一种适用于雷达罩产品的局部壁厚可调节机构的制作方法
1.本实用新型属于雷达罩生产设备技术领域,更具体的说涉及一种适用于雷达罩产品的局部壁厚可调节机构。
背景技术:
2.当下乘用汽车行业,自动驾驶技术正在迅猛发展,毫米波雷达以动探测领域有着天候适应性强,价格相对低廉的大幅优势,在汽车自动驾驶领域占有着主导地位。作为车头的长距雷达,主频为76~77ghz波段的毫米波雷达正在汽车行业安全领域被大力推广。
3.雷达本身为pcba上的天线阵列,为了抵御恶劣的天候侵蚀,路面碎石、泥水等各种侵袭、人为破坏等来自外界的影响,往往雷达本身会有塑料制的雷达罩壳作为封装保护,但由于雷达都作为标准零件进行贩卖,因此其自成一体,无法配合车辆造型进行改变,因此会造成雷达安装处不够美观。同时裸露的雷达封装,也会遭到外界影响,导致雷达监测失效,而其更换成本非常大,相当于更换了雷达本身。因此为了有效解决上述现象,往往车厂会在雷达前方设置第二层保护屏障,即雷达罩盖板、雷达罩车标、雷达罩饰条、甚至雷达罩格栅,从而对雷达进行保护,即使更换,也有限更换第二层罩盖,从而减少成本,并能和周边环境件造型一体化,更加美观。
4.而雷达罩盖板、雷达罩车标、雷达罩饰条、甚至雷达罩格栅虽然其造型、零件构成、工艺、制成都各不相同,但对毫米波信号的透射性能,则为该类零件对于整车安全相关的主要性能。其分解到具体管控要求后,大致分为以下三个维度:信号衰减量、角度进度、反射率。这三个维度也正是各大主机厂对雷达罩盖类零件得管控维度要求。事实上,在雷达罩盖的造型、结构、工艺、制成中,能够影响雷达罩盖类零件的雷达穿透性能的因素很多,而其中极其重要的一个因素为零件的合成壁厚,即无论零件造型凹凸有多么深,其形成零件整体后,前后几种材料叠加起来后的整体壁厚,在此类零件的制作过程中,往往整体厚度大方向合适,但在厚度的公差上,容易走上差,或者下差,甚至超差,因为合成壁厚零件是分为多次注塑成型加工的,因此其合体壁厚较不容易一次做到位,所以壁厚调整就成了此类零件制成中的一个难点。
5.现如今,该类零件的制作,往往会去关注零件正面和背面所形成的整体壁厚,控制合成壁厚的技术,主要分为以下两种:
6.1.在模具背面采用镶芯结构,模具制作完成之后,进行产品试做并测量成品壁厚,当壁厚偏薄,或者偏厚时,通过保压压力、保压时间对其进行调节。必要时通过铣切公模处,增加产品背面胶位,来增加厚产品壁厚;或者通过铣切分型面(熟称“降面”),来减薄产品壁厚,从而控制。
7.对于此种方式,调整起来非常费事,需要拆卸模具后单独对型芯进行加工调整,并需要重新配模,然后再次安排时间试制,才能看到更改的结果;看到结果比较迟滞,并且不够直观,若没有更改到位,则任需要再次进行拆模并调整;模具调整的时间长,成本高;会给模具带来不可逆的铣切加工动作,破坏缩短了模具的寿命。
8.2.采用注压技术,使用拥有注压功能的设备,以及使用注压类型产品的专用模具,模具合模时,先多开0.5~1.0mm的情况下进行注塑,产品无需保压,只需在产品填充到一定程度时,将预先多开0.5~1.0mm通过锁模力压合,此时产品成型完成。通过此方法,亦可对零件的壁厚进行控制。
9.对于此种方式,此技术相对现有技术1更为直观,但只能对产品整体壁厚进行在线调节,无法针对局部壁厚进行调节;需要特定的设备,即需要带着电子尺功能的专用注压注塑机,因此需要投资设备,投入巨大;需要特定的模具,即需要设计带有注压功能的模具进行配合调节,普通的模具设计无法使用注压功能达到目的;无法直观的看到调节的厚度尺寸,而只能通过电子尺刻度和实际试出来的产品厚度的对应关系进行自行的计算转换其厚度变化值;需要有专业性更加强的模具调试员以及操作工。
技术实现要素:
10.针对现有技术的不足,本实用新型提供了一种调整起来非常简单,无需拆卸模具,而直接可以在模具试制过程中,直接在线对型芯上的,需要调节壁厚的局部位置,进行厚度调整,无需重新配模,无需再次试制,能直接看到更改的结果。
11.为实现上述目的,本实用新型提供了如下技术方案:一种适用于雷达罩产品的局部壁厚可调节机构,包括:
12.垫板,其上设置有调节凹槽;
13.外框,其固定于垫板上方,其上设置有定位槽,且外框对应调节凹槽处设置有第一通槽;
14.型芯,其置于外框的定位槽内,型芯上对应通槽处设置有第二通槽;厚度调节块,其由第二通槽伸入至调节凹槽处,厚度调节块的底面设置为倾斜面;
15.抽芯驱动块,其置于调节凹槽内,且其顶面设置为与厚度调节块配合的倾斜面;
16.驱动组件,其连接抽芯驱动块,以驱动抽芯驱动块在调节凹槽内前后移动。
17.进一步的所述抽芯驱动块的顶面设置有t形的限位滑块,所述厚度调节块的底面设置有与限位滑块配合的t形的限位滑槽。
18.进一步的所述驱动组件包括调节螺杆和调节螺纹块,所述调节螺纹块固定于垫板上,所述抽芯驱动块的一侧设置有t形的驱动槽,所述调节螺杆的前端设置有截面呈t形的圆台,圆台卡入驱动槽内,所述调节螺杆与调节螺纹块螺纹配合且调节螺杆的后端伸出至垫板外。
19.进一步的所述调节螺杆伸出至垫板外的一端连接有调节螺母。
20.进一步的所述调节凹槽内固定有耐磨片,所述厚度调节块位于耐磨片上。
21.进一步的所述厚度调节块内设置有冷却水路,冷却水路连接有水管。
22.进一步的所述垫板侧面设置有贯穿至调节凹槽的窗口,所述抽芯驱动块上设置有厚度指示块。
23.进一步的所述抽芯驱动块的前后两侧设置有行程调整块。
24.进一步的还包括顶针,顶针穿过垫板和外框。
25.与现有技术相比,本实用新型的有益效果是:
26.1.调整起来非常简单,无需拆卸模具,而直接可以在模具试制过程中,直接在线对
型芯上的,需要调节壁厚的局部位置,进行厚度调整,无需重新配模,无需再次试制,能直接看到更改的结果;
27.2.具有局部厚度调节功能,不需要针对零件的整体厚度进行调节,而只需要针对局部设定好的位置进行调节,大幅降低了调节难度,提高了调节便利和直观的程度;
28.3.模具几乎无需重新调整,因此没有因重新调整模具所产生的成本消耗;
29.4.无需为了调整厚度而对模具重新进行铣切加工,模具寿命不会因多余的铣切而受到影响;
30.5.无需要特定的设备,即无需注塑机的电子尺功能,因此无需投入专用设备,用普通注塑机即可,从而减少了多余的投资,减少了零件成本上的通投分摊;
31.6.无需特定的模具,即无需设计带有注压功能的模具进行配合调节,利用普通的模具设计即可,外加本实用新型所提及的响应局部壁厚可调节机构即可,大大降低了模具成本;
32.7.能够直接对所需调节(增加或减少)的具体数值进行设定,所设定数值即所调节的壁厚尺寸,实现所见即所得,大大减少了壁厚调节的难度;
33.8.无需专业的模具调试员,普通调试员即可调节;并且调试员调节并稳定了工艺之后,操作工无需任何多余的操作,其操作和普通注塑零件完全一致,因此无需更加专业的操作工人。
附图说明
34.图1为本实用新型适用于雷达罩产品的局部壁厚可调节机构的简化剖视图;
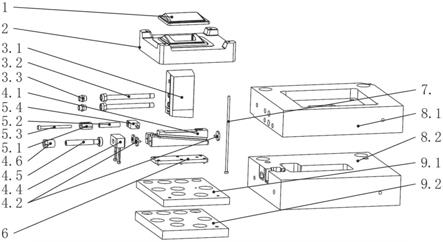
35.图2为本实用新型适用于雷达罩产品的局部壁厚可调节机构的爆炸图;
36.图3为待生产的雷达罩结构示意图;
37.图4为本实用新型中厚度调节块与抽芯驱动块配合的示意图;
38.图5为本实用新型中抽芯驱动块横向位移与厚度调节块竖向位移的关系图;
39.图6为本实用新型中限位滑块与限位凹槽配合的示意图;
40.图7为本实用新型中主要调节组件的立体结构图;
41.图8为本实用新型在调节时的立体结构图;
42.图9为本实用新型中厚度指示块的结构示意图。
