一种螺纹加工模具的制作方法
1.本实用新型涉及一种模具设备领域,尤其涉及一种螺纹加工模具。
背景技术:
2.目前,瓶盖内部的螺纹加工,通常是借助电机和螺纹加工刀具进行螺纹加工。在加工瓶盖内的螺纹时,电机通过传动装置驱动螺纹加工刀具沿瓶盖的轴向进刀以加工螺纹。由于电机及传动装置自身的惯性的原因,螺纹加工刀具无法急停,螺纹加工刀具极易碰撞瓶盖,从而导致瓶盖受损,影响加工质量。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的之一在于提供一种螺纹加工模具,以解决现有技术中的以螺纹加工刀具加工螺纹导致的产品损伤的技术问题。
4.本实用新型的目的之一采用如下技术方案实现:
5.一种螺纹加工模具,所述螺纹加工模具包括公模和与所述公模配合的母模;
6.所述母模上设有型腔;
7.所述公模上设有脱模组件和与所述型腔配合的型芯,所述型芯的末端设有伸入所述型腔内且用于成型内螺纹的螺纹成型段,所述脱模组件与所述型芯连接以驱动所述型芯旋转脱模。
8.可选地,所述脱模组件包括传动机构和输出旋转运动的动力件,所述传动机构一部分与所述动力件连接,所述传动机构的另一部分与所述型芯连接以将旋转运动传递至所述型芯上。
9.可选地,所述传动机构包括转轴、第一齿轮、第二齿轮、第三齿轮和传动链,所述转轴与所述型芯并排设置,所述第一齿轮设置于所述型芯上,所述第二齿轮设置于所述转轴上,所述第二齿轮与所述第一齿轮啮合,所述第三齿轮设置于所述转轴上,所述第三齿轮通过所述传动链与所述动力件驱动连接。
10.可选地,所述动力件为电动马达或者气动马达。
11.可选地,所述公模上还设有若干轴承,其中两个所述轴承设置于所述型芯上,且位于所述第一齿轮的两侧,另外两个所述轴承设置于所述转轴上,且位于所述第二齿轮的两侧。
12.可选地,所述型芯成轴状,所述型芯的第一端设有所述螺纹成型段,所述型芯的第二端与对应的所述轴承连接。
13.可选地,所述公模上还设有安装架,所述安装架包括固定板和安装板,所述固定板固定于所述公模的侧壁上,所述安装板固定于所述固定板上,所述动力件固定于所述安装板上。
14.可选地,所述固定板的朝向所述公模的侧壁上设有定位凸起;
15.所述公模的朝向所述固定板的侧壁上设有与所述定位凸起对应设置的定位槽。
16.可选地,所述成型段上设有与内螺纹相适配的螺纹成型槽。
17.可选地,所述型芯呈中空管状,所述型芯内设有轴套;
18.所述公模上还设有注塑管,所述注塑管穿设于所述型芯内,所述注塑管通过所述轴套与所述型芯旋转配合。
19.相比现有技术,本实用新型的有益效果在于:
20.本实用新型的螺纹加工模具中,成型瓶盖时,母模上的型腔与公模上的型芯配合成型瓶盖的整体结构,同时型芯上的螺纹成型段伸入,在瓶盖的内部成型瓶盖的内螺纹。瓶盖冷却固化后,进行开模,脱模组件驱动型芯旋转,推动瓶盖向外移动,从而使得瓶盖脱模,最终成型出瓶盖。本实用新型的模具中,以螺纹成型段直接成型瓶盖的内螺纹,无需使用电机、传动装置和螺纹加工刀具,不会造成瓶盖的内部损伤,提高了瓶盖的成型质量和良品率。
附图说明
21.图1为本实用新型的螺纹加工模具的模块示意图;
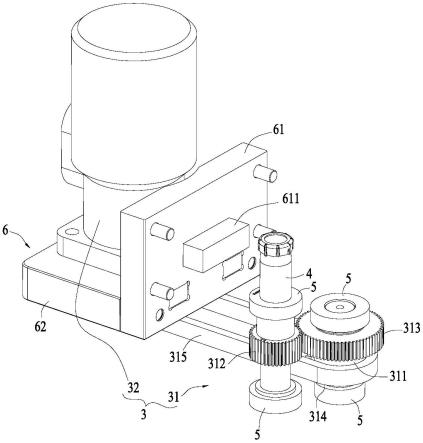
22.图2为本实用新型的螺纹加工模具的工作原理示意图;
23.图3为本实用新型的螺纹加工模具中的角度数字转换器的电路示意图。
24.图中:
25.1、母模;11、型腔;
26.2、公模;
27.3、脱模组件;31、传动机构;311、转轴;312、第一齿轮;313、第二齿轮;314、第三齿轮;315、传动链;32、动力件;
28.4、型芯;41、螺纹成型段;411、环形槽;412、螺纹成型槽;
29.5、轴承;
30.6、安装架;61、固定板;611、定位凸起;62、安装板;
31.7、轴套。
具体实施方式
32.下面,结合附图1至附图3以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
33.如图1至图3所示,本实用新型提供了一种螺纹加工模具,螺纹加工模具可以应用于注塑件的成型及内螺纹成型,注塑件为具有内螺纹孔的注塑产品,具体包括瓶盖、塑料螺帽,也可以用于对于一些异形结构的成型,比如具有内螺纹的塑料连接杆、具有内螺纹的塑料壳体等。下文中以瓶盖成型为例。
