一种手持塑料焊接工具及工具头的制作方法
1.本实用新型属于3d打印件手持修补工具技术领域。
背景技术:
2.3d打印,被称为增材制造。在打印过程中,材料在操作者的控制下被接合或固化以创建三维物体,其中材料被添加到一起(例如液体分子或粉末颗粒被融合在一起),通常是逐层的。
3.3d打印技术的概念可以追溯到1970年代,最早的实验可追溯到1981年。kodama博士因其快速原型技术的发展而进行了首次3d打印尝试。同时,charles hull也对该技术感兴趣,并于1986年提交了立体光刻(sla)的第一项专利。他成立了3d systems corporation,并于1988年发布了他们的第一个商业产品sla-1。随着3d打印技术的不断发展,已经在航空、建筑、工业设计、医疗、教育等领域都有所应用。
4.但和所有新技术一样,3d打印目前也存在诸多的缺陷及应用面覆盖不全的问题。一、使用3d打印所需的花费比较高昂。除了设备和耗材本身的成本外,还有使用的成本。二、常规打印设备不够灵活,然而常见的可以手持小型打印设备在一定的时间内挤出量却又较小,市场上多应用于教育文娱。未见有适用于工业制造,满足灵活性要求且在一定时间内挤出量较大的设备。
技术实现要素:
5.本实用新型的目的就是解决上述已有技术中存在的不足之处,提供一种手持塑料焊接工具,可手工对常规3d逐层打印后的物体进行增补,或常规物体进行增材加固,以此来帮助解决3d智能制造中出现的问题。
6.为达上述目的,本实用新型采取的技术方案如下:
7.一种手持塑料焊接工具头,包括手柄、支撑架、线管接口、过线螺纹管套、散热管、加热腔、加热管和挤出头,所述的挤出头与加热管的出料端连接,所述的加热管的进料端与加热腔的出料端连接,所述的加热腔的进料端与散热管的出料端连接,所述的散热管的进料端与过线螺纹管套连接,所述的线管接口设于过线螺纹管套内,所述的过线螺纹管套和加热管设于支撑架上,所述的手柄固定于支撑架末端。
8.进一步,所述的手柄为中空结构,方便使用时线管从手柄内穿过与线管接口连接。
9.进一步,所述的线管接口并行设置两个。
10.进一步,在散热管外部设置风扇,固定于支撑架上。
11.进一步,所述的加热管和挤出头为狭长形状,可以接触到常规打印机接触不到的结构内侧或圆孔中;所述的加热管更进一步优选为外径不超过16mm,长度100mm
±
20mm的类圆柱体;所述的挤出头更进一步优选为出料口直径不小于2mm,保证连续工作时有足够的挤出量。
12.进一步,所述的加热腔和加热管均设置加热棒和热电偶控温。为受热均匀,加热棒
和热电偶以横向贴合的方式设于加热管的外壁;加热腔上,竖向或斜向插入加热棒和热电偶。更进一步,所述的加热棒单个功率在50w以上,整体加热功率200w以上,保证足够的热量传递。
13.采用本专利的手持塑料焊接工具头,手持塑料焊接工具还需要配置送丝机和线管;使用时,线管一端与送丝机连接,另一端与线管接口连接。
14.本实用新型的有益效果:
15.本实用新型提供的手持塑料焊接工具和工具头,打印灵活,操作方便,可以给对已有物体进行增材加固,解决3d智能制造中出现的问题。同时:
16.1)工具头前端形状狭长,可以应用到常规打印枪头接触不到的结构内侧或圆孔中,即可应用于狭小空间的大流量挤出。
17.2)采用加热棒、热电偶的方式控温,同时加热腔和加热管均为小型零件,可采用零件材料6061铝合金,具有良好的抗腐蚀性和高韧性,整体易于加工,成本低。