43.附图标记:1、雷达罩产品;2、型芯;3.1、厚度调节块;3.2、水管;3.3、水接头;4.1、抽芯驱动块;4.2、行程调整块;4.4、调节螺纹块;4.5、调节螺杆;4.6、调节螺母;4.7、驱动夹角;5.1、厚度指示块;5.2、指示块链接杆;5.3、指示块链接螺丝;5.4、指示块安装块;6、耐磨片;7、顶针;8.1、外框;8.2、垫板;9.1、上顶针板;9.2、下顶针板;10、内六角扳手;11、外六角扳手。
具体实施方式
44.参照图1至图9对本实用新型适用于雷达罩产品的局部壁厚可调节机构的实施例做进一步说明。
45.在本实用新型的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(x)”、“纵向(y)”、“竖向(z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本实用新型的具体保护范围。
46.此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本实用新型描述中,“数个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
47.一种适用于雷达罩产品的局部壁厚可调节机构,包括:
48.垫板8.2,其上设置有调节凹槽;
49.外框8.1,其固定于垫板8.2上方,其上设置有定位槽,且外框8.1对应调节凹槽处设置有第一通槽;
50.型芯2,其置于外框8.1的定位槽内,型芯2上对应通槽处设置有第二通槽;
51.厚度调节块3.1,其由第二通槽伸入至调节凹槽处,厚度调节块3.1的底面设置为倾斜面;
52.抽芯驱动块4.1,其置于调节凹槽内,且其顶面设置为与厚度调节块3.1配合的倾斜面;
53.驱动组件,其连接抽芯驱动块4.1,以驱动抽芯驱动块4.1在调节凹槽内前后移动。
54.在通过驱动组件使抽芯驱动块4.1前后移动时,与抽芯驱动块4.1相配合的厚度调节块3.1将由二者接触的倾斜面而上下移动,进而控制壁厚。
55.本实用新型中垫板8.2是模架结构部分,此零件的材料可以采用s50c。
56.外框8.1是模架结构部分,其固定于垫板8.2上方,并承载型芯2,因为有型芯2的单独拆分,此该零件的材料可以采用s50c。
57.型芯2其材料可以为热处理材料,也可以是预硬钢,例如1.2343,又如1.2738hh。
58.厚度调节块3.1为调节产品壁厚的关键零件,其调整后位置的改变,将直接影响到产品厚度,其材质采用热处理钢,例如1.2343。
59.抽芯驱动块4.1为调节产品壁厚的关键零件,为厚度调节块3.1提供驱动力,带动厚度调节块3.1进行向上或者向下位移。由于需要承受注塑压力,以及需要耐磨性,可选用s136。
60.如图7所示在本实施例中为了滑动和注塑时候的料流顺畅,需要在厚度调节块3.1的滑动侧壁设置排气槽,并且该排气槽需要与外界连通,从而达到良好的排气效果。
61.本实施例优选的所述抽芯驱动块4.1的顶面设置有t形的限位滑块,所述厚度调节块3.1的底面设置有与限位滑块配合的t形的限位滑槽,如图6所示,在本实施例中厚度调节块3.1和抽芯驱动块4.1之间通过限位滑块和限位滑槽进行配合,其限位滑槽与限位滑块的关键配合位置上下面为零贴,左右方向设置0.5mm的间隙,方便装配及滑动配合;其限位滑槽与限位滑块非关键配合位置左右间隙设置为1mm,上下间隙设置为2.5mm,主要用作避空,防止难装配、运动过程中干涉或卡死。
62.如图2、7和8所示,本实施例优选的所述驱动组件包括调节螺杆4.5和调节螺纹块4.4,所述调节螺纹块4.4固定于垫板8.2上,所述抽芯驱动块4.1的一侧设置有t形的驱动
