一种塑料激光焊接结构及壳体的制作方法
1.本实用新型涉及塑料激光焊接技术领域,尤其涉及一种塑料激光焊接结构及壳体。
背景技术:
2.在汽车、电子和日用品等领域,塑料的激光焊接作为激光焊接技术的重要分支已经得到了广泛的应用。除了传统的激光焊接技术通过将激光束直接聚焦照射至焊缝位置的方式外,激光透射焊接利用了塑料的透光性和激光束的聚焦方式,使塑料焊接结构的设计灵活性远远高于直接照射方式的焊缝设计。透射焊接技术的典型生产过程为:首先将两个待焊接的塑料零件组装在一起,然后将一束短波红外区的激光定向到待焊接的部位,激光束透过上层的塑料零件聚焦至下层零件的表面,使下层零件吸收激光能量,温度升高。高温使下层零件和以及上层零件的抵接处熔合形成焊缝,实现焊接连接。为使焊缝实现充分熔接,通常还会通过激光焊接设备施加压合力,使两个零件压合。
3.为了满足上述工艺要求,上层零件的焊接面需要具有较高的平整度,才能保证焊接时激光能量的均匀分布,从而形成较高的焊接强度,并达到较好的密封性。目前的上层零件的塑料材料多选择翘曲刚度较高的透光材料,才能保证产品的平面度符合焊接要求。不仅对焊接材料的要求较高,材料的选择范围也较小,导致成本增加。同时由于塑料在受热熔化再冷却的过程中也容易出现收缩变形,因此仅选择材料,而没有合理的焊接结构设计,也会在焊接完成后出现局部变形,导致焊接质量不佳甚至焊接失败。而通过购买高精度、高能量的激光焊接设备来克服这些问题,又会导致设备投资上升,项目经济性下降。
4.为此,公告号为cn209649512u的实用新型专利提供了一种用于超声波雷达传感器的新型塑料激光焊接结构,通过在上层零件的四周边缘和中部之间设置凹槽状的转折结构,有效避免塑料激光焊接成型后的收缩变形,使材料的可选择性强,产品成本低。
5.但是上述技术方案还存在以下不足之处:
6.1.焊接结构仅在垂直于压合方向的水平方向有定位,并未利用焊接结构在压合方向对熔接厚度进行控制,因此焊接结构的熔接厚度需要通过焊接设备的压合行程进行间接控制,由于控制尺寸的公差链较长,导致熔接厚度不均匀,焊接质量不易控制;
7.2.仅在焊接连接面的两侧设置了溢流槽,使焊接连接面之间的气体不易排出,可能导致焊接质量不佳;
8.3.无法通过焊接结构的熔接厚度和溢流情况来检查焊接工艺的稳定性和产品的焊接质量;
9.4.结构单一,适应性和设置灵活性不佳。
技术实现要素:
10.针对现有技术存在的以上不足,本实用新型的目的在于提供一种可准确控制熔接厚度、优化了溢流结构、便于检查焊接质量、设置灵活的塑料激光焊接结构,以及基于上述
塑料激光焊接结构的壳体。
11.为了实现上述目的,本实用新型提供了下述的技术方案。
12.一种塑料激光焊接结构,包括:第一塑料件,具有第一连接面和限位凸筋;第二塑料件,具有抵接面和第二连接面;其中所述第一连接面匹配压合至所述第二连接面;所述第一塑料件至少在所述第一连接面处,和/或,所述第二塑料件至少在所述第二连接面处可在激光焊接过程中在激光照射下熔化,使所述第一连接面和所述第二连接面之间形成焊缝、构成焊接连接;在激光焊接前,所述限位凸筋的顶部与所述抵接面具有第一设定距离;在完成激光焊接后,所述限位凸筋的顶部抵接于所述抵接面。
13.第一塑料件和第二塑料件均至少部分由塑料制成,具体地,第一塑料件和第二塑料件中至少一个可以吸收激光能量而升温熔化,或者至少在焊接连接处可以吸收激光能量;可通过带有颜色的塑料材质或者通过激光吸收涂层实现。两个塑料件均由不透光材料制成时,焊接结构需要设置成能使激光直接聚焦至两个连接面的抵接处;而其中一个塑料件为透光材料制成时,即可采用激光透射焊接技术。焊接过程中两个塑料件受到压合力;在激光焊接过程中,第一连接面和第二连接面在激光照射下熔化,在激光焊接设备的压合力作用下相互熔接形成焊缝,冷却后构成焊接连接。与此同时,熔融状态的塑料在压合力作用下向两侧发生溢流,使第一塑料件和第二塑料件在激光焊接设备的压合力作用下相互靠近,直至限位凸筋的顶部抵接至抵接面。而焊接前限位凸筋的顶部和抵接面之间的第一设定距离即构成了熔接厚度。通过合理设置连接面、限位凸筋和抵接面,也可实现多件焊接;抵接面和限位凸筋可间断地设置多处。连接面需要匹配设置,但可不是平面;同样地,凸筋和抵接面匹配设置,但从第一连接面凸起的高度可变化。