34.具体来说,螺纹加工模具包括公模2和与公模2配合的母模1。母模1上设有用于成型瓶盖的型腔11,型腔11用于成型瓶盖外部形状。公模2上设有脱模组件3和型芯4。型芯4与型腔11配合的型芯4,用于成型瓶盖的内部形状。更具体的,型芯4的末端设有用于成型瓶盖内螺纹的螺纹成型段41。脱模组件 3与型芯4连接以驱动型芯4旋转脱模。在成型瓶盖时,母模1上的型腔11与公模2上的型芯4配合成型瓶盖的整体结构,同时型芯4上的螺纹成型段41
伸入,在瓶盖的内部成型瓶盖的内螺纹。瓶盖冷却固化后,进行开模,脱模组件3 驱动型芯4旋转,推动瓶盖向外移动,从而使得瓶盖脱模,最终成型出瓶盖。在本实施例中,以螺纹成型段41直接成型瓶盖的内螺纹,无需使用电机、传动装置和螺纹加工刀具,不会造成瓶盖的内部损伤,提高了瓶盖的成型质量和良品率。
35.在一些实施例中,如图2所示,脱模组件3包括传动机构31和输出旋转运动的动力件32,传动机构31一部分与动力件32连接,传动机构31的另一部分与型芯4连接以将旋转运动传递至型芯4上。传动机构31传递旋转运动至型芯 4上,型芯4的旋转运动使得瓶盖从型芯4上旋出,使得瓶盖脱模。
36.具体来说,传动机构31包括转轴311、第一齿轮312、第二齿轮313、第三齿轮314和传动链315,转轴311与型芯4并排设置,第一齿轮312设置于型芯 4上,第二齿轮313设置于转轴311上,第二齿轮313与第一齿轮312啮合,第三齿轮314设置于转轴311上,第三齿轮314通过传动链315与动力件32驱动连接。动力件32通过传动链315驱动第三齿轮314旋转,第三齿轮314带动转轴311旋转,转轴311带动第二齿轮313旋转,第二齿轮313带动第一齿轮312 旋转,最后第一齿轮312带动型芯4旋转。
37.对于动力件32,具体可以是电动马达或者气动马达。
38.在一些实施例中,如图2所示,公模2上还设有若干轴承5,其中两个轴承 5设置于型芯4上,且位于第一齿轮312的两侧,另外两个轴承5设置于转轴 311上,且位于第二齿轮313的两侧。本实施例中,通过设置轴承5减少型芯4 的摩擦组经理,提高型芯4的旋转稳定性,避免型芯4在旋转时对瓶盖造成损伤。
39.对于,型芯4,其具体形状为轴状,型芯4的第一端设有螺纹成型段41,型芯4的第二端与前述对应的两轴承5连接。轴状结构的型芯4,具有更高的同轴度,旋转状态更加稳定,瓶盖脱模的安全性高,减少或者避免瓶盖损伤。
40.在一些实施例中,如图1、图2所示,公模2上还设有安装架6,安装架6 包括固定板61和安装板62,固定板61固定于公模2的侧壁上,安装板62固定于固定板61上,动力件32固定于所属省安装板62上。本实施例中,通过设置安装架6来安装前述动力件32,具体来说,安装架6利用固定板61与公模2固定连接,利用安装板62来安装动力件32,从而实现动力件32的固定安装。
41.在一些实施例中,如图2所示,固定板61的朝向公模2的侧壁上设有定位凸起611,公模2的朝向固定板61的侧壁上设有与定位凸起611对应设置的定位槽。在固定板61与公模2固定连接前,将定位凸起611嵌入公模2上的定位槽内,从而将固定板61与公模2定位,便于后续的固定板61与公模2的固定连接。比如,定位凸起611嵌入公模2上的定位槽内后,只需稍加顶抵固定板 61,即可防止固定板61掉落,更加便于将固定板61锁紧于公模2的侧壁上。
42.在一些实施例中,如图3所示,对于螺纹成型段41的具体形状,包括与瓶盖内部形状相适配的环形槽411,在环形槽411内设有与瓶盖的内螺纹相适配的螺纹成型槽412。
43.在一些实施例中,如图3所示,型芯4呈中空管状,型芯4内设有轴套7,公模2上还设有注塑管,注塑管穿设于型芯4内,注塑管通过轴套7与型芯4 旋转配合。本实施例中,在型芯4上集成注塑、脱模功能,功能集成化;实现内侧注塑,水口内藏,提高注塑外观质量。轴套7为自润滑环形铜片,具体是高力黄铜。
44.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护
的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1