一种橡胶成型机的制作方法
1.本技术涉及橡胶加工设备的技术领域,尤其是涉及一种橡胶成型机。
背景技术:
2.目前橡胶是一种有弹性的聚合物,可以从一些植物的树汁中取得,也可以是人造的,按照制成方式的不同,橡胶可以分为合成橡胶和天然橡胶两类。橡胶在成型加工过程中,需要使用橡胶成型机对橡胶进行加工,橡胶成型机是一种高效高精度胶坯生产设备。
3.现有的橡胶成型机通常是由柱塞式挤出装置和胶坯切割装置组成,胶坯切割装置包括驱动机构、刀盘和通过焊接固定的方式安装在刀盘上的切割刀,橡胶成型机工作时,打开机头,将经过预热打卷的胶料从装入柱塞式挤出装置内,再关闭机头,接着通过驱动机构带动刀盘转动,带动切割刀转动,将胶料进行切割,即可得到胶坯。
4.针对上述中的相关技术,发明人认为存在有切割刀在发生磨损需要更换时,切割刀的更换不便捷的缺陷。
技术实现要素:
5.为了使切割刀的更换较为便捷,本技术提供一种橡胶成型机。
6.本技术提供的一种橡胶成型机采用如下的技术方案:
7.一种橡胶成型机,包括机架、设置在机架上的柱塞式挤出装置和设置在机架上的胶坯切割装置,所述胶坯切割装置包括刀盘、设置在刀盘上的切割刀和用于驱动刀盘转动的驱动机构,所述刀盘上开设有安装槽,所述切割刀插设于安装槽内,所述刀盘上设置有夹持装置,所述夹持装置包括用于对切割刀固定夹持的多个夹持板和用于驱动相邻的两个夹持板对切割刀夹持的夹持机构,所述夹持机构设置于刀盘上,所述夹持板设置于夹持机构上,且夹持板与刀盘滑动配合。
8.通过采用上述技术方案,刀盘上设置有夹持装置,将切割刀插入安装槽内后,旋动夹持机构,带动两个夹持板对切割刀进行固定夹持,能够实现对切割刀的安装,拆卸时,将夹持装置不再对切割刀进行夹持即可,使切割刀的更换较为便捷。
9.可选的:所述夹持机构包括用于带动相邻的两个夹持板朝相互靠近或是相互远离的方向上滑动的螺杆和用于驱动螺杆转动的夹持组件,所述夹持组件设置于刀盘上,所述螺杆设置于夹持组件上,所述夹持板螺纹配合于螺杆上。
10.通过采用上述技术方案,旋动夹持组件,能够带动螺杆转动,进而实现两个夹持板朝相互靠近或是相互远离的方向上滑动,两个夹持板朝相互靠近的方向上滑动时,能够实现对切割刀的挤压夹紧,两个夹持板朝相互远离的方向上滑动时,能够实现对切割刀的松开,方便对切割刀进行更换。
11.可选的:所述夹持组件包括转动配合于刀盘上的蜗杆和啮合于蜗杆上的蜗轮,所述螺杆穿设于蜗轮内。
12.通过采用上述技术方案,旋动蜗杆,能够带动蜗轮转动,进而带动螺杆转动,操作
便捷。
13.可选的:所述夹持板上设置有挤压装置,所述挤压装置包括设置于夹持板上的支撑板和用于对切割刀挤压的挤压组件,所述挤压组件设置于支撑板上。
14.通过采用上述技术方案,夹持板上设置有挤压装置,通过支撑板的设置,能够实现对挤压组件的支撑,通过挤压组件对切割刀挤压夹紧,使对切割刀的夹持更加稳定。
15.可选的:所述挤压组件包括用于对切割刀挤压的挤压块和用于带动挤压块滑动的丝杠,所述丝杠转动配合于支撑板内,所述挤压块螺纹配合于丝杠上,且挤压块与夹持板滑动配合。
16.通过采用上述技术方案,将丝杠旋动,能够带动挤压块沿着丝杠进行滑动,挤压块朝切割刀处运动时,能够实现对切割刀的挤压夹紧。
17.可选的:所述夹持板上设置有滑块,所述刀盘上开设有滑槽,所述滑块滑动配合于滑槽内。
18.通过采用上述技术方案,通过滑块的设置,使夹持板在滑动时,能够带动滑块在滑槽内滑动,使夹持板在刀盘上的滑动更加稳定。
