一种带透气效果的注塑模具的制作方法
1.本实用新型涉及模具领域,尤指一种带透气效果的注塑模具。
背景技术:
2.常规的注塑模具,在合模后型腔内部形成一个密封空间,通过往型腔内注入熔融塑料形成各个形状不一样的塑胶产品;
3.但是,这种模具在合模后,其内部依然存有空气,因此,在注入熔融塑料后会压缩型腔内的空气,以至填充性能不佳,尤其是在生产壁厚不到1mm的产品,往往因为困气的问题,导致影响生产效率的情况屡屡出现。
4.专利号cn201922407955.x名称为一种便于排气的蜂窝格栅注塑模具,本实用新型涉及注塑模具技术领域,且公开了一种便于排气的蜂窝格栅注塑模具,包括动模和定模,所述动模的底部安装有模芯和导柱,所述定模的顶部设置有型腔和导套,所述定模的内部设置有排气结构,所述动模和定模周边设置有定位组件。该便于排气的蜂窝格栅注塑模具,动模和定模合模后,型腔和模芯之间形成密封空间,若其中存在空气,将抽气泵与排气结构连通,通过排气结构将型腔内的空气抽出,如此避免空气干扰产品成型,且通过定位组件,分担导柱所承受的侧面压力,提高模具的刚度和配合精度;
5.排气结构包含有透气板,透气板为透气钢组成;
6.可知,通过上述方案解决了困气的技术问题,但是,该技术方案存在另一项技术问题,当对壁厚只有1mm的产品上生产侧面带紧固件后,通过常规的拆卸方式会因为受力不均匀导致紧固件与产品的连接处断裂。
技术实现要素:
7.为解决上述问题,本实用新型提供一种带透气效果的注塑模具,其目的在于同时解决拆卸断裂以及困气的技术问题。
8.为实现上述目的,本实用新型采用的技术方案是:一种带透气效果的注塑模具,包含有上模和下模,其特征在于:
9.下模所包含的型腔内配置有透气钢,透气钢上至少有一面是与型腔的内面齐平的,还有至少一面是与型腔外表面重合,形成一可供气体通过的流道,其中,型腔上有卸料口;
10.下模内还设有用于顶出产品的卸料机构,卸料机构具有可封闭卸料口的斜顶,斜顶顶部的外侧带有缺面,缺面的中部区域设有一组彼此平行、有间隔并左右分布的凸台,由浇注系统引入的熔融塑料注入到型腔中,填满凸台与缺面之间的非接触区域。
11.本实用新型的有益效果在于:
12.改进了斜顶的结构,尤其是在斜顶的侧面局部挖空,形成有中部区域带凸台的缺面,在注入熔融塑料过程中会填满凸台之间的间隙,冷却后的紧固件会附带废料,通过废料的存在,增加产品与斜顶的接触面,借此均分了卸料时所带来的推力,以至规避了连接处受
力不均匀出现断裂的情形;
13.同时,结合了透气钢的效果特性,排出型腔内的气体,确保填充过程不受困气的问题,生产效率提升显著。
附图说明
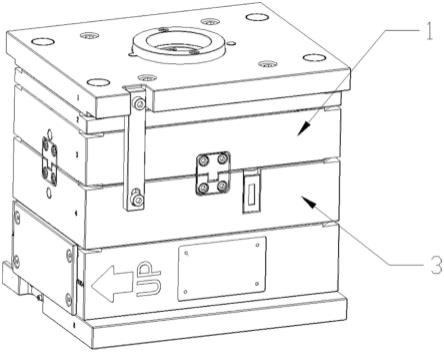
14.图1 是本实用新型的结构图。
15.图2 是图1 爆炸结构的示意图。
16.图3 是斜顶的结构图。
17.图4是产品的立体图。
18.图5是限位座的立体图。
19.图6是插头的立体图。
20.图7是型腔的立体图。
21.附图标号说明:1-公模板1;2-型芯2;3-母模板3;4-型腔4;5-透气钢;
22.6-产品;7-紧固件;8-卸料口;9-斜顶;10-斜顶座;11-凸台;12-浇口;
23.13-分流道;14-限位部;15-滑道;16-卸料板;17-弹簧;18-导向柱;
24.19-限位柱;20-触点开关;21-插头;22-引导块;23-顶针。
具体实施方式
25.请参阅图1-7所示,本实用新型关于一种带透气效果的注塑模具,该模具可产出壁厚只有1mm以及侧面带紧固件7的产品6;其中,该模具上配置有辅助紧固件7部分脱离的部件;
26.在本具体实施中,该模具包含有上模和下模,上模包含有型芯2、公模板1,下模包含有母模板3、型腔4、卸料结构,型腔4内配置有透气钢,透气钢上至少有一面是与型腔4的内面齐平的,还有至少一面是与型腔4外表面重合,形成一可供气体通过的流道;