槽,所述调节螺杆4.5的前端设置有截面呈t形的圆台,圆台卡入驱动槽内,所述调节螺杆4.5与调节螺纹块4.4螺纹配合且调节螺杆4.5的后端伸出至垫板8.2外。
63.通过旋转调节螺杆4.5,调节螺杆4.5将通过调节螺纹块4.4而前后移动,进而通过圆台和驱动草带动整个抽芯驱动块4.1而前后移动。
64.其中调节螺纹块4.4通过螺丝固定在垫板8.2上,由于在厚度调节过程中需要经常被拧动摩擦,因此该零件材料需要为淬火材料,并且表面硬度较高,如skd61,40~45hrc,内螺纹表面900hv氮化处理。
65.优选的调节螺杆4.5的后端设置有内六角沉孔,可用内六角扳手进行旋转,由于其在厚度调节过程中也需要经常被拧动摩擦,因此该零件材料同样也需要为淬火材料,并且表面硬度较高,如skd61,40~45hrc,外螺纹表面900hv氮化处理。
66.本实施例优选的所述调节螺杆4.5伸出至垫板8.2外的一端连接有调节螺母4.6,其内孔也有内螺纹,该内螺纹同样也是与调节螺杆4.5的外螺纹进行配合,其外部有外六角形状,该外六角可以用外六角扳手进行拧动,从而将调节螺杆4.5进行锁止,由于其在厚度调节过程中也需要经常被拧动摩擦,因此该零件材料同样也需要为淬火材料,并且表面硬度较高,如skd61,40~45hrc,外螺纹表面900hv氮化处理。
67.本实施例优选的所述抽芯驱动块4.1的前后两侧设置有行程调整块4.2,其用于抽芯驱动块4.1的限位,优选的行程调整块4.2上设置有螺杆,通过螺纹与抽芯驱动块4.1连接,通过旋转行程调整块4.2,即可控制抽芯驱动块4.1的前后移动最大行程;其材质可以选用s45c热处理至45hrc。
68.本实施例优选的所述调节凹槽内固定有耐磨片6,所述厚度调节块3.1位于耐磨片6上,耐磨片6通过螺丝装于垫板8.2上,其主要用于与抽芯驱动块4.1之间的摩擦,对润滑要求比较高,材料采用铜+自润滑石墨,从而提高润滑性能,使机构更加顺畅,并方便机构调节。
69.如图7所示,本实施例优选的所述厚度调节块3.1内设置有冷却水路,冷却水路连接有水管3.2。
70.厚度调节块3.1由于顶部胶位面积较大,因此需要设置冷却系统,图7中水管3.2具有两条,分别用以进出水,同时在水管3.2的端部设置有进出水接头3.3,水管3.2和的材质可以是铜制;水管3.2通过头部的螺纹连接到厚度调节块3.1,并在厚度调节块3.1内设置一组冷却水路,水管3.2穿过外框8.1侧壁直接接到外部,由于厚度调节块3.1可以上下移动,因此在厚度调节块3.1上下移动的调节量范围内,需要在外框8.1上做避空,避免调节过程中零件水管3.2顶住模框。
71.如图9所示,本实施例优选的所述垫板8.2侧面设置有贯穿至调节凹槽的窗口,所述抽芯驱动块4.1上设置有厚度指示块5.1。
72.如图2所示,在厚度显示之处其还具有与厚度指示块5.1配合的指示块连接杆5.2、指示块连接螺丝5.3和指示块安装块5.4,这四个零件相互之间装配后,被共同安装在抽芯驱动块4.1上,形成一个整体。
73.操作人员可以通过该厚度指示块5.1上的刻度,直观的看到目前产品所需要管控位置的壁厚状态,由于该零件本身不与其他零件进行滑动摩擦或配合,因此该零件本身的硬度和耐摩擦要求并不需要太高,因此对材料并有有太高的要求,可以直接使用较为常见
的s45c。
74.如图4和图5所示,本实施例中厚度指示块5.1为将抽芯驱动块4.1的水平位移距离直接转换成厚度调节块3.1的竖直位移距离,其可以通过公式z=x
×
tanθ
°
进行换算,该刻度即为换算后的刻度,其刻度值直接代表了厚度调节块3.1的位移。
75.图4和5中所示驱动夹角4.7需要控制在6
°
以下,即达到机械运动的自锁角度,并越小越好,因此厚度调节块3.1和抽芯驱动块4.1之间的位移关系为,厚度调节块3.1的位移(z)等于抽芯驱动块4.1的位移(x)与驱动夹角4.7正切函数的乘积,即z=x
