模块化热半模模具的制作方法
1.本实用新型涉及注塑模具技术领域,尤其涉及一种模块化热半模模具。
背景技术:
2.现有的手机外壳等电子产品的的注塑中,模具主要采用热咀设计方式,由于注塑模具在设计时,通常采用一体化设计方式,设计完成后的模具整套提供的注塑厂商,而且每套模具设计尺寸不一致,通用性相对较差。注塑不同产品需要整体不同的模具,没有通用部分可以共用。这样,就不能批量采购,导致模具产品成本居高不下,增加公司研发投入,以及用户的购买成本。
技术实现要素:
3.本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的一个目的在于提出一种模块化热半模模具。
4.一方面,为实现上述目的,根据本实用新型实施例的模块化热半模模具,所述模块化热半模模具包括:
5.中模板,所述中模板分别设有多个进胶热嘴通孔;
6.进胶组件,所述进胶组件安装设置在所述中模板内,所述进胶组件上设有多个进胶热嘴,所述进胶热嘴位分别位于所述进胶热嘴通孔的位置;
7.所述中模板用于与上模板之间可拆卸连接,以通过所述进胶热嘴为上模板上的产品模具注胶。
8.进一步地,根据本实用新型的一个实施例,各个所述进胶热嘴通孔按照设定的距离依次均匀设置在所述中模板上。
9.进一步地,根据本实用新型的一个实施例,所述按照设定的距离大于所述产品模具的长度或者宽度。
10.进一步地,根据本实用新型的一个实施例,所述进胶组件还包括分流板,所述分流板上设有发热丝,以对分流板内的进胶流道的塑胶加热;
11.所述进胶热嘴分别安装设置在所述分流板上,且与所述进胶流道连通。
12.进一步地,根据本实用新型的一个实施例,所述分流板上还设有感温线,以对分流板内的流道的温度检测。
13.进一步地,根据本实用新型的一个实施例,所述中模板内设有安装凹槽,所述分流板安装设置在所述安装凹槽内。
14.进一步地,根据本实用新型的一个实施例,所述模块化热半模模具还包括:底模板,所述底模板与所述中模板之间可拆卸连接,所述底模板上设有进胶口,所述进胶口与所述分流板连通,所述进胶口还用于与出胶装置连接。
15.进一步地,根据本实用新型的一个实施例,所述模块化热半模模具还包括:
16.定位柱,所述中模板、下模板和上模板上分别按照设定的距离均匀地设有定位孔,
所述定位柱安装设置在所述定位孔内,以对所述中模板、下模板和上模板之间定位。
17.进一步地,根据本实用新型的一个实施例,所述模块化热半模模具还包括导柱,所述导柱安装设置在所述中模板的上表面的四周的位置,所述导柱用于与所述上模板之间可拆卸连接。
18.本实用新型实施例提供的模块化热半模模具,通过中模板分别设有多个进胶热嘴通孔;进胶组件安装设置在所述中模板内,所述进胶组件上设有多个进胶热嘴,所述进胶热嘴位分别位于所述进胶热嘴通孔的位置;中模板用于与上模板之间可拆卸连接,以通过所述进胶热嘴为上模板上的产品模具注胶。中模板与进胶组件构成一个标准化热半模部分,可实现对多种注塑模具的塑料的输送。注塑不同的产品可共用热热半模部分,企业在采购时可以统一批量采购,且不用与上模板及产品模具一起成套采购,减轻企业的模具开发和用户采购成本压力,增加模具的通用性。
附图说明
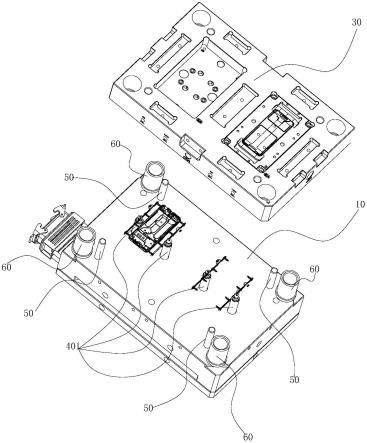
19.图1为本实用新型实施例提供的模块化热半模模具与上模板分解结构示意图;
20.图2为本实用新型实施例提供的模块化热半模模具与上模板合一起的结构示意图;
21.图3为本实用新型实施例提供的上模块、中模板、进胶组件和底模板分解结构示意图;
22.图4为本实用新型实施例提供的中模板、进胶组件和底模板分解结构示意图。
23.附图标记:
24.中模板10;
25.安装凹槽101;
26.底模板20;
27.进胶口201;
28.上模板30;
29.进胶组件40;
30.进胶热嘴401;
31.分流板402;
32.发热丝403;
33.定位柱50;
34.导柱60;
35.产品模具70。
36.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
37.为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的
目的,不是旨在于限制本实用新型。
38.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本实用新型的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
39.参阅图1至图4,一种模块化热半模模具,包括:中模板10和进胶组件40,所述中模板10分别设有多个进胶热嘴401通孔;通过在所述中模板10上设有多个进胶热嘴401通孔,且各个所述进胶热嘴401通孔按照设定的距离依次均匀设置在所述中模板10上。在实用新型的一个实施例中,各个所述进胶热嘴401通孔可按照直线排序方式均匀地设置在所述中模板10上。所述按照设定的距离大于所述产品模具的长度或者宽度。所述产品模具可包括有手机壳体产品模具:例如面壳、电池盖、中框等,以便于在对多种产品进行注塑时,可以共用该热半模模具。通过将进胶热嘴401通孔的距离设置为标准设定距离,该设定距离可覆盖多种主要注塑的产品模具。对多种产品注塑时,均可采用该热半模模具。实现模块化、标准化设计。