27.配置了透气钢的型腔4,具有一致的平整性;具体地,透气钢是通过镶嵌的方式安装于型腔4内,在注入熔融塑料的过程会逐渐填满合模后的型腔4,以此通过透气钢自身的特性排出型腔4内的空气;可知,根据以上设计解决了传统模具注塑过程中出现困气的问题。
28.当然,为了衍生出侧面带紧固件7的产品6,在型腔4上设置了一个卸料口8,卸料机构就对应该卸料口8处配置有可封闭卸料口8的斜顶9,斜顶9顶部的外侧带有缺面,缺面的中部区域设有一组彼此平行、有间隔并左右分布的凸台11,由浇注系统引入的熔融塑料注入到型腔4中,填满凸台11与缺面之间的非接触区域;
29.本实用新型要产出的紧固件7是半弧形的,从侧面向外延伸、带孔的连接部分,用于与另一种产品6上的定位件卡合连接;
30.基于上述方案,可知本实用新型可同时实现特定紧固件7的设计以及对特定紧固件7的辅助卸出,而实现上述方案主要是通过对斜顶9上的改进,尤其是对凸台11设置位置、分布方式的进一步限定;
31.在本具体实施例中,凸台11只有一组,并且该这一组内的两个凸台11之间是彼此平行、有间隔分开,上述所指的非接触区域为通过凸台11将缺面分成上区域和下区域两个
部分以及两凸台11之间存在的间隙,两凸台11之间的间隔分开是起到引流的效果,用于填充缺面的下区域,当然,凸台11还起到一个阻挡的作用,减少熔融塑料对紧固件7的填充面积,使紧固件7的形状得到支撑。
32.在本具体实施例中,上模还应当设有浇注系统,浇注系统为设置在上模的浇口12,浇口12上连有一组结构相同、彼此平行的分流道13,分流道13穿过上模与型腔4对应,分流道13的设计有利于提高熔融塑料的注入效率,缩短整个工艺内所需求的时间。
33.对于斜顶9的较优方式,可以采用斜顶座10支撑斜顶9,斜顶9可从斜顶座10上滑动脱离;
34.通过上述优选方式,可以替换不同尺寸的斜顶9,以满足客户的需求,并且,对于安装效率方面上具有大的提升;
35.斜顶座10的上部具有可供斜顶9滑动装配的滑道15,滑道15的两侧带有限位部14,通过挖空斜顶9上对应限位部14的部分,使斜顶9与斜顶座10滑动配合;
36.受限于限位部14的存在,迫使斜顶9上对应的部分与其紧密接触,使之滑动调整不会从滑道15上偏离,起到导向以及定位的作用,提高了斜顶9位置调整的精确度。
37.进一步地,滑道15为斜面,如此设计是为了调整斜顶9的高度,以此对应不同尺寸的产品6,同时,解决了斜顶9高度不能调整的缺陷。
38.所述卸料机构还包含有卸料板16、弹簧17、导向柱18,导向柱18固定在下模内,弹簧17与卸料板16均套在导向柱18上,斜顶座10固定在卸料板16上,推动卸料板16会压缩弹簧17;
39.弹簧17在脱模过程中起到复位的作用,脱模后,弹簧17在自身的弹性应力下顶开卸料板16,斜顶9缩入到卸料口8内。
40.还应当说明的是,卸料板16上还设有限位柱19,卸料板16的行程由限位柱19的长度来决定,以此避免卸料板16推进的行程过大导致斜顶9顶穿产品6。
41.型腔4和型芯2内均设有冷凝水管,冷凝水管是曲折的,所述曲折可以是迂回状,也可以是围绕在型腔4、型芯2中心区域的包围形式。
42.下模上还设有对应上模的触点开关20以及对其供电的插头21,触点开关20的开关对应上模,合模完成后,上模会按压开关,由按压开关输出相应的开关信号;
43.触点开关20是连接上位机,上位机响应开关信号作出是否进行报警的选择;
44.插头21是对触点开关20供电,其中,插头21是可活动的。
45.插头21铰接于下模的侧面,由插头21对角线上设有的引导块22与下模侧面上挖空而成的导向槽滑动配合,其中,引导块22分别位于对角线的两个端点上,导向槽竖置于下模上。
46.采用上述方案,利用引导块22可引导插头21快速进入到下模内,引导过程中由于导向槽的存在,插头21不会出现偏移的情况,结构简单,实用强。
47.当然,卸料板16上还设有顶针23,通过顶针23顶起产品6。
48.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1