14.优选地,所述第一塑料件至少部分由透明材质制成,使激光焊接时激光可透过第一塑料件聚焦至相互抵接的所述第一连接面和所述第二连接面;所述限位凸筋及与之抵接的抵接面至少部分从外部可见。
15.此时可将第二塑料件设置成由不透光材料制成,或至少在一个连接面设置激光吸收涂层。在激光焊接过程中,一个连接面熔化后加热另一个连接面熔化,熔合处在冷却后构成焊缝,实现焊接连接。限位凸筋和抵接面位于外侧时方便观察实际的熔接厚度,可通过快速目视检查限位凸筋和抵接面是否全面抵接。限位凸筋在焊缝两侧设置、或间断设置多处时,至少部分从焊接结构外侧可见以便目视检查。即使在焊接结构设置无法实现限位凸筋可见时,通过压合力的控制以及压合行程控制也可实现优于现有技术的熔接厚度的控制。
16.优选地,所述第一塑料件具有第一定位面,所述第二塑料件具有第二定位面;所述第一连接面呈条状延伸,所述第一定位面和所述第二定位面匹配设置,用于对所述第一连接面与所述第二连接面在所述第一连接面的宽度方向上进行定位。
17.第一连接面和第二连接面通常均设置成条状,因此需要在宽度方向上设置定位结构,用于第一定位面和第二定位面在宽度方向上的准确定位。
18.优选地,所述限位凸筋的一个侧面、所述第一连接面、所述第一定位面围合成一凹槽状结构,其中所述第一连接面构成所述凹槽状结构的底面;所述限位凸筋的顶部和所述第一连接面的距离构成焊接限位高度,所述凹槽状结构的宽度构成焊接区域宽度,激光焊接时激光穿过第一塑料件到达第一连接面的距离构成透光厚度;所述抵接面上凸起形成一凸筋状的焊道,所述焊道的顶部端面构成所述第二连接面,所述焊道具有焊道宽度和焊道
高度;在激光焊接前,所述焊接区域宽度大于所述焊道宽度,所述焊道高度大于所述焊接限位高度,所述焊道抵接至所述第一连接面的中部。
19.凹槽状结构可以增加第一塑料件的结构刚度,减小焊接后的变形;焊道高度和焊接限位高度之差构成熔接厚度;当焊接区域宽度大于焊道宽度,且焊道抵接至凹槽状结构即第一连接面在宽度方向上的中部时,焊道两侧的焊接区域构成熔融状态塑料的溢流区。
20.优选地,所述第一连接面呈条状沿一封闭路径延伸,所述第二连接面匹配设置;所述限位凸筋位于所述封闭路径的内侧,所述第一连接面和所述第二连接面的抵接处位于所述塑料激光焊接结构外侧,使激光焊接时激光束可直接照射至所述抵接处进行焊接。
21.将凸筋设置于焊缝的内侧时,两个塑料件均可用不透光材料制成,并通过将激光束直接聚焦至焊接位置实现焊接。
22.优选地,在激光焊接前:所述焊道宽度的范围为所述透光厚度的50%~150%;所述焊道高度比所述焊道宽度大0~1.0mm;所述焊接限位高度比所述焊道高度小0.1~1.0mm,所述焊接限位高度和所述焊道高度之差构成所述第一设定距离;所述焊接区域宽度为所述焊道高度的100%~200%。
23.限定焊道宽度和透光厚度之间的尺寸关系时,可使焊道凝固后的气孔数量较少;限定焊道高度和焊道宽度,并限定焊接限位高度和焊道高度之差时,可使焊接强度较高;限定焊接区域的宽度和焊道高度之间的尺寸关系时,可使熔融的塑料能均匀分布在焊接区域上,实现焊接连接的高强度和密封性。上述尺寸的具体数值需根据材料和添加剂的种类、激光焊接参数等因素确定。