40.所述进胶组件40安装设置在所述中模板10内,所述进胶组件40上设有多个进胶热嘴401,所述进胶热嘴401位分别位于所述进胶热嘴通孔的位置;由于进胶组件40为各种产品注塑时均需要采用的部件,将该进胶组件40安装设置在中模板10内,进胶组件40与中模板10一起成为标准化部件。进胶组件40上的进胶热嘴401通过进胶热嘴通孔对外引出。且由于进胶热嘴401之间的引出距离为设计的标准化距离,且可覆盖各产品模具。这样,中模板10与进胶组件40构成一个标准化模块,可实现对多种注塑模具的塑料的输送。
41.所述中模板10用于与上模板30之间可拆卸连接,以通过所述进胶热嘴401为上模板30上的产品模具注胶。由于上模板30与中模板10之间可拆卸连接。这样在使用时,可以根据注塑的产品的不同而更换不同的上模板30以及产品模板。由于注塑不同的产品可采用同一下模板与送胶组件构成的标准化模块。这样,企业在采购时可以统一批量采购,且不用与上模板30及产品模具一起成套采购,减轻企业的模具开发和采购成本压力,增加模具的通用性。
42.本实用新型实施例提供的模块化热半模模具,通过中模板10分别设有多个进胶热嘴401通孔;进胶组件40安装设置在所述中模板10内,所述进胶组件40上设有多个进胶热嘴401,所述进胶热嘴401位分别位于所述进胶热嘴通孔的位置;中模板10用于与上模板30之间可拆卸连接,以通过所述进胶热嘴401为上模板30上的产品模具注胶。中模板10与进胶组件40构成一个标准化热半模部分,可实现对多种注塑模具的塑料的输送。注塑不同的产品可共用热热半模部分,企业在采购时可以统一批量采购,且不用与上模板30及产品模具一起成套采购,减轻企业的模具开发和用户采购成本压力,增加模具的通用性。
43.手机模具(面壳、电池盖、中框)等,模具尺寸参照现有手机尺寸设计规范标准,预留产品尺寸加大空间,要求满足7寸以下所有手机尺寸设计,统一布局固定流道和进胶系统设计,实现可共用化要求。将热咀改为共用式热半模设计方案,实现可反复使用,及批量采购降本目标。提出热半模相应技术指标。缩短模具加工周期,提高工作效率,在同行开发周期时间可以缩短2天,形成周期和成本两重竞争优势。方便维修,方便组装,缩短维修时间,对生产交付有保障,提升客户端交付优势。每套模具热咀单一购买和定制尺寸增加的成本。
可重复利用降低研发成可批量购买降低单价。
44.所述进胶组件40还包括分流板402,所述分流板402上设有发热丝403,以对分流板402内的进胶流道的塑胶加热;所述发热丝403设置在所述分流板402内,且通过连接头与加热装置连接,以通过加热装置对发热热进行加热控制,从而将分流板402加热并保持在设定的温度内。
45.所述进胶热嘴401分别安装设置在所述分流板上,且与所述进胶流道连通。各个所述进胶热嘴401分别依次设置在所述分流板402上,分流板402引入的塑胶可通过各个进胶热嘴401输出。以为产品模具提供注塑胶。
46.所述分流板402上还设有感温线,以对分流板402内的流道的温度检测。由于分流板402为导体,通过将所述感温线设置在所述分流板402上,可对分流板402及流道的温度检测,并通过连接线与所述加热装置连接,以便于加热装置根据检测温度来对发热丝403的发热控制。
47.所述中模板10内设有安装凹槽101,所述分流板402安装设置在所述安装凹槽101内。通过将分流板402安装在中模板10内,以减少整体占用面积,结构更加的紧凑。且分流板402位于中模板10内,可通过中模板10进行一定隔热。
48.所述模块化热半模模具,还包括:底模板20,所述底模板20与所述中模板10之间可拆卸连接,所述底模板20上设有进胶口201,所述进胶口201与所述分流板402连通,所述进胶口201还用于与出胶装置连接。所述底模板20可将所述中模板10的安装凹槽101处封堵,将所述分流板402固定在所述安装凹槽101内。所述底模板20上还设有进胶口201,通过进胶口201与输胶装置连接,可将塑料引入到分流板402内,通过分流板402将塑胶分流到各个进胶热嘴401内,通过进胶热嘴401对外输出塑胶。所述塑胶可为pc材质塑胶。
49.所述模块化热半模模具还包括:定位柱50,所述中模板10、下模板和上模板30上分别按照设定的距离均匀地设有定位孔,所述定位柱50安装设置在所述定位孔内,以对所述中模板10、下模板和上模板30之间定位。所述定位孔设为多个,且各个定位空孔的位置按照预设的距离均匀设置,这样实现定位空孔的标准化设计,便于通过定位柱50来与上模板30之间的连接定位。
50.所述模块化热半模模具还包括导柱60,所述导柱60安装设置在所述中模板10的上表面的四周的位置,所述导柱60用于与所述上模板30之间可拆卸连接。所述上模板30与导柱60对应出分别设有安装孔,各导柱60分别设置在各安装孔内,并通过固定螺丝可将导柱60与所述上模板30之间锁紧固定。从而将中模板10与上模板30之间锁紧固定。
51.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
52.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1