×
tanθ
°
;按照抽芯驱动块4.1位移为1mm,驱动夹角4.7为6
°
来换算,则厚度调节块3.1位移为z=x
×
tanθ
°
=1
×
tan 6
°
=0.105mm。
76.本实施例优选的当该机构周边有顶出机构时候,则该顶出机构相应的顶杆(穿过厚度调节机构的位置),需要考虑厚度调节机构的可调行程。如图7中的顶针7,其位于抽芯驱动块4.1的末端,且正好在抽芯驱动块4.1的横向正中心位置,与抽芯驱动块4.1的调节范围干涉,此时需要在抽芯驱动块4.1上开一个25mm
×
6.5mm的腰形槽,用于避让顶针7,从而避免调节机构因顶出机构的存在而卡住,无法调节的失效现象。
77.采用顶针7标准件,通常为skd6140~45hrc,表面900hv氮化处理。
78.在顶针7处还具有上顶针板9.1:固定顶针7用的板件,材料可以采用国产p20,不易变形;下顶针板9.2:垫在顶针7下方,承受顶针7压力的板件,材料可以采用国产p20,不易变形。
79.如图3所示,其为雷达罩产品1,其中a为雷达信号照射区域,为实物雷达所发出的毫米波信号的辐射虚拟区域,并追加考虑了雷达在车辆上的装配误差后所呈现的照射区域;b为雷达信号照射范围,为a与e背部面的理论交线区域;c为厚度调节块3.1覆盖范围,为本实用新型所涉及的机构中的厚度调节块3.1与e背部面的理论交线区域;d为车载雷达,为实车使用的车规级别所使用的雷达传感器;e为雷达罩盖板(或标牌、饰条等),为本实用新型所适用的零件,其包含但不限于雷达罩盖板、雷达罩标牌、雷达罩饰条/饰板、雷达罩格栅等,与毫米波雷达相关的零件。
80.图中a和c相关信息必须明确;图中c.厚度调节块3.1覆盖范围所覆盖的区域,必须大于图中a.雷达信号照射区域,即c所示区域包含a所示区域,并且两者之间外周圈最小距离间隙保持在5mm以上,如此厚度调节机构,才能真正实现对整体透波要求区域进行调节,反之该机构则没有意义。
81.其使用过程如下,
82.1.使用外六角扳手11,对调节螺母4.6进行逆时针旋转,让其内侧的内螺纹,在调节螺杆4.5的外螺纹上逆时针旋转,使其与调节螺纹块4.4侧面松开,此时所有调节装置由锁止的状态被松开,之后就可以通过厚度调节机构开始对壁厚进行调节;
83.2.然后通过拧动内六角扳手10,让其带动调节螺杆4.5的拥有内六角形状的一端进行顺时针旋转,由于调节螺杆4.5的外螺纹与调节螺纹块4.4内侧的内螺纹之间配合旋转,又由于另一端较大的圆台被卡在抽芯驱动块4.1的t形驱动槽中,因此调节螺杆4.5的顺时针旋转并发生位移的同时,驱动了抽芯驱动块4.1,使其向前产生位移。同时,抽芯驱动块4.1的向前位移,通过厚度调节块3.1和抽芯驱动块4.1之间的“t形槽”之间的滑动配合,将驱动力传递给了厚度调节块3.1,迫使其向上位移,从而实现了壁厚的减薄的功能;
84.3.接下来在使用内六角扳手顺时针转动,从而最终带动厚度调节块3.1进行壁厚减薄调节的过程中,一边需要观察厚度指示块5.1,这样就能直观的看到刻度的变化,即厚度的变化数值,当调节到目标位移时,使用外六角扳手,对调节螺母4.6进行顺时针旋转,让其内侧的内螺纹,在调节螺杆4.5的外螺纹上顺时针旋转,最终拧到头后,与调节螺纹块4.4侧面抵住,此时所有调节装置被锁止,厚度调薄的过程就完成了。
85.当然在使用时还需要进行注塑成型,并对调节后的壁厚进行测量验证,摸清理论与实际之间的差异,再进行一次调节,从而最终调节到最佳壁厚值。
86.以上是壁厚由厚调薄的方法,而壁厚由薄调厚的方法和壁厚由厚调薄的方法相似,只是上述步骤2中内六角扳手的扭动方向相反,其余手法均一致。
87.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1