24.优选地,在激光焊接前:所述焊道宽度等于所述透光厚度;所述焊道高度比所述焊道宽度大0.5mm;所述焊接限位高度比所述焊道高度小0.5mm;所述焊接区域宽度等于所述焊道高度的150%。
25.上述结构尺寸设置为本技术的最优设置,焊接完成后焊缝内的气孔少、焊接强度高、密封性好。
26.优选地,所述第一塑料件具有溢流孔,所述溢流孔的一端开口于所述第一连接面;在激光焊接过程中,熔融状态的塑料在激光焊接压合力作用下流入所述溢流孔。
27.溢流孔可以将焊接时两个连接面之间的气体排出,减少焊缝内气孔的产生;同时熔融状态的塑料冷却后在溢流孔内和第一塑料件结合成一体,增加了焊接接触面积,提高了焊接强度。排气和溢流过程还可使焊接区域均匀快速散热,减少焊接过程的热影响,进一步减少焊接变形。
28.优选地,所述溢流孔与所述塑料激光焊接结构的外部相通;在激光焊接过程中,所述第一连接面和所述第二连接面上下叠合设置,其中所述第一连接面位于上方。
29.与外部相通的溢流孔便于气体排出,同时还可用于检查焊接工艺的稳定性和焊接质量。在外观质量要求高的设计中,则可将溢流孔通向焊接结构内部。
30.本技术还提供了一种壳体,具有安装腔,包括前述的任一种塑料激光焊接结构,所述第一塑料件和所述第二塑料件围合构成所述安装腔,所述第一连接面和所述第二连接面通过激光焊接构成密封连接。
31.通过本技术的塑料激光焊接结构,可以实现高强度的连接和可靠的密封。其中一个塑料件设置为透光件时,不仅可以实现激光透射焊接,还可用于透射电磁波,使本技术提
供的壳体适用于雷达传感器等电子器件。
32.本实用新型的技术效果在于:
33.1.通过限位凸筋和抵接面的设置,使两个塑料件在激光焊接时可准确控制焊接处的熔接厚度,有利于提高焊接质量和工艺稳定性;同时将限位凸筋和抵接面设为外部可见时,便于快速检查焊接质量;
34.2.通过第一塑料件凹槽状的焊接结构设置,使其具有较高的刚度,焊接后的变形较小;
35.3.通过焊接区域溢流区以及溢流孔的设置,使焊接产生的熔接区分布均匀、同时焊接接触面积增加,焊接强度较高;溢流孔还可使焊接区域均匀快速散热,减少焊接过程的热影响,减少焊接变形;
36.4.通过对透光厚度、焊接限位高度、焊道的宽度和高度、焊接区域宽度等尺寸的优化设置,减少焊缝中气孔的产生、使焊接连接的质量和强度最优化;
37.5.通过限位凸筋的灵活布置,使焊接结构适应性较佳。
附图说明
38.下面将以明确易懂的方式,结合附图说明优选实施方式,对本实用新型的上述特性、技术特征、优点及其实现方式予以进一步说明。
39.图1是实施例一和实施例三的壳体剖切示意图;
40.图2是实施例一的第一塑料件立体图;
41.图3是实施例一的第一塑料件的剖切示意图;
42.图4是图3中局部a的放大图;
43.图5是实施例一的第二塑料件的立体图;
44.图6是实施例一的第二塑料件的剖切示意图;
45.图7是图6中局部b的放大图;
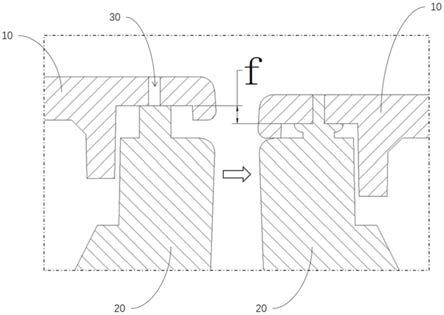
46.图8是实施例一的壳体焊接前后的状态对比图;
47.图9是图8中局部c的放大状态示意图;
48.图10是实施例一的第一塑料件的变化方式立体图;
49.图11是实施例二的局部剖面图;
50.图12是实施例二的变化方式局部剖面图;
51.附图标号说明:
52.10.第一塑料件,11.第一连接面,12.限位凸筋,13.第一定位面,20.第二塑料件,21.抵接面,22.第二连接面,23.第二定位面,24.焊道,25.第三连接面,30.溢流孔,40.第三塑料件,41.第四连接面。
具体实施方式
53.为了更清楚地说明本实用新型的实施例或现有技术中的技术方案,下面将对照附图说明本实用新型的具体实施方式。下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