19.可选的:所述机架上设置有输送装置,所述输送装置包括输送带和用于带动输送带转动的转动组件,所述转动组件设置于机架上,所述输送带设置于转动组件上。
20.通过采用上述技术方案,启动转动组件,能够带动输送带转动,进而能够实现对输送带上的胶坯的输送。
21.可选的:所述转动组件包括安装于机架上的驱动电机和安装于驱动电机输出轴上的输送辊,所述输送辊水平间隔设置有多个,所述输送带绕设于多个输送辊上。
22.通过采用上述技术方案,启动驱动电机,能够带动输送辊转动,进而带动输送带转动,操作便捷。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过在刀盘上设置有夹持装置,将切割刀插入安装槽内后,旋动夹持机构,带动两个夹持板对切割刀进行固定夹持,能够实现对切割刀的安装,拆卸时,将夹持装置不再对切割刀进行夹持即可,使切割刀的更换较为便捷;
25.2.通过在夹持板上设置有挤压装置,通过支撑板的设置,能够实现对挤压组件的支撑,通过挤压组件对切割刀挤压夹紧,使对切割刀的夹持更加稳定。
附图说明
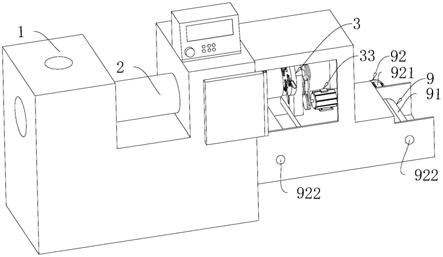
26.图1是本技术的整体结构示意图;
27.图2是示出胶坯切割装置和夹持装置的连接关系的局部剖视图;
28.图3是图2中a处的局部放大图。
29.附图标记:1、机架;2、柱塞式挤出装置;3、胶坯切割装置;31、刀盘;311、安装槽;312、滑槽;32、切割刀;33、驱动机构;4、夹持装置;5、夹持板;6、夹持机构;61、螺杆;62、夹持组件;621、蜗杆;622、蜗轮;623、旋钮一;7、挤压装置;71、支撑板;72、挤压组件;721、挤压块;722、丝杠;723、旋钮二;8、滑块;9、输送装置;91、输送带;92、转动组件;921、驱动电机;922、输送辊。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开一种橡胶成型机。参照图1和图2,一种橡胶成型机,包括机架1、固定设置在机架1上的柱塞式挤出装置2和固定设置在机架1上的胶坯切割装置3,柱塞式挤出装置2可直接采用柱塞式挤出机构成,柱塞式挤出装置2水平设置,胶坯切割装置3包括刀盘31、设置在刀盘31上的切割刀32和用于驱动刀盘31转动的驱动机构33,驱动机构33固定安装在机架1上,驱动机构33可直接采用电动机带动皮带轮转动,带动与皮带轮固定连接的转动杆转动,进而带动与转动杆固定连接的刀盘31转动的方式。刀盘31为竖直的圆盘,切割刀32为矩形刀,切割刀32在刀盘31的侧面均匀设置有四个。机架1上设置有输送装置9,需要对胶料进行加工时,先将胶料添加到柱塞式挤出装置2内进行加工,加工完成后到达胶坯切割装置3处,进行切割加工,加工后的胶坯到达输送装置9处,通过输送装置9输送出去,完成对胶料的加工作业。
32.其中,参照图1和图2,输送装置9包括输送带91和用于带动输送带91转动的转动组件92,转动组件92固定设置于机架1上,转动组件92包括固定安装于机架1上的驱动电机921和固定安装于驱动电机921输出轴上的输送辊922,驱动电机921水平设置,输送辊922沿着机架1的长度方向上水平间隔设置有两个,输送辊922为水平的圆柱辊,输送带91呈水平的腰型结构,输送带91绕设于两个输送辊922上。启动驱动电机921,带动输送辊922转动,带动输送带91转动,将输送带91上的胶坯进行输送。