18.3)同时辅助风扇冷却,可以分割加热区域与不加热区域,有效阻止内管堵塞凝固的故障。
19.4)使用双送料机构、2mm口径大喷嘴,挤出量远远大于常规小型线材打印设备,适用于快速塑料焊接粘合,效率高。
20.下面结合附图对本实用新型的具体实施方式举例说明:
附图说明
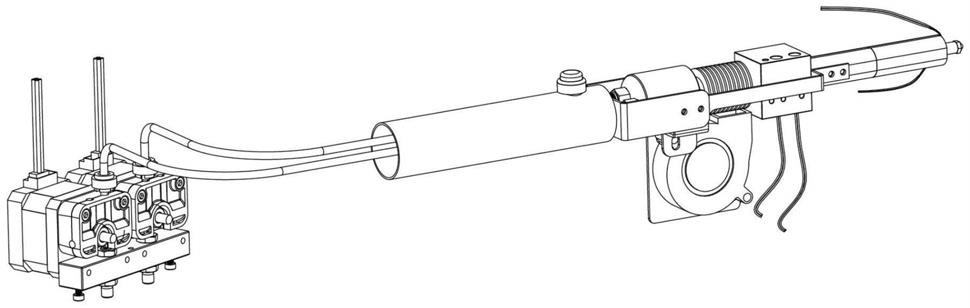
21.图1为本实用新型实施例提供的手持塑料焊接工具整体示意图。
22.图2为本实用新型实施例提供的手持塑料焊接工具头整体示意图。
23.图3为本实用新型实施例提供的手持塑料焊接工具爆炸图。
24.附图标记:
具体实施方式
25.此处所描述的具体实施例仅仅用于解释本专利的技术方案,而非对公开技术方案的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开技术方案相关的部分而非全部结构。
26.在更加详细地讨论示例性实施例之前应当提到的是,实施例中提到的设备部件和/模块本身的结构如果没有详细说明,为本领域技术人员根据现有公开技术可理解或市售产品。
27.如图2和图3所示,本实施例提供的手持塑料焊接工具头,包括手柄1、支撑架2、线管接口3、过线螺纹管套4、散热管5、加热腔6、加热管7和挤出头8,所述的挤出头8与加热管7的出料端连接,所述的加热管7的进料端与加热腔6的出料端连接,所述的加热腔6的进料端与散热管5的出料端连接,所述的散热管5的进料端与过线螺纹管套4连接,所述的线管接口3设于过线螺纹管套4内,所述的过线螺纹管套4和加热管7设于支撑架2上,所述的手柄1固定于支撑架2末端。
28.进一步优选的方案之一,手柄1设为中空结构,使用时线管可以从手柄1内穿过与线管接口3连接,方便接头段的稳定和整理。
29.进一步优选的方案之二,并行设置两个线管接口3,加大挤出头处的挤出量。
30.为防止内管堵塞凝固,进一步优选的方案之三,在散热管5外部设置风扇11,固定于支撑架2上。
31.为了伸入到常规打印机接触不到的结构内侧或圆孔中进行修补工作,进一步优选的方案之四,所述的加热管7采用外径不超过16mm,长度100mm
±
20mm的类圆柱体;所述的挤出头8的出料口直径不小于2mm,保证足够的挤出量。
32.进一步优选的方案之五,所述的加热腔6和加热管7均设置加热棒9和热电偶10控温。加热棒9和热电偶10以横向贴合的方式设于加热管7的外壁,均匀受热;考虑加热腔6的形状和位置,在加热腔6的上部或下部插入加热棒9和热电偶10。为保证足够的热量传递,采用单个功率在50w以上的加热棒9,整体加热功率200w以上。
33.如图1和图3所示,本实施例提供的手持塑料焊接工具,采用本专利的手持塑料焊接工具头,同时设有送丝机12和线管13。使用时,线管13一端与送丝机11连接,另一端与线管接口3连接。
34.上述实施例提供的手持塑料焊接工具工作过程如下:
35.工作时,加热棒通电发热,热电偶反馈温度变化,加热腔与加热管加热至设定温度后,加热棒断电。
36.将线管同时连上送丝机与线管接口,打印线材从线管中经过到达散热管中,再到加热腔中开始融化,途经加热管后至挤出头挤出,完成打印出料。
37.以上是对本实用新型的较佳实施进行了举例说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1