54.为使图面简洁,各图中只示意性地表示出了与本实用新型相关的部分,它们并不代表其作为产品的实际结构。在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅表示“仅此一个”,也可以表示“多于一个”的情形。在本技术说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
55.除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
56.实施例一:一种塑料激光焊接结构。
57.如图1所示,本实施例的塑料激光焊接结构包括用于构成车载毫米波雷达壳体的第一塑料件10和第二塑料件20。如图2至图4所示,第一塑料件10具有第一连接面11和限位凸筋12;如图5至图7所示,第二塑料件20具有抵接面21和第二连接面22;其中第一连接面11匹配压合至第二连接面22;第一塑料件10由透光材料制成,第二塑料件20由不透光材料制成,在激光焊接过程中在激光照射下,第二塑料件20在第二连接面22处熔化,并和第一连接面11熔接形成焊缝、构成焊接连接。
58.如图8和图9所示,在激光焊接前,限位凸筋12的顶部与抵接面21具有0.5mm的第一设定距离;在完成激光焊接后,限位凸筋12的顶部抵接于抵接面21。因此,激光焊接设备在压合两个塑料件时,可以通过压合力控制压合过程,并确保两个塑料件均匀压合。焊接完成后的焊缝形状取决于焊接结构本身的尺寸设计,焊接效果稳定可靠。而在现有技术中没有设置上述限位结构时,则需要依靠激光焊接设备的压合机构的精度,以及第一塑料件10承受压合力的上表面的精度来控制焊接效果,还和激光输入功率、焊接结构的散热效果、激光焊接进给速度等因素有关,影响因素多、控制要求高,焊接质量难以得到保证。从图9可以看出,限位凸筋12及与之抵接的抵接面21外部可见。在焊接过程中及焊接完成后,可以清楚地看到限位凸筋12和抵接面21的位置关系,从而可以快速确认焊接过程是否正常。
59.如图4、图7和图9所示,第一塑料件10具有第一定位面13,第二塑料件20具有第二定位面23;第一连接面11呈条状延伸,第一定位面13和第二定位面23匹配设置,用于对第一连接面11与第二连接面22在第一连接面11的宽度方向上进行定位。如图8和图9所示,第一定位面13和第二定位面23均绕壳体一周设置,由于制造公差的关系,批量生产中不易做到第一定位面13和第二定位面23完全抵接贴合,而是具有一定的间隙。但该间隙仅在0.1mm左右,满足第一连接面11和第二连接面22之间的定位精度要求,因此并不影响两个定位面的定位功能。
60.如图4和图9所示,限位凸筋12的一个侧面、第一连接面11、第一定位面13围合成一凹槽状结构,其中第一连接面11构成凹槽状结构的底面;在激光焊接前,限位凸筋12的顶部和第一连接面11的距离构成焊接限位高度a,凹槽状结构的宽度构成焊接区域宽度b,激光焊接时激光穿过第一塑料件10到达第一连接面11的距离、即第一塑料件10在第一连接面11处的壁厚构成透光厚度c,在本实施例中,透光厚度c即第一塑料件10边缘处的厚度。如图7所示,抵接面21上凸起形成一凸筋状的焊道24,焊道24的顶部端面构成第二连接面22,焊道
24具有焊道宽度d和焊道高度e。在激光焊接前,焊接区域宽度b大于焊道宽度d,焊道高度e大于焊接限位高度a,焊道24的顶部即第二连接面22在凹槽状结构的中部抵接至第一连接面11。