33.参照图1和图2,刀盘31上开设有安装槽311,安装槽311为刀盘31的侧面开设的矩形槽,安装槽311在刀盘31上均匀设置有四个。刀盘31上设置有四个夹持装置4,需要对切割刀32安装时,先将切割刀32插设于安装槽311内,接着通过夹持装置4,将切割刀32进行固定夹持。
34.参照图2和图3,夹持装置4包括用于对切割刀32固定夹持的两个夹持板5和用于驱动相邻的两个夹持板5对切割刀32夹持的夹持机构6,夹持机构6设置于刀盘31上,夹持机构6包括用于带动相邻的两个夹持板5朝相互靠近或是相互远离的方向上滑动的螺杆61和用于驱动螺杆61转动的夹持组件62,夹持组件62设置于刀盘31上,夹持组件62包括转动配合于刀盘31上的蜗杆621和啮合于蜗杆621上的蜗轮622,蜗杆621水平设置,刀盘31对蜗杆621转动支撑,且蜗杆621垂直于刀盘31的侧面,蜗杆621伸出刀盘31的一端固定设置有旋钮一623,旋钮一623为竖直的圆板。蜗轮622竖直设置,螺杆61水平设置,螺杆61的两端的螺纹互为反向螺纹,螺杆61固定穿设于蜗轮622内,刀盘31对螺杆61转动支撑。
35.参照图2和图3,夹持板5为矩形板,夹持板5螺纹配合于螺杆61上,夹持板5在螺杆61上相对设置有两个。夹持板5位于刀盘31内的侧面上固定设置有滑块8,滑块8为“t”型块,滑块8在夹持板5上设置有两个,刀盘31上开设有与滑块8相适配的滑槽312,夹持板5通过滑块8滑动配合于滑槽312内与刀盘31滑动配合。
36.参照图2和图3,将切割刀32插入安装槽311内后,旋动旋钮一623,带动蜗杆621、蜗轮622和螺杆61转动,带动两个夹持板5朝相互靠近或是相互远离的方向上滑动,两个夹持板5朝相互靠近的方向上滑动时,将切割刀32挤压夹紧。
37.参照图2和图3,为了能够对不同厚度的切割刀32进行挤压夹紧,在夹持板5上设置有挤压装置7,挤压装置7包括设置于夹持板5上的支撑板71和用于对切割刀32挤压的挤压
组件72,支撑板71为矩形板,支撑板71与夹持板5一体成型。挤压组件72设置于支撑板71上,挤压组件72包括用于对切割刀32挤压的挤压块721和用于带动挤压块721滑动的丝杠722,丝杠722水平设置,丝杠722转动配合于支撑板71内,且丝杠722远离刀盘31的一端固定设置有旋钮二723,旋钮二723为竖直的圆板。挤压块721为竖直的矩形块,挤压块721螺纹配合于丝杠722上,挤压块721靠近夹持板5的侧面抵接于夹持板5上,且挤压块721与夹持板5滑动配合。
38.参照图2和图3,旋动旋钮二723,带动丝杠722转动,带动挤压块721朝靠近或是远离切割刀32的方向上滑动,挤压块721朝靠近切割刀32处滑动时,能够将切割刀32挤压锁紧,完成对切割刀32的安装。
39.本技术实施例一种橡胶成型机的实施原理为:需要对胶料进行加工时,先将切割刀32进行安装,将切割刀32插入安装槽311内后,通过夹持装置4和挤压装置7将切割刀32固定夹紧,接着将胶料添加到柱塞式挤出装置2内,对胶料进行加工,随后胶料到达胶坯切割装置3处,对胶料进行切割加工,加工后的胶坯掉入输送装置9上,通过输送装置9输送出去,完成对胶料的加工。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1