉组件330用于驱使下模板112从提升组件320移动至放置空间170内或从放置空间170内移动至提升组件320上,推拉组件330与放置空间170一一对应,上模板抬升组件340用于向上抬升上模板111驱使上模板111与中模板113以及下模板112分离,以方便下模板112在推拉组件330的驱使下从放置空间170滑至夹持组件310上。
70.提升组件320包括支撑柱321、第一支撑板322、滑移板323、提升丝杠324、提升驱动
源325、提升块326和连接件327。支撑柱321的数量为四个且呈竖直设置,四个支撑柱321对称设于热压成型模具组件110的两侧,提升块326的数量为两个,两个提升块326对称设于热压成型模具组件110的两侧,一个提升块326对应于两个支撑柱321,提升块326套设于支撑柱321上且与支撑柱321滑移连接。第一支撑板322固定于支撑柱321的上侧,滑移板323套设于支撑柱321上且与支撑柱321滑移连接,提升丝杠324的一端通过轴承转动连接于第一支撑板322上,提升丝杠324沿其轴向不与第一支撑板322发生相对滑动,提升丝杠324穿设于滑移板323上且与滑移板323螺纹连接,提升驱动源325为伺服电机,伺服电机固定于第一支撑板322上,伺服电机的输出轴与提升丝杠324的一端固定连接以驱使提升丝杠324转动,进而通过提升丝杠324与滑移板323的螺纹连接驱使滑移板323沿支撑柱321升降。连接件327的上端与滑移板323固定连接,连接件327的下端与提升块326固定连接,以使得提升块326随滑移板323升降,连接件327的数量为四个,两个连接件327对应于一个提升块326,连接件327可以为杆状,也可以为圆柱状,本实施例中连接件327以圆柱状为例进行介绍。
71.夹持组件310包括夹持块311和夹持驱动源312。夹持块311的数量为两个,夹持块311与提升块326一一对应,两个夹持块311位于两个提升块326之间,两个夹持块311的两相对侧壁上具有滑移槽3111,滑移槽3111供下模板112的一侧边沿嵌设滑移。夹持驱动源312可以为油缸,也可以为气缸,本实施例中夹持驱动源312以气缸为例进行介绍,气缸与夹持块311一一对应,气缸固定于提升块326上,气缸的活塞杆贯穿提升块326之后与夹持块311固定连接,以驱使两个夹持块311互相靠近夹持下模板112的两侧。
72.夹持组件310还包括第一导向柱313,第一导向柱313固定于夹持块311上,第一导向柱313贯穿提升块326且与提升块326滑移连接,以引导夹持块311在气缸的驱使下滑移。
73.参照图5,推拉组件330包括第二支撑板331、推拉块332和推拉驱动源333。第二支撑板331固定于底座120远离支撑柱321的一侧,推拉驱动源333为气缸,气缸固定于第二支撑板331上且活塞杆朝向放置空间170延伸设置,推拉块332固定于气缸的活塞杆上,下模板112的一侧边沿具有挂接槽1121,挂接槽1121供推拉块332滑入挂接,挂接槽1121与推拉块332一一对应,以使得下模板112能够在气缸的驱使下从两个夹持块311之间滑移至放置空间170内,或在气缸的驱使下从放置空间170内滑移至两个夹持块311之间。推拉块332的数量至少为一个,推拉块332为一个时,推拉块332直接固定于气缸的活塞杆上;推拉块332为两个时,气缸的活塞杆上固定有连接板334,连接板334呈水平设置,两个推拉块332固定于推拉块332上且对称设于气缸的活塞杆的两侧;推拉块332为三个时,三个推拉块332沿连接板334的长度方向均匀固定于连接板334上,中间的推拉块332位于连接板334的中部。
74.推拉组件330还包括第二导向柱335,第二导向柱335的数量为两个,两个第二导向柱335均固定于连接板334上,两个第二导向柱335对称设于气缸的活塞杆的两侧,第二导向柱335贯穿第二支撑板331且与第二支撑板331滑移连接,以引导连接板334在气缸的驱使下滑移。
75.参照图1、6,为了方便下模板112从放置空间170内滑出,热压成型机构100还包括上模板抬升组件340,成型之后上模板抬升组件340于放置空间170内驱使所述上模板111与所述下模板112分离,上模板抬升组件340包括抬升板341、联动板342、抬升驱动源343和连接柱344。抬升驱动源343可以为油缸,也可以为气缸,本实施例中抬升驱动源343以油缸为例进行介绍,油缸固定于顶板140的上侧,油缸的活塞杆竖直朝上设置。联动板342固定于油
缸的活塞杆上,连接柱344的上侧与联动板342固定,连接柱344的数量为四个,四个连接柱344对称设于上模板111的两侧,四个连接柱344固定于联动板342的四个拐角处。抬升板341的数量为四个,两个抬升板341对应一个上模板111,两个抬升板341对称设于上模板111的两侧且延伸至对应上模板111的下侧,抬升板341固定于连接柱344上,以使得抬升板341能够在抬升驱动源343的驱使下上升驱使上模板111与中模板113以及下模板112分离。
76.型腔内的产品成型之后,底部驱动源180的活塞杆收缩,下模板112、中模板113、上模板111、中层板150和下层板160下降,中层板150抵接于抵接于挡环131的上侧限位,推拉块332挂接于挂接槽1121内,抬升驱动源343的活塞杆向上伸出驱使联动板342上升,联动板342通过连接柱344带动抬升板341上升驱使上模板111上抬,上模板111与中模板113以及下模板112分离,推拉驱动源333的活塞杆收缩带动推拉块332将下模板112拉动至两个夹持块311之间,下模板112的两侧边沿嵌设于滑移槽3111内。
77.下模板112的型腔内加料之后在输送机构200的作用下输送至与热压成型机构100对应的位置,提升驱动源325带动提升丝杆转动以驱使两个提升块326下降至下模板112的两侧,两个夹持驱动源312驱使两个夹持块311互相靠接夹持于下模板112的两侧,下模板112的两侧边沿嵌设于滑移槽3111内,随后提升驱动源325带动提升丝杆转动以驱使两个提升块326上升,提升块326带动下模板112上升至与放置空间170对应的高度,此时推拉块332挂接于下模板112的挂接槽1121内,推拉驱动源333的活塞杆收缩驱使下模板112移动至对应的放置空间170内。
78.本技术实施例一种热压成型系统的实施原理为:下模板112加料之后经输送机构200输送至热压成型机构100对应的位置处,提升组件320驱使夹持组件310下降至输送机构200上,夹持组件310夹持下模板112的两侧,提升组件320驱使夹持组件310带动下模板112上升至与放置空间170对应的高度,推拉组件330将下模板112拉动至放置空间170内,实现下模板112到热压成型机构100的放置空间170的自动上料;产品成型之后,底部驱动源180的活塞杆收缩,下层板160与中层板150、热压成型模具组件110下降,中层板150抵接于挡环131的上侧而与下侧的热压成型模具组件110分离,上模板抬升组件340驱使上模板111上升与下模板112分离,提升组件320驱使夹持组件310移动至与放置空间170对应的高度,推拉组件330将下模板112从放置空间170推动至夹持组件310上,随后提升组件320驱使夹持组件310下降至输送机构200上,夹持组件310松开下模板112将下模板112放置于输送机构200上,实现下模板112的下料。
79.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1