61.根据两个塑料件的具体材质,以及激光焊接进给速度、激光功率等因素,焊道宽度b的优选范围为透光厚度c的50%~150%;焊道高度e比焊道宽度d大0~1.0mm;焊接限位高度a比焊道高度e小0.1~1.0mm,焊接限位高度a和焊道高度e之差构成第一设定距离f,即激光焊接时的熔接厚度,由上述设置可知,f的优选范围为0.1~1.0mm。焊接区域宽度b的优选范围为焊道高度e的100%~200%。确定透光厚度c之后即可依次确定其他尺寸的优选取值范围。本实施例的毫米波雷达壳体的第一塑料件10的透光厚度c为1mm,焊道宽度b取1mm,焊道高度e取1mm,焊接限位高度a取0.5mm,焊接区域宽度b取2mm,计算可得第一设定距离f或熔接厚度为0.5mm,焊道24两侧的溢流区域宽度各为0.5mm。
62.如图2和图4所示,第一连接面11和第二连接面22上下叠合设置,其中第一连接面11位于上方。第一塑料件10具有多个分布在凹槽状结构处的溢流孔30,溢流孔30的一端开口于第一连接面11,另一端与壳体外部相通。在激光焊接过程中,熔融状态的塑料在激光焊接压合力作用下流入溢流孔30。如图9所示,溢流孔30的设置不仅可以增加焊接连接面积,而且可用于检查焊接质量和焊接工艺的稳定性。例如本实施例的塑料激光焊接结构在正常生产时,每个溢流孔30均会有少量塑料溢出,通过溢出塑料的量和流动状态,即可快速获知焊接质量状态和焊接工艺的稳定性。
63.作为本实施例的变化方式,如图10所示,第一塑料件10也可不设置溢流孔30,适用于对第一塑料件10的外观有要求的场合。根据激光能量输入量,第一塑料件10在第一连接面11处可不溶化但被第二塑料件20的熔融状态的塑料浸润而产生粘连,适于强度和密封性要求不高的场合;第一塑料件10也可被第二塑料件20产生的高温熔化而产生熔接构成强度更高的焊缝。也可在第一连接面11上设置不透光涂层,使第一塑料件10在焊接过程中熔化。另外由于本实施例的焊道24绕壳体构成封闭的环状,且第二塑料件20作为壳体的主体部分整体具有较大的厚度,因此具有较高的结构强度,在激光焊接过程中可承受较高的压合力。本实施例的焊道宽度d根据透光厚度c优选设置为1mm,但根据结构强度需要,焊道宽度d也可在优选范围内取其他数值,同时焊接区域宽度b可根据焊道宽度d和焊道高度e以及激光焊接参数选取合适的数值,以在焊道24两侧留有合适的溢流空间。
64.实施例二:一种塑料激光焊接结构。
65.如图11所示,本实施例的塑料激光焊接结构和实施例一的区别在于,限位凸筋12设置于壳体内侧,而且第一塑料件10和第二塑料件20均为不透光材料制成。因此第一连接面11和第二连接面22的抵接处位于外侧,并从外部进行激光焊接。
66.作为本实施例的变化方式,还可通过本技术提供的塑料激光焊接结构进行多个零件的焊接。例如参见图12所示,第三塑料件40由透光材料制成,其第四连接面41抵接至第二塑料件20的第三连接面25,并通过激光透射焊接技术进行焊接,其用于熔接厚度控制的限位结构位于壳体外侧的可见处。
67.实施例三:一种壳体。
68.如图1所示,本实施例的壳体用于车载毫米波雷达,具有安装腔,包括实施例一的塑料激光焊接结构,第一塑料件10和第二塑料件20围合构成安装腔,用于安装电子元器件,
第一连接面11和第二连接面22通过激光焊接构成密封连接。其中第一塑料件10为透明件,在激光透射焊接中起到透光作用。
69.本技术的塑料激光焊接结构布置灵活、适应性好,还可用于各种传感器、电子器件及日用品的壳体,由于其焊接质量稳定、焊接过程控制简单,特别适用于大批量生产。
70.上述仅为本技术的较佳实施例及所运用的技术原理,在不脱离本技术构思的情况下,还可以进行各种明显的变化、重新调整和替代。本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点和功效。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神的情况下进行各种修饰或改变。在不冲突的情况下,以上实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1